Изобретение относится к способам вибрационной обработки металлов, в частности к способам виброобработки с применением химических растворов преимущественно деталей из алюминия и его сплавов, и может быть использовано в машино- и приборостроении.
Цель изобретения - снижение шероховатости и повышение эффективности способа.
Пример В вибрирующий резервуар загружают детали из алюминиевого сплава ВАЛ - 8, наполнитель, не обладающий абразивными свойствами - стальные полированные шары (сталь ШХ 15} диаметром 3-7 мм, заливают травильный раствор - 10%-ный раствор едкой щелочи (едкого кали или едкого натра) и ведут обработку при частоте
вибрации 2080 кол/мин и амплитуде 1.2 - 1,5 мм в течение 0,75 ч Затем в резервуар добавляют рабочий раствор для виброабразивного полирования, содержащий, мас.%: едкое кали 0,4 - 0.6; олеиновая кислота 2,0
-4,0; сегнетовая соль 0,2 - 0,4; мочевина 0,2
-0,4; стильбен 0,1 - 0,2; вода - остальное, и продолжают виброобработку в течение 0,25 ч.
Суммарное время виброобработки 1 ч. Исходная шероховатость деталей ,45-2,50 мкм. В процессе обработки осуществляют две операции - грубую очистку и тонкое шлифование, получая поверхность металла с естественным цветом, зеркальным блеском и шероховатостью ,16 -0.08 мкм.
В табл.1 приведены результаты испытаний виброобработки деталей из алюминиеО 00
о о со сл
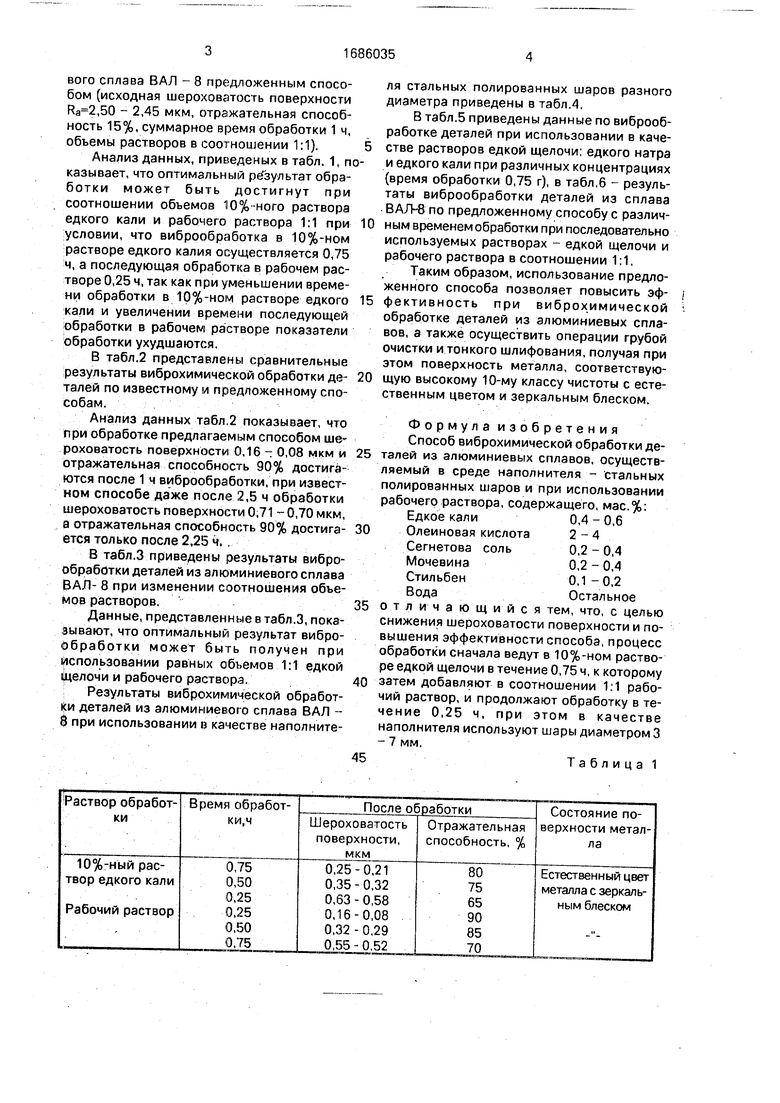
вого сплава ВАЛ - 8 предложенным способом (исходная шероховатость поверхности ,50 - 2,45 мкм, отражательная способность 15%, суммарное время обработки 1 ч, объемы растворов в соотношении 1:1).
Анализ данных, приведеных в табл. 1, показывает, что оптимальный результат обработки может быть достигнут при соотношении объемов 10%-ного раствора едкого кали и рабочего раствора 1:1 при условии, что виброобработка в 10%-ном растворе едкого калия осуществляется 0,75 ч, а последующая обработка в рабочем растворе 0,25 ч, так как при уменьшении времени обработки в 10%-ном растворе едкого кали и увеличении времени последующей обработки в рабочем растворе показатели обработки ухудшаются.
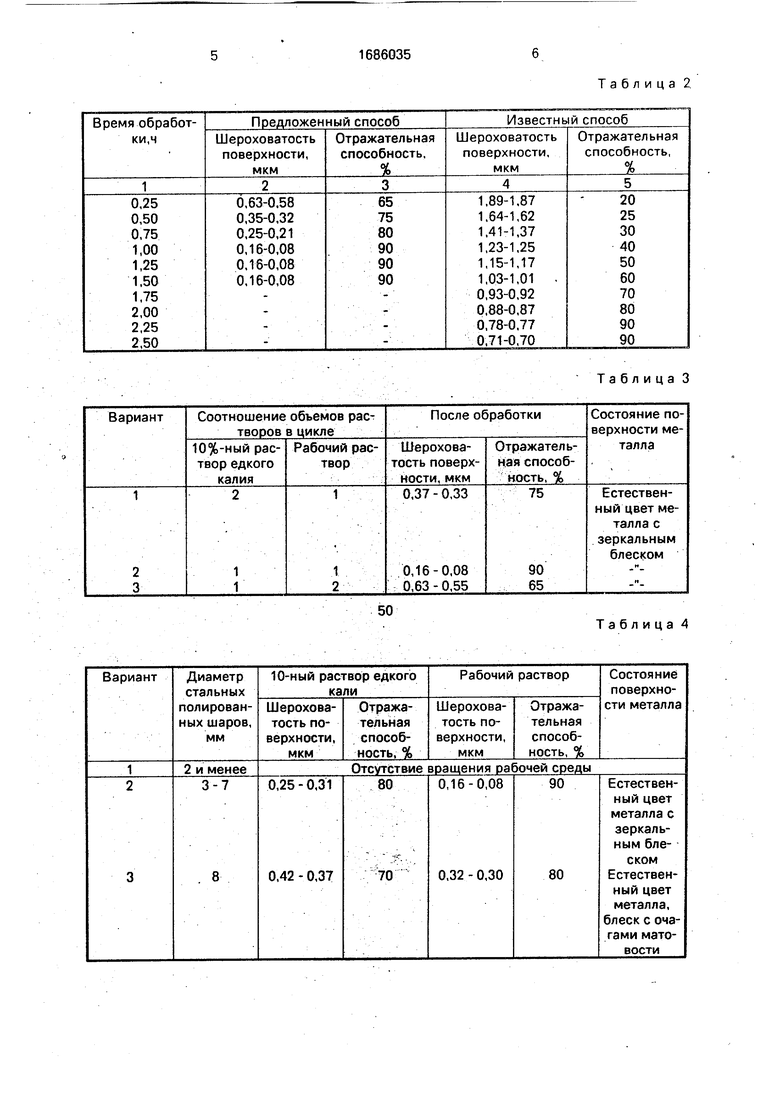
В табл.2 представлены сравнительные результаты виброхимической обработки де- талей по известному и предложенному способам.
Анализ данных табл.2 показывает, что при обработке предлагаемым способом шероховатость поверхности 0.16 - 0,08 мкм и отражательная способность 90% достигаются после 1 ч виброобработки, при известном способе даже после 2,5 ч обработки шероховатость поверхности 0,71 - 0,70 мкм, а отражательная способность 90% достига- ется только после 2,25 ч. ,
В табл.3 приведены результаты виброобработки деталей из алюминиевого сплава ВАЛ- 8 при изменении соотношения объемов растворов.
Данные, представленные в табл.3, показывают, что оптимальный результат виброобработки может быть получен при использовании равных объемов 1:1 едкой щелочи и рабочего раствора.
Результаты виброхимической обработки деталей из алюминиевого сплава ВАЛ - 8 при использовании в качестве наполните
05
0
5 0
5
0
5
ля стальных полированных шаров разного диаметра приведены в табл.4.
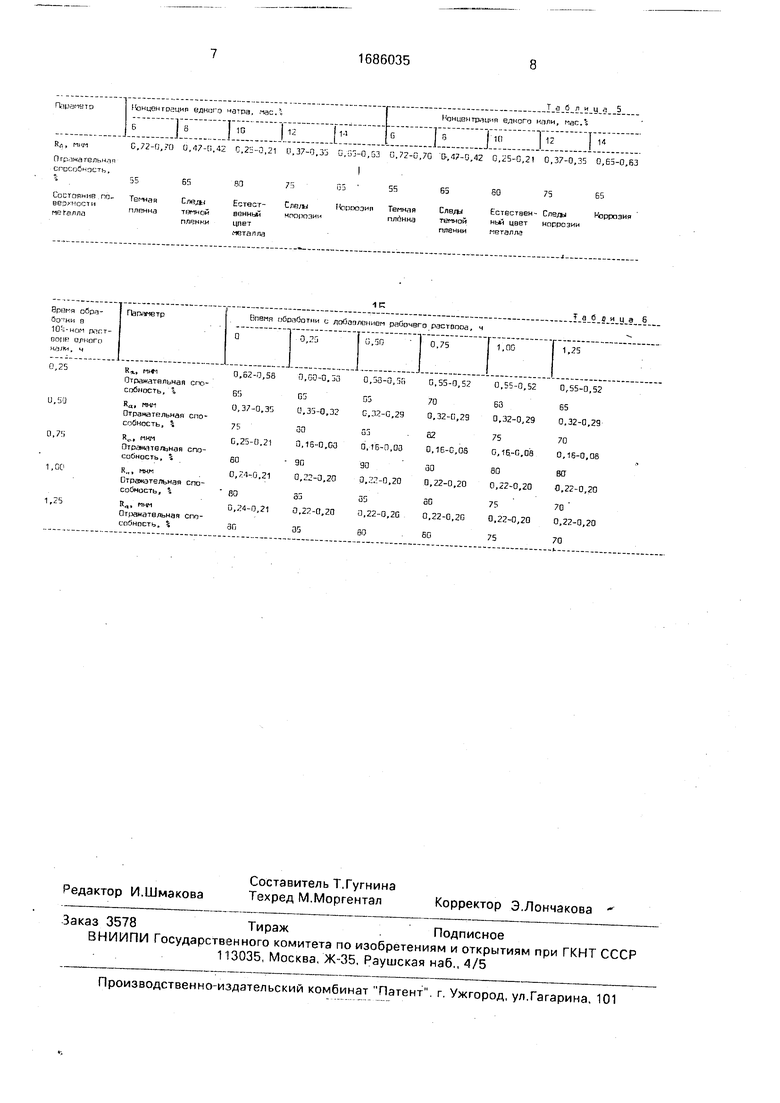
В табл.5 приведены данные по виброобработке деталей при использовании в качестве растворов едкой щелочи: едкого натра и едкого кали при различных концентрациях (время обработки 0,75 г), в табл.6 - результаты виброобработки деталей из сплава В АЛ-8 по предложенному способу с различным временем обработки при последовательно используемых растворах - едкой щелочи и рабочего раствора в соотношении 1:1.
Таким образом, использование предложенного способа позволяет повысить эффективность при виброхимической обработке деталей из алюминиевых сплавов, а также осуществить операции грубой очистки и тонкого шлифования, получая при этом поверхность металла, соответствующую высокому 10-му классу чистоты с естественным цветом и зеркальным блеском.
Формула изобретения Способ виброхимической обработки деталей из алюминиевых сплавов, осуществляемый в среде наполнителя - стальных полированных шаров и при использовании рабочего раствора, содержащего, мас.%: Едкое кали0,4 - 0,6
Олеиновая кислота2-4
Сегнетова соль0,2 - 0,4
Мочевина0,2 - 0,4
Стильбен0.1 -0,2
ВодаОстальное
отличающийся тем, что, с целью снижения шероховатости поверхности и повышения эффективности способа, процесс обработки сначала ведут в 10%-ном растворе едкой щелочи в течение 0,75 ч, к которому затем добавляют в соотношении 1:1 рабочий раствор, и продолжают обработку в течение 0,25 ч, при этом в качестве наполнителя используют шары диаметром 3 - 7 мм.
Таблица 1
Таблица 
| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для химической обработки деталей из алюминиевых сплавов | 1986 |
|
SU1320260A1 |
| Водный раствор для виброабразивного полирования металлов,преимущественно алюминиевых сплавов-силуминов | 1986 |
|
SU1379340A1 |
| Раствор для виброхимического шлифования деталей из алюминиевых сплавов | 1988 |
|
SU1629353A1 |
| Раствор для химической виброобработки металлических деталей | 1988 |
|
SU1548266A1 |
| Раствор для виброабразивного шлифования нержавеющей стали | 1985 |
|
SU1275061A1 |
| Раствор для виброхимической обработки деталей из жаропрочных сталей | 1986 |
|
SU1392143A1 |
| Раствор для химической виброобработки деталей из латуни | 1986 |
|
SU1344533A1 |
| Раствор для виброабразивного шлифования и полирования стали | 1985 |
|
SU1257118A1 |
| Раствор для химической обработки деталей из алюминия и его сплавов | 1988 |
|
SU1497279A1 |
| Раствор для вибрационного снятия заусенцев и притупления острых кромок медных сплавов | 1984 |
|
SU1180402A1 |
Изобретение относится к химико-механической обработке металлических поверхностей, а именно к способам виброхимической обработки деталей из алюминиевых сплавов. Целью изобретения является снижение шероховатости и повышение эффективности способа. Он включает обработку в 10%-ном растворе едкой щелочи в течение в 0,75 ч, к которому затем добавляют в соотношении 1: 1 рабочий раствор, содержащий, мас.%: едкое кали 0,4 - 0,6; олеиновая кислота 2,0 - 4,0; сегнетова соль 0,2 - 0,4; мочевина 0,2 - 0,4; стильбен 0,1 - 0,2; вода - остальное, и продолжают обработку в течение 0,25 ч, при этом в качестве наполнителя используют стальные полированные шары диаметром 3-7 мм. Снижение шероховатости поверхности и повышение эффективности способа достигается за счет того, что обработку ведут сначала в 10%-ном растворе едкой щелочи, к которому затем добавляют рабочий раствор. 6 табл. сл с
Таблица 3
Таблица 4
онц нгрэцип илип I и натра, пэс. ь LI Ч 1C
RCI.
l,,- ) J.,4i G.2h-0.21 l ,37-n,Tj С. ij-O.GI G.-C,7G 0-,47-D,42 0.5-0,21 0,37-0,5 0,65-0.63
ЯП
1г,стгян IP rn- тЈ.аяСЛРДЛЕстест- Cлfl wИс поэип ТспнлвСледаРстеьтвен- След Норрозия
вер- стн
п тл г пп
ПЛОННДТПМНОИ0еННЬММГ П К1 1НМ
плиниицвет
металла
njipHKaтепноиньи цвет иопооэии
племнигр тал ла
D.7S
К, nf
Отражлтнльная способность, i
ар f
Отраматпльная ci o- спйность,
R(il мнм
Птр13н«тельная споC-jOHOCTb, t
R,,, мкм
Отраиоте/ъмзр способность,
Л„, rerf Пт адшдтельная сппCn HDCTt,
0.62-0.5Я0,00-0,330,33-0,.53-П.570,55-0,520,55-0,52
6jG3 j706365
0.37-0.3GU.3J-0.32С,.17-0,240.32-0,790.32-0,290,32-0,29
750305а27570
0,25-0.213,16-0.000.1Б-Т,000.16-0,060,16-0,080,16-0,08
60 9П90UO60И
0,74-0.210,:;-0.200,..V-0.200,22-0.200,22-0,200,22-0.20
ВО3305SC7470
0,74-0,210.2Г-0.20,1.27-0. . СD.22-0,700.22-0,200,22-0,20
3030306G7570
Таблица 5
Чонцент| ци(
EIZl ZLLZ-.
60
7565
njipHKaтепноиньи цвет иопооэии
племнигр тал ла
| Раствор для химической обработки деталей из алюминиевых сплавов | 1986 |
|
SU1320260A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Водный раствор для виброабразивного полирования металлов,преимущественно алюминиевых сплавов-силуминов | 1986 |
|
SU1379340A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
