Фиг Л
Изобретение относится к области машиностроения, а именно к способам изменения жесткости витков резьбы крепежных деталей.
Цель изобретения - повышение срока службы и снижение металлоемкости резьбовых деталей за счет увеличения их нагрузочной способности.
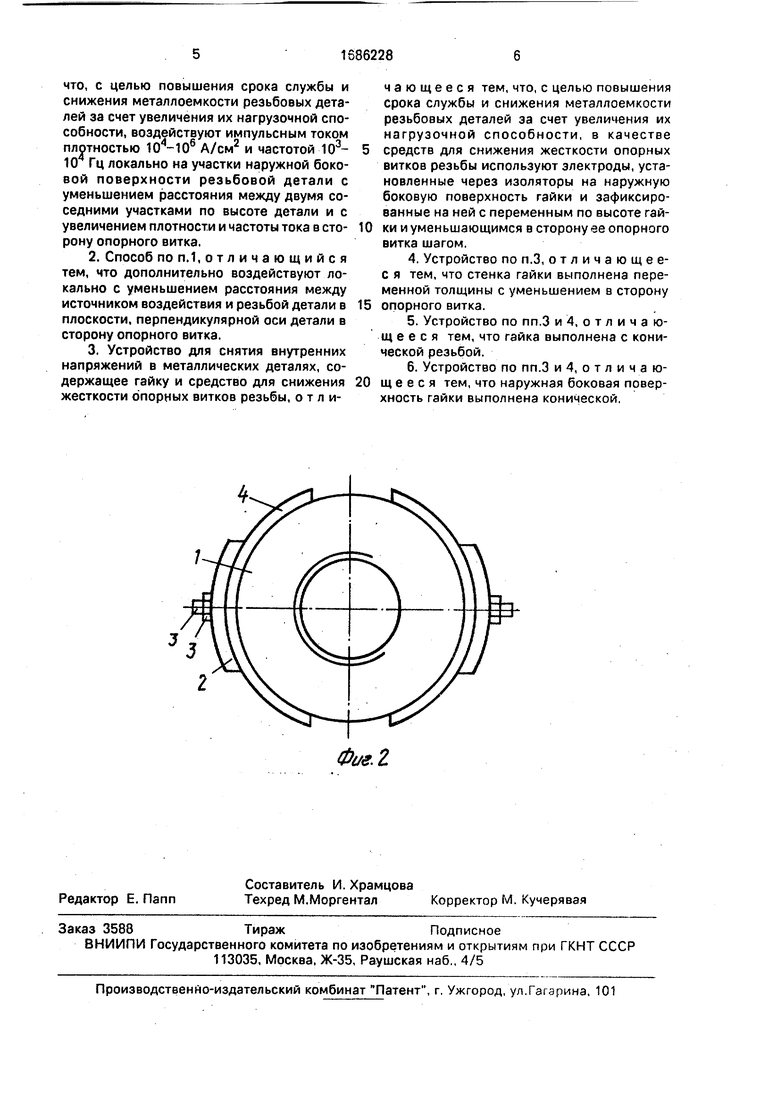
На фиг.1 изображено устройство для снятия внутренних напряжений в металлических деталях; на фиг.2 - то же, вид сверху. Сущность способа снятия внутренних напряжений в металлических деталях состоит в следующем.
На металлическую деталь с внутренней резьбой воздействуют импульсным током плотностью 104-10 А/см2 и частотой 103- 10 Гц локально, на участки ее наружной боковой поверхности с уменьшением расстояния между двумя соседними участками по высоте детали и с увеличением плотности и частоты тока в сторону опорного витка. Кроме того, можно дополнительно воздействовать локально с уменьшением расстояния между источником воздействия и резьбой детали в плоскости, перпендикулярной оси детали, в сторону опорного витка,
Поставленная цель достигается путем равномерного распределения нагрузки по виткам резьбы. Для этого понижается жесткость перегруженных витков, создается остаточная пластическая деформация, в результате чего и достигается перераспределение нагрузки. Увеличение податливости в сторону опорного витка достигается путем увеличения температуры нагрева, определяемой потерями на вихревые токи.
Устройство для снятия внутренних напряжений в металлических деталях состоит из гайки 1 и установленных на ней через изоляторы 2 с помощью крепежных элементов 3 электродов 4. Электроды 4 установлены на наружную боковую поверхность гайки 1 с переменным по ее высоте и уменьшающимся в сторону ее опорного витка шагом. Кроме того, стенка гайки может быть также выполнена с переменной толщиной с уменьшением в сторону опорного витка. Это может быть достигнуто как при выполнении резьбы гайки конической, так и при выполнении конической наружной боковой поверхности гайки.
Устройство работает следующим образом.
С помощью установленных через изоляторы 2 на наружной боковой поверхности гайки 1 электродов 4 через гайку 1 пропускают импульсный ток, что создает остаточную электропластическую деформацию. После
этого электроды 4 и изоляторы 2 снимают. Толщина тела гайки 1 влияет на передачу тепла к витку. У опорного витка наибольшая нагрузка, поэтому необходимо создать
большую пластическую деформацию и более высокую температуру на поверхности витка. При одном и том же количестве тепла на наружной поверхности гайки 1 с уменьшением толщины тела гайки возрастает
температура на нарезке резьбы.
Пример. Осуществление способа снятия внутренних напряжений в металлических деталях с помощью устройства для его осуществления.
Исследуют две одинаковые по конструкции гайки.
Одну из гаек (первую) подвергают воздействию импульсным током по предлагаемому способу и создают электропластическую остаточную деформацию, увеличивающуюся к опорному витку. Таким образом, происходит разгрузка первого витка и нагрузка перераспределяется на последующие. Если число витков равно шести,
то на один виток этой гайки приходится 16,6%. При одинаковом материале и прочности рассматриваемых гаек нагрузочная способность гайки будет определяться прочностью наиболее напряженного первого витка. Например, один виток гайки исходя из прочностных характеристик материала воспринимает 2000 Н, тогда в гайке, подвергнутой воздействию импульсного тока, несущая способность при равномерном распределении нагрузки по виткам, полная нагрузка на соединение составит 12000 Н. В той гайке, которую не подвергали воздействию тока, нагрузка на первый виток составляет 34% всей нагрузки, недовательно, нагрузка на все резьбовое соединение с этой гайкой составит
6000 Н x 100). Следовательно, нагрузочная способность первой гайки едва раза
5 выше второй. При одинаковой внешней нагрузке на обе гайки естественно, что у гайки, имеющей большую несущую способность, металлоемкость будет меньше, У гайки с большей нагрузочной способностью больше межремонтный период и срок службы.
0Таким образом, при использовании
предлагаемого изобретения повышается срок службы резьбовых деталей и снижается их металлоемкость.
5 Формула изобретения
1. Способ снятия внутренних напряжений в металлических деталях, включающий воздействие на нее импульсным током высокой частоты, отличающийся тем,
что, с целью повышения срока службы и снижения металлоемкости резьбовых деталей за счет увеличения их нагрузочной способности, воздействуют импульсным током плотностью 104-106 А/см2 и частотой 103- 10 Гц локально на участки наружной боковой поверхности резьбовой детали с уменьшением расстояния между двумя соседними участками по высоте детали и с увеличением плотности и частоты тока в сто- рону опорного витка.
2.Способ по п. 1,отличающийся тем, что дополнительно воздействуют локально с уменьшением расстояния между источником воздействия и резьбой детали в плоскости, перпендикулярной оси детали в сторону опорного витка.
3.Устройство для снятия внутренних напряжений в металлических деталях, содержащее гайку и средство для снижения жесткости опорных витков резьбы, отличающееся тем, что, с целью повышения срока службы и снижения металлоемкости резьбовых деталей за счет увеличения их нагрузочной способности, в качестве средств для снижения жесткости опорных витков резьбы используют электроды, установленные через изоляторы на наружную боковую поверхность гайки и зафиксированные на ней с переменным по высоте гайки и уменьшающимся в сторону ее опорного витка шагом.
4.Устройство по п.З, отличающее- с я тем, что стенка гайки выполнена переменной толщины с уменьшением в сторону опорного витка.
5.Устройство по пп.З и 4, отличающее с я тем, что гайка выполнена с конической резьбой.
6.Устройство по пп.З и 4, отличающее с я тем, что наружная боковая поверхность гайки выполнена конической.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ | 2011 |
|
RU2463500C1 |
| УЗЕЛ С РЕЗЬБОВЫМ СОЕДИНЕНИЕМ ДЛЯ УГОЛЬНЫХ И/ИЛИ ГРАФИТОВЫХ ЭЛЕКТРОДНЫХ КОЛОНОК | 2004 |
|
RU2302710C2 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА С МОДИФИЦИРОВАННОЙ РЕЗЬБОЙ ЕЕ ДЕТАЛЕЙ | 2002 |
|
RU2204069C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ | 2009 |
|
RU2392517C1 |
| Резьбовое соединение деталей | 1979 |
|
SU830025A1 |
| ГАЙКА САМОСТОПОРЯЩАЯСЯ ПРУЖИННАЯ | 2003 |
|
RU2257495C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1990 |
|
RU1807755C |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА С МОДИФИЦИРОВАННОЙ РЕЗЬБОЙ РОЛИКОВ | 2010 |
|
RU2451220C2 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ ДВИЖЕНИЕ | 2015 |
|
RU2610747C1 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ ДЛЯ АППАРАТА НАРУЖНОЙ ФИКСАЦИИ КОСТЕЙ И ИНСТРУМЕНТ ДЛЯ ЕГО УСТАНОВКИ | 2017 |
|
RU2669480C1 |
Изобретение относится к области машиностроения, а именно к способам изменения жесткости витков резьбы крепежных деталей. Цель изобретения - повышение срока службы и снижение металлоемкости резьбовых деталей. Импульсным током воздействуют на резьбовые детали с плотностью тока 104-106 А/см и частотой 103- 104 Гц локально, с уменьшением шага между двумя соседними участками по высоте детали и с увеличением плотности и частоты тока в сторону опорного витка. Дополнительно могут воздействовать на детали с уменьшением шага между источником воздействия и резьбой детали п плоскости, пер- пендикулярной оси детали, в сторону опорного витка. Способ осуществляется с помощью устройства, содержащего гайку 1 с установленными через изоляторы 2 на ее наружной боковой поверхности электродами 4. Электроды установлены с переменным по высоте гайки и уменьшающимся в сторону ее опорного витка шагом. Стенки гайки могут иметь переменную толщину, Предложенное техническое решение позволяет снизить жесткость опорных витков резьбы. 2 с.и 4 з.п. ф-лы, 2 ил. 7 № t N.W 00 Os 43 о 00 &
Фие.2
| Спицин В.И,, Троицкий О.А | |||
| Электропластическая деформация металла | |||
| - Природа, 1977, N; 7 | |||
| с.ЗО | |||
| Резьбовое соединение | 1981 |
|
SU1011926A1 |
| кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
