Изобретение относится к деревооб- .рабатывающей промышленности и может быть применено при производстве древесно-стружечных плит.
Цель изобретения - упрощение технологического процесса и повышение качества плит.
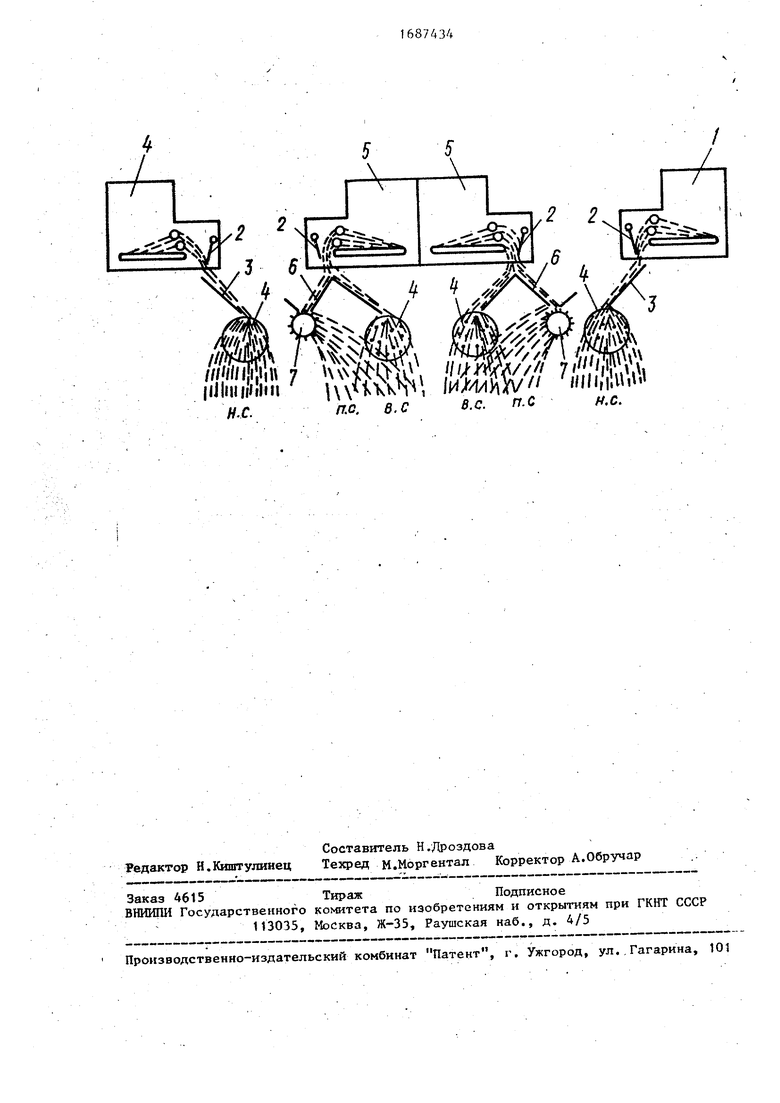
На чертеже изображено устройство для осуществления способа изготовления многослойных древесно-стружечных плит.
Устройство для изготовления многослойных древесно-стружечных плит содержит формирующие машины 1 наружных
слоев ковра, направляющие щитки 2 и 3, механические рассеивающие устройства 4, формирующие машины 5 внутренних слоев, разделительные щитки 6, механические рассеивающие фракционирующие устройства 7. Формируемый ковер содержит наружные слои (н.с.), промежуточные слои (п.с.) и внутренние слои (B.C.).
Способ осуществляют следующим образом.
После изготовления стружку высушивают до заданно влажности и подают на сортировку. Стружку разделяют на
О5 00
-vj
4 О Ј
две фракции - мелкую, не требующую пневмофракционирования при насыпке на ковер, для наружных слоев (н.с.) в количестве 20-30% и более крупную для внутреннего слоя (B.C.) в количестве 70-80%.
Далее обе фракции смешивают со связующим и подают каждую в две формирующие машины.
Из формирующих машин 1 стружка наружных слоев направляется щитками 2 и 3 в механические рассеивающие устройства 4. Эти устройства рассеивают мелкую стружку вдоль формирующего ковра без фракционирования. Из машин 5 стружка внутреннего слоя направляющими щитками 2 подается на разделительные щитки 6. С помощью последних каждый поток стружки разделяют одновременно по всей ширине на две части. Отобранную с наружной стороны часть каждого потока в количестве 30 - 70% направляют на механическое рассеивающее фракционирующее уст ройство 7, выполненное, например, в виде приводного игольчатого вальца. Эту часть рассеивают с механическим фракционированием в направлении оставшейся стружки B.C., которую рассеивают другим устройством 4 без фракционирования.
Расстояние между рассеивающими устройствами 7 и 4 и режим работы устройства 7 подбирают так, что 30 - 60% длины зоны рассеивания фракционируемой стружки совмещают с зоной рассеивания оставшейся стружки внутреннего слоя; Благодаря этому выделенные при фракционировании более тонкие и мелкие частицы насыпают в формуемый ковер отдельно, образуя промежуточные слои, а более крупные
и повышения качества плит, потоки стружки внутренних слоев после выхода из формирующих машин разделяют по толщине с образованием отдельных внешних и внутренних потоков, каждый из которых рассеивают по длине формируемого ковра, при этом рассеивание внутренних потоков осуществляют без фракционирования, а внешних - с механическим фракционированием частиц в сторону внутреннего потока с частичным перекрытием зон рассеивания.
2.Способ по п. 1, отличаю35
40
и толстые совмещают со стружкой внут- щ и и с я тем, что механическому
фракционированию подвергают 30-70% от общего количества стружки для внутреннего слоя.
3. Способ по п.
реннего слоя.
Далее стружечный ковер прессуют в плиты и проводят их первичную обработку .
1, отличающийся тем, что длина зоны, обра- зованной с перекрытием внешних и внутренних потоков, составляет 30-60% от длины зоны рассеивания внутреннего слоя.
Способ упрощает технологию изготовления плит за счет того, что при производстве, например, пятислойных плит способ позволяет уменьшить число потоков (единиц основного оборудова10
15
25
7434&
ния) на участке смешивания стружки со связующим с трех до двух, а на участке формирования стружечного ковра с пяти - шести до четырех, что упрощает процесс и снижает себестоимость плит.
Кроме того, способ обеспечивает получение более рациональной структу ры плит с плавным переходом по толщине стружки от наружных слоев к промежуточным и от промежуточных к внутреннему. При этом расположение ближе к поверхности плит .более тонкой стружки способствует повышению прочности плит на статический изгиб и уменьшению их материалоемкости при обеспечении требуемого качества.
25
20 Формулаизобретения
5
0
1.Способ изготовления многослойных древесно-стружечных плит, включающий изготовление стружки, сушку, сортировку по размерам на потоки, смешивание стружки со связующим, Формирование наружных слоев ковра, а также промежуточных и внутренних слоев при помощи формирующих машин, отличающийся тем, что, с целью упрощения технологического процесса
и повышения качества плит, потоки стружки внутренних слоев после выхода из формирующих машин разделяют по толщине с образованием отдельных внешних и внутренних потоков, каждый из которых рассеивают по длине формируемого ковра, при этом рассеивание внутренних потоков осуществляют без фракционирования, а внешних - с механическим фракционированием частиц в сторону внутреннего потока с частичным перекрытием зон рассеивания.
2.Способ по п. 1, отличаю5
0
3. Способ по п.
1, отличающийся тем, что длина зоны, обра- зованной с перекрытием внешних и внутренних потоков, составляет 30-60% от длины зоны рассеивания внутреннего слоя.
Ч/
/
/
f
//А
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1992 |
|
RU2038205C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТУЖЕЧНОЙ ПЛИТЫ | 2018 |
|
RU2778083C2 |
| ФРАКЦИОНИРУЮЩАЯ РЕШЕТКА | 2010 |
|
RU2423229C1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ НА ОСНОВЕ ДРЕВЕСНОГО МАТЕРИАЛА С УМЕНЬШЕННЫМ ВЫДЕЛЕНИЕМ ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ | 2016 |
|
RU2689571C1 |
| ФРАКЦИОНИРУЮЩАЯ РЕШЕТКА | 2010 |
|
RU2428304C1 |
| ПЛИТА НА ОСНОВЕ ДРЕВЕСНОГО МАТЕРИАЛА С УМЕНЬШЕННЫМ ВЫДЕЛЕНИЕМ ЛЕТУЧИХ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ (VOC) И ЕЕ ПРИМЕНЕНИЕ | 2019 |
|
RU2766678C2 |
| ФРАКЦИОНИРУЮЩАЯ РЕШЕТКА | 2008 |
|
RU2381100C1 |
| СПОСОБ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2011 |
|
RU2462353C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СТРУЖЕЧНО-КЛЕЕВОЙ СМЕСИ | 1994 |
|
RU2071416C1 |
Изобретение относится .к деревообрабатывающей промышленности. Цель изобретения - упрощение технологического процесса и повышение качества плит. Способ изготовления многослойных древесно|-стружечных плит включает операции: изготовление стружки, суш- ку, сортировку, смешивание со связующим, формирование многослойного стружечного ковра. Стружку для промежуточных слоев выделяют при формировании стружечного ковра путем разделения потоков стружек внутренних слоев по толщине с образованием отдельных внешних и внутренних потоков. Рассеивание внутренних потоков осуществляют без фракционирования, а внешних - с механическим фракционированием в направлении- зоны рассеивания оставшейся стружки внутреннего слоя, от 30 до 60% длины каждой зоны рассеивания фракционируемой стружки совмещают со смежной с ней зоной рассеивания оставшейся стружки внутреннего о. тоя. 2 з.п. ф-лы 1 ил. I СЛ
т уж жящ
пЛпиЯим uvvuW IM/MWV «пдада
//.С. ДО. fl. С1 5.С. П. С //.С.
| Мелони Т | |||
| Современное производство древесно-стружечных и древесноволокнистых плит | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| ДЖИНО-ПРЯДИЛЬНАЯ МАШИНА | 1920 |
|
SU296A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Производство древесно-стружечных плит | |||
| М.: Лесная промышленность, 1977, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
