Данное изобретение касается способа изготовления древесно-стружечной плиты, причем этот способ включает в себя следующие этапы: (a) рассеивание множества древесных частиц в ковер (лепешку) из частиц, (b) нанесение клея по меньшей мере на некоторые из частиц древесины во время рассеивания и/или перед рассеиванием, (c) прессование ковра из частиц при повышенном давлении и повышенной температуре. Данное изобретение касается также устройства для осуществления такого рода способа.
Древесно-стружечные плиты применяются в самых различных технологических областях. Так, например, они используются для полов, облицовки стен, мебели или в сооружении деревянных конструкций.
Древесные материалы и, в частности, древесно-стружечные плиты имеют сердцевину из древесных частиц и в большинстве случаев клей. В качестве частиц древесины применяются, в частности, длинная узкая ножевая древесная стружка, древесная стружка и древесные волокна. Обычно они спрессовываются в непрерывном или тактированном способе под воздействием тепла и давления, в так называемом горячем прессовании, в плиты или по меньшей мере в их сердцевину.
Древесно-стружечные плиты из-за их многообразных областей применения должны выдерживать самые различные нагрузки и отвечать различным требованиям. Это касается, например, точечных нагрузок или поверхностных нагрузок, например, если эти плиты используются в качестве мебельных плит, дверей или элементов пола.
Обычно древесно-стружечные плиты изготовляются таким образом, что они по всей величине плиты имеют единообразные и максимально постоянные свойства, например, объемную плотность или прочность к ударным нагрузкам или прогибам.
Объемная плотность представляет собой отношение между массой и объемом древесно-стружечной плиты и, кроме того, является параметром прочности древесно-стружечной плиты. Чем выше объемная плотность, тем больше в общем прочность древесно-стружечной плиты. Современные древесно-стружечные плиты имеют объемную плотность, например, от 620 кг/м3 до 650 кг/м3 у стружечных плит, от 600 кг/м3 до 650 кг/м3 у ориентированно-стружечной плиты (OSB) и 700 кг/м3 у древесноволокнистой плиты средней плотности (MDF).
Древесно-стружечные плиты в зависимости от предназначенного применения должны выдерживать очень разные нагрузки. Эти нагрузки, например, при применении в качестве мебельной плиты или дверного полотна не являются постоянными по всей древесно-стружечной плите. В области петель дверное полотно должно выдерживать значительно бόльшие нагрузки, чем в остальной области дверного полотна. То же относится и к дверцам шкафа или же к основаниям под стеллажи, у которых, в частности, в области небольших поверхностей прилегания следует ожидать очень высоких нагрузок.
Если известны применение и, в частности, ориентация древесно-стружечной плиты, то плиты в мало нагружаемых областях выполняются с меньшей объемной плотностью, что ведет к меньшему весу плит и к экономии материала. Такой способ известен, например, из EP 2 653 279 A1, при котором частицы удаляются из потока падающих частиц. В публикации WO 2005/046950 A1 описан способ и соответствующее устройство, посредством которых в определенных областях древесно-стружечной плиты используется меньше частиц, чтобы снизить объемную плотность в этих областях. Уменьшение насыпаемых частиц в одной области имеет, однако, свои пределы, так как требуется достаточное количество частиц, чтобы в изготовляемой древесно-стружечной плите не возникло никаких углублений или лунок.
Индивидуальная регулировка определенных свойств древесно-стружечных плит известна также из EP 2 623 282 A1, в которой описан способ пропитки плит-заготовок, при котором пропиточная среда вводится в уже спрессованную древесно-стружечную плиту. Так что должны пропитываться краевые области, а в средних слоях не должна применяться никакая пропиточная среда.
Задача данного изобретения состоит в том, чтобы предложить способ изготовления древесно-стружечной плиты, которая в разных областях имеет различную объемную плотность, причем этот способ является при этом мало трудоемким и позволяет дополнительно снизить производственные издержки.
Данное изобретение решает эту задачу посредством способа согласно ограничительной части независимого пункта 1 формулы изобретения, и этот способ характеризуется тем, что количество клея, которое наносится на частицы древесины, варьируется в зависимости от их ожидаемой позиции в ковре из частиц.
Таким образом, с одной стороны, может снижаться количество клея, что, например, уменьшает эмиссию летучих компонентов клея, и, с другой стороны, дополнительно уменьшается объемная плотность в этих областях, но количество рассеиваемых частиц при этом снижать не нужно. Наносимое количество клея варьируется в зависимости от ожидаемой позиции частиц, подлежащих смазыванию клеем. То есть, оно может варьироваться по толщине древесно-стружечной плиты и/или в плоскости, параллельной поверхности древесно-стружечной плиты.
Предпочтительно частицы древесины снабжаются клеем только при рассеивании. Эти частицы покидают загрузочное распределительное устройство или подающее устройство и при падении покрываются клеем, причем клей распыляется на падающие частицы через по меньшей мере одно клеевое сопло. Количество наносимого клея варьируется в зависимости от ожидаемой позиции внутри ковра из частиц. В процессе создания такого ковра из частиц варьируется поэтому также и количество клея, выдаваемого через указанное по меньшей мере одно клеевое сопло. Этого можно добиться путем изменения выпускаемого количества клея из указанного по меньшей мере одного сопла и/или путем изменения количества рассеивающих сопел.
Особенно предпочтительно предварительно смазывать некоторые, в частности все, частицы древесины предпочтительно постоянным количеством клея перед насыпанием. Эти предварительно покрытые клеем частицы древесины затем рассеиваются в ковер из частиц. При таком рассеивании предварительно покрытых клеем частиц древесины затем на все или лишь на некоторые частицы древесины наносится дополнительный клей в варьирующемся количестве. Для этого уже предварительно покрытые клеем и/или не покрытые клеем частицы древесины, например, в потоке воздуха проводятся мимо по меньшей мере одного клеевого сопла, которое, например, наносит запрограммированно различное количество клея.
В отношении используемых клеев речь идет, в частности, о карбамидоформальдегидных смолах, меламиновых или фенольных смолах. Предпочтительно речь идет о изоцианатах, например, о полимерном дифенилметандиизоцианат (PMDI), который, в частности, не содержит формальдегида.
Предпочтительно этот способ включает в себя внесение одной или нескольких добавок в ковер из частиц во время рассеивания. За счет введения добавок можно, в частности, оказывать влияние на другие свойства древесно-стружечной плиты. К таким добавкам относятся, в частности, огнезадерживающие вещества, бактерицидные вещества, вещества для улучшения разбухания древесины, вещества, оказывающие влияние на оптическое и/или гаптическое впечатление от будущей древесно-стружечной плиты, вещества, изменяющие теплопроводность или электропроводность, а также вспениватели и уже вспененные вещества.
Предпочтительно указанная по меньшей мере одна добавка содержит по меньшей мере один наполнитель, например мел, тальк, кварцевую муку, стеклянные шарики, пеностекло или керамзит, по меньшей мере один оптический осветлитель, например двуокись титана, карбонат кальция или флуоресцирующие органические вещества, по меньшей мере одно огнезадерживающее вещество, по меньшей мере одно бактерицидное вещество, по меньшей мере одно вещество для улучшения разбухания древесины, по меньшей мере один вспениватель и/или по меньшей мере одно вещество, которое изменяет оптическое, и/или гаптическое, и/или физическое свойство древесно-стружечной плиты, например ее теплопроводность.
Кроме того, к добавкам можно отнести также грунтовочный слой, например, на основе силанов или других веществ, повышающих адгезию. Это улучшает, в частности, сцепляемость различных клеящих систем или различных слоев друг с другом. Кроме того, могут также наноситься субстанции, которые образуют в себе промежуточный слой и тем самым препятствуют перемешиванию отдельных других слоев. Так, например, в стружечных плитах предотвращается или затрудняется проникновение частиц из относительно тонких покрывных слоев в более грубые промежуточные слои.
Дополнительно или вместо внесения добавок может также подводиться энергия, например, в виде тепла или лучистой энергии. Благодаря этому можно, например, целенаправленно запускать реакции клеящих веществ многокомпонентных клеев, или реакции добавок или с добавками, или оказывать на них влияние. Далее, можно вводить влагу в ковер из частиц, например, путем обработки паром.
Предпочтительно вносят различные количества добавок на различные позиции внутри ковра из частиц. Таким образом можно получить подвергнутые влиянию свойства в различных областях, или получать их различной силы, или варьировать в различной степени. Предпочтительно на различные позиции внутри ковра из частиц вводятся различные добавки и/или различные количества разных добавок.
Указанная одна добавка или указанные несколько добавок вносятся, в частности, через отдельные устройства ввода, как например, сопла. Это происходит, в частности, не только во время рассеивания, но может также происходить тогда, когда не рассеивается ни одна частица древесины.
Предпочтительно в случае по меньшей мере одной добавки речь идет о еще одном клее или компоненте клея. Под нанесением клея в рамках данного изобретения понимается, например, также нанесение одного или нескольких компонентов клея, причем это может происходить в варьирующемся количестве, или дополнительные компоненты клея могут наноситься в варьирующемся количестве.
Предпочтительно количество древесных частиц, рассеиваемых в ковер из частиц, варьируется в зависимости от их ожидаемой позиции в этом ковре из частиц. За счет этого, в частности, можно путем выбора различных объемов рассеиваемых частиц древесины оказывать дополнительное влияние на объемную плотность внутри ковра из частиц и тем самым, в частности, также и на прочность.
Данное изобретение решает поставленную задачу также посредством устройства для осуществления описанного здесь способа, имеющего электрическое устройство управления, выполненное с возможностью варьирования количества наносимого на частицы древесины клея в зависимости от их ожидаемой позиции в ковре из частиц.
Это электрическое устройство управления предпочтительно имеет электронное устройство для обработки данных, выполненное с возможностью доступа к информации, хранящейся в электронном запоминающем устройстве, и варьирования на основе этой информации количества подлежащего нанесению клея. Это может производиться с помощью управления подаваемым на указанное по меньшей мере одно сопло количеством клея и/или путем открытия и закрытия сопел.
Предпочтительно указанное устройство имеет по меньшей мере одно клеевое сопло, особенно предпочтительно несколько клеевых сопел. Предпочтительно это по меньшей мере одно клеевое сопло является подвижным, в частности, поперечно направлению движения ленты транспортера, на которую рассеваются эти частицы древесины.
В одном особенно предпочтительном варианте выполнения ожидаемая позиция частиц древесины определяется или задается позицией рассеивающего частицы древесины распылительного сопла. Это не зависит от того, выполнено ли такое рассеивающее сопло подвижным относительно ковра из частиц или неподвижным относительно него. Наносится ли клей на частицы древесины перед рассеиванием или же лишь во время рассеивания, зависит предпочтительно от вида клея. Клеи с особенно небольшим периодом рабочей жизнеспособности предпочтительно, например, наносить только во время рассеивания.
Возможно также, что эти ожидаемые позиции частиц древесины в ковре из частиц определяются или вычисляются во время рассеивания. Для этого, например, на указанном устройстве установлено измерительное устройство. Им может быть, например, высокоскоростная камера или подобное устройство. В этом случае предпочтительно, если клей наносится во время рассеивания.
Предпочтительно указанное устройство имеет ленту транспортера, которая выполнена подвижной в направлении транспортировки, причем указанное по меньшей мере одно рассеивающее сопло расположено над лентой транспортера и выполнено с возможностью рассеивания частиц древесины на эту ленту транспортера. Преимуществом такой ленты транспортера является, в частности, то, что древесно-стружечные плиты или, соответственно, ковер из частиц могут изготовляться непрерывно. Однако с помощью ленты транспортера можно также изготовлять древесно-стружечные плиты, например, в тактированном режиме.
Ожидаемая позиция частиц древесины в ковре из частиц предпочтительно вычисляется исходя из положения соответствующего распылительного сопла, в частности, относительно насыпаемого ковра из частиц, которое рассеивает эти частицы древесины. При этом предпочтительно учитывается скорость перемещения ленты транспортера.
Предпочтительно указанное по меньшей мере одно клеевое сопло расположено над лентой транспортера и выполнено с возможностью нанесения клея на частицы древесины во время рассеивания. Предпочтительно при этом одно, в частности, несколько клеевых сопел установлены в клеенамазывающей и рассеивающей головках, так что эта клеенамазывающая и рассеивающая головка, в частности, может перемещаться как единое целое, не изменяя при этом ориентацию или позицию клеевых сопел и рассеивающих сопел относительно друг друга.
Предпочтительно несколько рассеивающих сопел и/или несколько клеевых сопел расположены поперек направления транспортировки. В частности, они расположены по всей ширине ковра из частиц или по всей ширине ленты транспортера. Это является предпочтительным, т.к., в частности, частицы древесины и/или клей могут наноситься на различных расстояниях.
Предпочтительно несколько клеевых сопел образуют клеенамазывающую планку. К тому же возможно, что по меньшей мере две такие клеенамазывающие планки собраны в одну клеенамазывающую головку. Далее, предпочтительно по меньшей мере одна клеенамазывающая планка с по меньшей мере одним рассеивающим соплом, в частности, с по меньшей мере одной рассеивающей планкой из нескольких рассеивающих сопел собраны в одну рассеивающую и клеенамазывающую головку, которых в указанном устройстве предпочтительно несколько.
В частности, при использовании перемещаемых клеевых сопел существующие устройства могут дооснащаться ими и пользоваться преимуществами данного изобретения. К тому же за счет этой подвижности без больших трудозатрат возможна, например, подгонка такого устройства для изготовления плит под различные изготовляемые древесно-стружечные плиты.
Предпочтительно указанное электрическое устройство управления выполнено с возможностью варьирования количества древесных частиц в зависимости от их ожидаемой позиции в ковре из частиц.
Согласно одному примеру осуществления данного изобретения для изготовления ДСП толщиной 19 мм в качестве клея используется карбамидоформальдегидный клей. Для этого сначала с помощью воздушной сепарации на ленту транспортера насеивается нижний покрывной слой из древесных частиц. Затем наносится тонкий слой из вспененного карбамидоформальдегидного клея (20 г жидк./м2 (20 g fl/m2), содержание твердого вещества ок. 50%) с помощью ряда клеевых сопел. Затем путем формирования ковра разбросом наносится промежуточный слой. На него опять-таки клеевыми соплами наносится то же количество вспененной смолы. Посредством воздушной сепарации на него наносится верхний покрывной слой. Соотношение между покрывным слоем и промежуточным слоем составляет примерно 28 к 72%. Получающийся ковер из частиц в форме стружечного ковра спрессовывается в прессе для непрерывного прессования в стружечную плиту, затем охлаждается и шлифуется.
В ходе одного испытания была изготовлена стружечная плита без промежуточных клеевых слоев. Затем обе плиты были в короткотактном проходном прессе облицованы белой декоративной бумагой, которая была пропитана меламиновой смолой. Вес бумаги составлял 65 г/м2. Эти плиты затем были подвергнуты визуальной экспертизе в поперечном сечении.
При этом оказалось, что стружечная плита с нанесением клея между слоями обладает значительно более симметричной структурой. В частности, между верхним покрывным слоем и промежуточным слоем можно было наблюдать значительно меньшую миграцию покрывного слоя в промежуточный слой, чем у сравниваемой плиты. При обработке обеих плит на фрезерном станке с верхним расположением шпинделя плита без клеевой добавки показала больше выщербин на кромках и фрезерование с бóльшим количеством дефектов, чем испытуемая плита.
Согласно одному примеру осуществления данного изобретения для изготовления ориентированно-стружечной плиты (OSB) толщиной 19 мм применяется MUF-клей (мочевино-меламино-формальдегидный клей) в покрывном слое и PMDI-клей (полиметилендиизоциантный клей) в промежуточном слое. Соотношение между покрывным и промежуточным слоями составляет при этом примерно 30 к 70%.
Сначала на ленту транспортера насыпается смазанная клеем длинная узкая ножевая стружка покрывного слоя. С помощью планки из распылителей (нанесение с помощью сопла) полиэтиленгликоль (молярный вес: 200 г/моль) в количестве 5 г/м2 напыляется на ковер из длинной узкой ножевой стружки. Затем насеивается промежуточный слой. На насеянный промежуточный слой опять-таки соплами наносится то же количество полиэтиленгликоля. Вслед за этим насеивается второй покрывной слой. Затем ковер из длинной узкой ножевой стружки в прессе для непрерывного прессования спрессовывается в ориентированно-стружечную плиту (OSB).
Для сравнения ориентированно-стружечная плита (OSB) была изготовлена с одинаковыми клеящими системами без полигликоля. Эти плиты после охлаждения были испытаны в лаборатории на их прочность при поперечном растяжении. При этом оказалось, что сравнительный образец разрывался не посередине, а между покрывным и промежуточным слоем. Кроме того, результаты испытаний были примерно на 20% ниже.
Один вариант выполнения данного изобретения будет рассмотрен ниже с привлечением чертежей. На чертежах показано следующее.
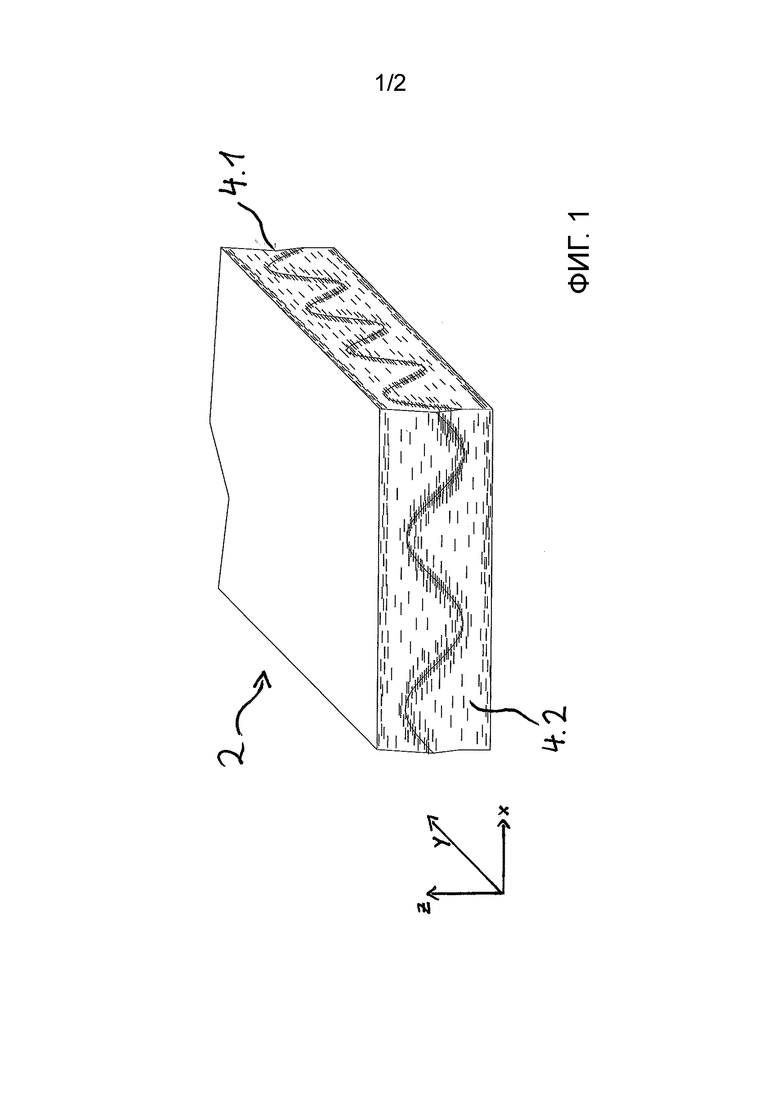
Фиг. 1 трехмерный схематичный вид в разрезе древесно-стружечной плиты, полученной согласно одному варианту выполнения предлагаемого изобретением способа изготовления, и
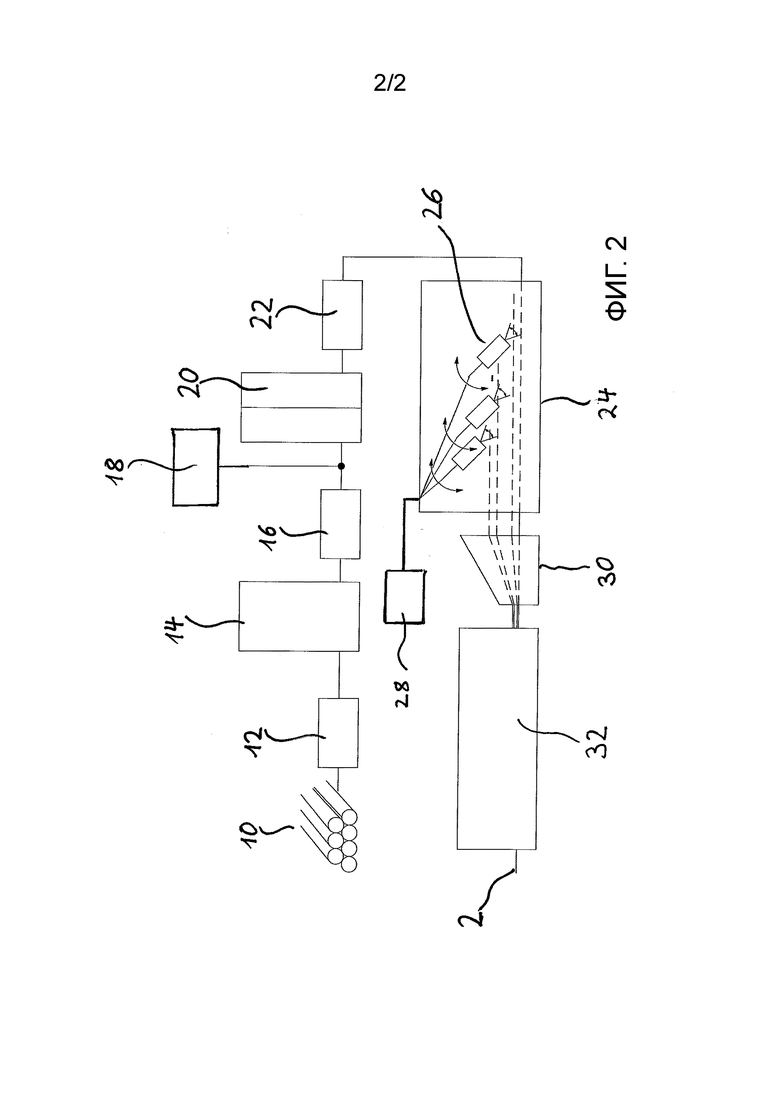
Фиг. 2 блок-схема указанного способа изготовления.
На фиг. 1 показан трехмерный вид в разрезе древесно-стружечной плиты 2, полученной согласно одному варианту выполнения предлагаемого изобретением способа изготовления. Такая древесно-стружечная плита имеет протяженность в направлениях x, y и z. При этом в данном случае под направлением x понимается протяженность древесно-стружечной плиты поперек продольного направления y. Высота или толщина древесно-стружечной плиты проходит в направлении z.
На фиг. 1 описаны области 4.1 и 4.2 с различным количеством нанесенного клея. В случае областей 4.1 речь идет об областях с бόльшим количеством клея. В случае областей 4.2 речь идет об областях с меньшим количеством клея.
На фиг. 2 схематично представлен процесс изготовления древесно-стружечной плиты, при этом, в частности, древесноволокнистой плиты.
Для этого сначала подготовляется древесина 10. При этом речь идет предпочтительно о древесном сырье или древесных отходах, которые, в частности, предварительно были очищены от коры. Этот материал перерабатывается в измельчительном устройстве 12, например в дисковой или барабанной рубительной машине, с получением щепы. Эта щепа подается в варочный аппарат 14. В нем щепа, при необходимости с предшествующим ее подогревом, подготавливается под воздействием горячего пара и очищается. Например, щепа обрабатывается при температуре около 170° примерно 3-4 мин.
После этой варки в варочном аппарате 14, в частности, если речь идет о древесноволокнистой плите, осуществляется превращение щепы в волокнистую массу в рифайнере 16. В нем щепа размалывается, например, в дисковой, цилиндрической или конической мельнице, и таким образом перерабатывается в древесные волокна.
Затем эти, в частности, еще влажные древесные волокна предварительно намазываются клеем, например, карбамидоформальдегидной смолой (UF-смолы) в устройстве предварительной промазки клеем. Предпочтительно древесные волокна при этом, перед этим или после этого разделяются для последующих рассеивающих головок, через которые они на более позднем этапе будут рассеиваться в рассеивающем устройстве 24. Преимуществом здесь является то, что количество клея, подлежащего нанесению позднее с помощью клеевых сопел, которое может быть равно и нулю, в зависимости от ожидаемой позиции волокон древесины может регулироваться особенно просто.
Промазанные клеем древесные волокна затем сушатся в сушилке 20, например, посредством горячего газа, который, например, имеет температуру около 160°, до определенной остаточной влажности, например, 10-15%.
За этапом сушки следует просеивание в воздушном сепараторе 22. Благодаря этому волокна разделяются, например, по размеру частиц или по длине волокна, их массе или их инерционности. Это происходит, например, в потоке газа в так называемом воздушном классификаторе.
Благодаря этому можно, в частности, отсортировывать не подходящие для дальнейшей переработки размеры волокон. Слишком большие волокна при этом могут быть, в частности, снова введены в процесс измельчения, а слишком мелкие волокна или порошкообразные частицы древесины могут быть отведены из следующего этапа способа. Альтернативно возможно также, что указанное просеивание проводится уже перед смазыванием клеем древесных волокон.
После просеивания древесные волокна подаются в рассеивающее устройство 24, которое, в частности, располагает множеством, например, по меньшей мере тремя клеенамазывающими головками 26 с не представленными клеевыми соплами. Предпочтительно рассеивающее устройство 24 имеет ленту транспортера, которая может перемещаться в направлении транспортировки. Поперек этого направления транспортировки расположены, в частности, указанные клеевые сопла клеенамазывающих головок 26. Предпочтительно эти клеевые сопла проходят по всей ширине ленты транспортера поперек направления транспортировки. Особенно предпочтительно, если они выполнены поворотными по меньшей мере в одном, в частности, во всех пространственных направлениях.
Указанные клеенамазывающие головки 26 связаны с электрическим устройством 28 управления, которое выполнено с возможностью регулирования количества наносимого на частицы древесины клея в зависимости от их позиции в ковре из частиц, например, в плоскости, параллельной продольному направлению и поперечному направлению.
Предпочтительно через клеенамазывающие головки 26 непрерывно рассеивается постоянное количество частиц древесины, причем оно при необходимости отличается между отдельными клеенамазывающими головками 26. Например, возможно также, что несколько расположенных на расстоянии друг от друга поперек направления транспортировки клеевых сопел одной клеенамазывающей головки 26 выдают большее количество клея в единицу времени, чем другие клеевые сопла этой клеенамазывающей головки 26.
Получающийся путем такого рассеивания ковер из частиц на одном или нескольких этапах предварительного уплотнения подвергается предварительному уплотнению в прессе 30 для подпрессовки. Это может происходить, например, непрерывно или же прерывисто, т.е. в несколько отдельных этапов.
К прессу для подпрессовки примыкает горячий пресс 32, посредством которого древесно-стружечная плита 2 образуется из предварительно уплотненного ковра из частиц под воздействием температуры и давления. В данном случае благодаря этому получается, например, древесноволокнистая плита высокой плотности (HDF) или средней плотности (MDF) большого формата.
Она может получаться, например, путем пиления непрерывно образуемой древесно-стружечной плиты 2 в поперечном направлении относительно направления транспортировки. Такие плиты большого формата дополнительно разрезаются, в частности, путем пиления в поперечном и/или продольном направлениях на множество меньших плит.
Перечень ссылочных обозначений
2 древесно-стружечная плита
4.1 область с бόльшим количеством клея
4.2 область с пониженной объемной плотностью
10 древесина
12 измельчительное устройство
14 варочный аппарат
16 рефайнер
18 устройство предварительной промазки клеем
20 сушилка
22 воздушный сепаратор
24 рассеивающее устройство
26 клеенамазывающая головка
28 устройство управления
30 пресс для подпрессовки
32 горячий пресс
Группа изобретений относится к деревообрабатывающей промышленности, в частности к изготовлению древесно-стружечных плит. Выполняют рассеивание множества частиц древесины с получением ковра из частиц. Наносят клей по меньшей мере на некоторые из частиц древесины во время рассеивания и/или перед рассеиванием. Выполняют прессование ковра из частиц при повышенном давлении и повышенной температуре. Варьируют количеством клея, которое наносится на частицы древесины, в зависимости от их ожидаемой позиции в ковре из частиц с помощью электрического устройства управления. Устройство для изготовления древесно-стружечной плиты содержит электрическое устройство управления, выполненное с возможностью варьирования количества клея, наносимого на частицы древесины, в зависимости от их ожидаемой позиции в ковре из частиц. Обеспечивается различная объемная плотность в разных областях древесно-стружечной плиты, снижается трудоемкость изготовления древесно-стружечных плит. 2 н. и 10 з.п. ф-лы, 2 ил.
1. Способ изготовления древесно-стружечной плиты (2), причем способ включает в себя следующие этапы: (a) рассеивание множества частиц древесины с получением ковра из частиц, (b) нанесение клея по меньшей мере на некоторые из частиц древесины во время рассеивания и/или перед рассеиванием, (c) прессование ковра из частиц при повышенном давлении и повышенной температуре, отличающийся тем, что варьируют количеством клея, которое наносится на частицы древесины, в зависимости от их ожидаемой позиции в ковре из частиц с помощью электрического устройства управления.
2. Способ по п. 1, отличающийся тем, что во время рассеивания в ковер из частиц вводят по меньшей мере одну добавку.
3. Способ по п. 2, отличающийся тем, что на различные позиции внутри ковра из частиц вносят различные количества добавок.
4. Способ по пп. 2 и 3, отличающийся тем, что по меньшей мере одной добавкой является дополнительный клей или компонент клея.
5. Способ по любому из пп. 2, 3 или 4, отличающийся тем, что указанная по меньшей мере одна добавка содержит по меньшей мере один наполнитель, например, мел, тальк, кварцевую муку, стеклянные шарики, пеностекло или керамзит, по меньшей мере один оптический осветлитель, например, двуокись титана, карбонат кальция или флуоресцирующие органические вещества, по меньшей мере одно огнезадерживающее вещество, по меньшей мере одно бактерицидное вещество, по меньшей мере одно вещество для улучшения разбухания древесины, по меньшей мере один вспениватель и/или по меньшей мере одно вещество, которое изменяет оптическое и/или гаптическое и/или физическое свойство древесно-стружечной плиты, например, ее теплопроводность.
6. Способ по любому из пп. 2-5, отличающийся тем, что на различные позиции внутри ковра из частиц наносят различные добавки и/или различные количества разных добавок.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что количество древесных частиц, рассеиваемых в ковер из частиц, варьируется в зависимости от их ожидаемой позиции в ковре из частиц.
8. Устройство для осуществления способа согласно любому из предыдущих пунктов, содержащее электрическое устройство управления, выполненное с возможностью варьирования количества клея, наносимого на частицы древесины, в зависимости от их ожидаемой позиции в ковре из частиц.
9. Устройство по п. 8, отличающееся тем, что электрическое устройство управления содержит электронное устройство для обработки данных, выполненное с возможностью доступа к информации, хранящейся в электронном запоминающем устройстве, и варьирования на основе этой информации количества подлежащего нанесению клея.
10. Устройство по п. 8 или 9, отличающееся тем, что оно содержит по меньшей мере одно клеевое сопло, посредством которого клей может наноситься на частицы древесины, причем указанное электрическое устройство управления выполнено с возможностью варьирования количеством клея, которое может наноситься через указанное по меньшей мере одно клеевое сопло.
11. Устройство по п. 10, отличающееся тем, что указанное по меньшей мере одно клеевое сопло выполнено подвижным.
12. Устройство по п. 11, отличающееся тем, что указанное по меньшей мере одно клеевое сопло выполнено подвижным поперечно направлению движения ленты транспортера, на которую рассеиваются частицы древесины.
| EP 3189951 A1, 12.07.2017 | |||
| УСТРОЙСТВО РЕГИСТРАЦИИ ДИНАМИЧЕСКОГО ДАВЛЕНИЯ ДЛЯ ПРИВОДОВ И УСТРОЙСТВ ЗАЩИТЫ ОТ ИЗБЫТОЧНОГО ДАВЛЕНИЯ ВНУТРЕННЕГО РАСПОЛОЖЕНИЯ | 2013 |
|
RU2653279C2 |
| ПОКРЫШКА ПНЕВМАТИЧЕСКОЙ ШИНЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2487016C2 |
| СПОСОБ И СИСТЕМА ГЕРМЕТИЗАЦИИ КРАЕВ СПЕЦИАЛИЗИРОВАННОЙ ДРЕВЕСНОЙ ПОДЛОЖКИ | 2007 |
|
RU2433036C2 |
| RU 2060156 C1, 20.05.1996. | |||

