Изобретение относится к сварке пластмасс и может быть использовано при ультразвуковой сварке термопластичных полимерных материалов.
Цель изобретения - повышение качества сварки и расширение технологических возможностей устройства.
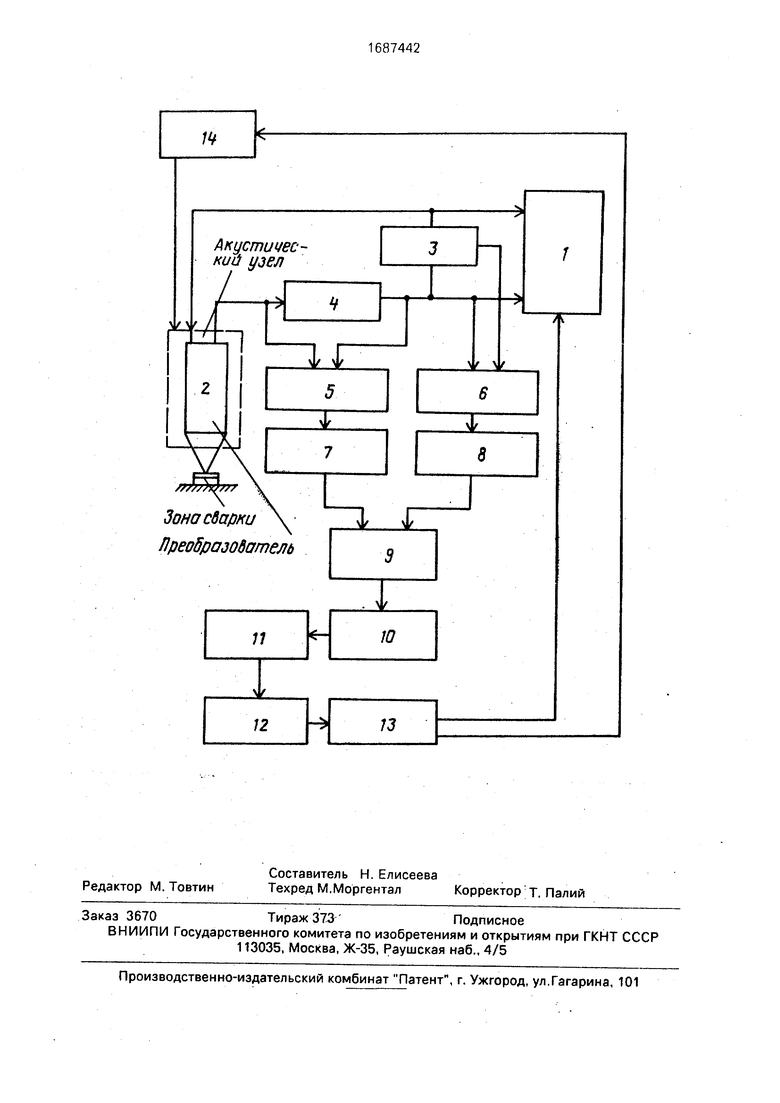
На чертеже изображена блок-схема устройства.
Устройство для ультразвуковой сварки полимерных материалов содержит ультразвуковой генератор 1, подключенный к преобразователю 2 акустического узла, причем между выходом генератора 1 и входом преобразователя 2 включены делитель напряжения 3 и токовый шунт 4. Потенциальный и заземленный выходы токового шунта 4 соединены с прямым и инверсным входами первого дифференциального усилителя 5. Потенциальный и заземленный выходы делителя напряжения 3 соединены с прямым и инверсным входами второго дифференциального усилителя 6. Выходы дифференциальных усилителей 5 и 6 подключены к входам полосовых фильтров 7 и 8 соответственно Выходы полосовых фильтров 7 и 8 соединены с входом фазометра 9. Выход фазометра 9 последовательно соединен первым и вторым дифференциаторами 10 и 11. Выход дифференциатора 11 соединен с входом дискриминатора знака 12, выход которого соединен с входом блока управления 13 длительностью процесса сварки. Выход блока управления 13 соединен с ультразвуковым генератором 1 и с пневмоприводом 14, который связан с преобразователем 2 акустического узла. С помощью пневмопривода 14 на преобразователь подается сварочное давление. Полосовые фильтры 7 и 8 собраны на микросхемах К844УД2.
Полоса пропускания полосовых фильтров определяется максимальным уходом резонансной частоты преобразователя на ±7% от номинальной.
При таком включении полосовых фильтров с полосой пропускания равной
00
с
о
00
VI
4 Јь N3
fpea. (1±0,07) фазометр измеряет фазовый сдвиг между первыми гармониками, так как частота гармоники равна fpes/n, а субгармоники -3-. Т.е.- Р™- fpe3 (1± 0.07) fpea П,
где n 1, 2, 3,... - номер гармоники или субгармоники.
Устройство работает следующим образом.
В процессе сварки сигналы с делителя напряжения 3 и токового шунта 4 через дифференциальные усилители 5 и 6 поступают на полосовые фильтры 7 и 8. На дифференциальных усилителях 5 и 6 происходит компенсация наводок. С помощью полосовых фильтров 7 и 8 происходит выделение первых гармоник сигналов, пропорциональных току и напряжению преобразователя 2. Далее эти сигналы поступают на фазометр 9, где вычисляется сдвиг фаз между первыми гармониками тока и напряжения преобразователя. Сигнал с выхода фазометра 9 поступает на дифференциаторы 11, 12. Дважды продифференцированный сигнал поступает на дискриминатор знака 12, который при изменении второй производной от минуса к плюсу подает сигнал на блок управления 13 длительностью процесса сварки, который, в свою очередь, воздействуя на генератор 1, выключает ультразвук.
Таким образом, в результате введения в устройство двух полосовых фильтров практически исключается влияние как высших гармоник, так и субгармоник на измеряемые сигналы. Это позволяет повысить стабильность получения сварного соединения за счет повышения надежности и точности определения фазового сдвига между током и напряжением преобразователя. Введение фильтров позволяет использовать для комплектации ультразвуковых машин генерато- ров с автоматической подстройкой частоты.
Формула изобретения Устройство для ультразвуковой сварки полимерных материалов, содержащее акустический узел, связанный с ультразвуковым генератором и пневмоприводом, токовый шунт и делитель напряжения, расположенные между входом акустического узла и выходом ультразвукового генератора, первый дифференциальный усилитель, инверсный и прямой входы которого соединены соответственно с потенциальным и заземленным выходами токового шунта, второй дифференциальный усилитель, инверсный и прямой входы которого соединены соответственно с потенциальным и заземленным выходами делителя напряжения, фазометр, выход которого последовательно соединен с первым и вторым
дифференциаторами, а выход второго дифференциатора связан через дискриминатор знака с входом блока управления, выходы которого соединены с ультразвуковым генератором и с пневмоприводом, отличающ е е с я тем, что, с целью повышения качества сварки и расширения технологических возможностей устройства, оно снабжено двумя полосовыми фильтрами, входы которых соединены с выходами первого и
второго дифференциальных усилителей соответственно, а выходы - с входами фазометра,
/4
Акустический узел
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сварки термопластичных материалов | 1987 |
|
SU1470556A1 |
| Устройство для ультразвуковой сварки полимерных материалов | 1989 |
|
SU1720886A1 |
| Способ регулирования ультразвуковой сварки термопластичных материалов | 1985 |
|
SU1315341A1 |
| Способ регулирования ультразвуковой сварки термопластичных материалов | 1988 |
|
SU1627413A1 |
| Инфранизкочастотный фазометр | 1975 |
|
SU736004A1 |
| ШИРОКОДИАПАЗОННАЯ МНОГОФУНКЦИОНАЛЬНАЯ СИСТЕМА ДИАГНОСТИКИ | 2001 |
|
RU2191375C1 |
| ПРОТИВОУГОННОЕ УСТРОЙСТВО ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2010 |
|
RU2412835C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБЪЕМНОГО РАСХОДА ВЕЩЕСТВ С ПОМОЩЬЮ УЛЬТРАЗВУКОВЫХ СИГНАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2169906C2 |
| Способ измерения вызванной поляризации в геоэлектроразведке и устройство для его осуществления | 1980 |
|
SU868679A1 |
| Устройство для измерения амплитуд при акустическом каротаже | 1980 |
|
SU890317A1 |
Изобретение относится к сварке пластмасс и может быть использовано при ульт- разоуковой сварке термопластичных полимерных материалов. Цель изобретения - повышение качества сварки и расширение технологических возможностей устройства. Для этого устройство для ультразвуковой сварки полимерных материалов снабжено двумя полосовыми фильтрами. Входы фильтров соединены с выходами первого и второго дифференциальных усилителей соответственно. Выходы фильтров соединены с входами фазометра. 1 ил.
| Способ регулирования ультразвуковой сварки термопластичных материалов | 1985 |
|
SU1315341A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для ультразвуковой сварки термопластичных материалов | 1987 |
|
SU1470556A1 |
| Солесос | 1922 |
|
SU29A1 |
