I
Изобретение относится к области сварки пластмасс и может быть использовано при ультразвуковой сварке термопластичных материалов.
Цель изобретения - улучшение качества сварки за счет повышения помехозащищенности устройства от внешних электромагнитных наводок и помех.
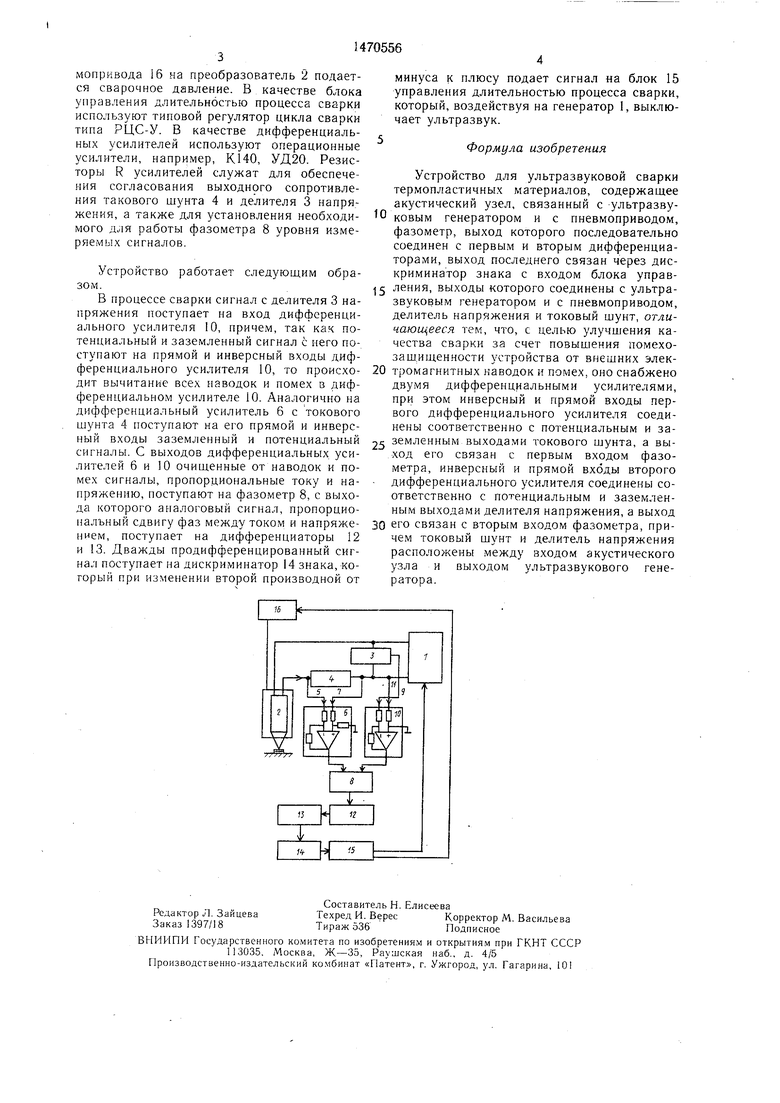
На чертеже изображена блок-схема предлагаемого устройства.
Устройство для ультразвуковой сварки термопластичных материалов содержит ультразвуковой генератор 1, подключенный к преобразователю 2 акустического узла, причем между генератором 1 и преобразователем 2 включены делитель 3 напряжения и токовый шунт 4. Потенциальный выход 5 токового шунта 4 соединен с инверсным входом дифференциального усилителя 6, а заземленный выход 7 токового шунта с
прямым входом дифференциального усилителя 6. Выход дифференциального усилителя 6 соединен с первым входом фазометра 8. Потенциальный выход делителя 3 напряжения соединен с инверсным входом дифференциального усилителя 10, а заземленный выход 11 делителя напряжения - с прямым входом дифференциального усилителя 10. Выход дифференциального усилителя 10 соединен с вторым входом фазометра 8. Выход фазометра 8 последовательно соединен с дифференциаторами 12 и 13. Выход дифференциатора 13 соединен с входом дискриминатора 14 знака, выход которого соединен с входом блока 15 управления длительностью процесса сварки. Выход блока 15 управления соединен с ультразвуковым генератором I и с пневмоприво- доим 16, который связан с преобразователем 2 акустического узла. С помощью пнев4; О СП
сд
О5
мопривода 16 на преобразователь 2 подается сварочное давление. В качестве блока управления длительностью процесса сварки используют типовой регулятор цикла сварки типа РЦС-У. В качестве дифференциальных усилителей используют операционные усилители, например, К140, УД20. Резисторы R усилителей служат для обеспечения согласования выходного сопротивления такового шунта 4 и делителя 3 напряжения, а также для установления необходимого для работы фазометра 8 уровня измеряемых сигналов.
Устройство работает следующим образом.
В процессе сварки сигнал с делителя 3 напряжения поступает на вход дифференциального усилителя 10, причем, так как потенциальный и заземленный сигнал с него поступают на прямой и инверсный входы дифминуса к плюсу подает сигнал на блок 15 управления длительностью процесса сварки, который, воздействуя на генератор I, выключает ультразвук.
Формула изобретения
Устройство для ультразвуковой сварки термопластичных материалов, содержащее акустический узел, связанный с ультразвуковым генератором и с пневмоприводом, фазометр, выход которого последовательно соединен с первым и вторым дифференциаторами, выход последнего связан через дискриминатор знака с входом блока управ- 5 ления, выходы которого соединены с ультразвуковым генератором и с пневмоприводом, делитель напряжения и токовый щунт, отличающееся тем, что, с целью улучшения качества сварки за счет повышения помехо- зашищенности устройства от внешних элек10
ференциального усилителя 10, то происхо-20 тромагнитных каводок и помех, оно снабжено
дит вычитание всех наводок и помех в диф-двумя дифференциальными усилителями,
ференциальном усилителе 10. Аналс1гично напри этом инверсный и прямой входы пердифференциальный усилитель 6 с токовогового дифференциального усилителя соедишунта 4 поступают на его прямой и инверс-нены соответственно с потенциальным и заный входы заземленный и потенциальный25 емленным выходами токового шунта, а высигналы. С выходов дифференциальных усилителей 6 и 10 очищенные от наводок и помех сигналы, пропорциональные току и напряжению, поступают на фазометр 8, с выхода которого аналоговый сигнал, пропорциоход его связан с первым входом фазометра, инверсный и прямой входы второго дифференциального усилителя соединены соответственно с потенциальным и заземленным выходами делителя напряжения, а выход
налъный сдвигу фаз между током и напряже- ЗО его связан с вторым входом фазометра, при- нием, поступает на дифференциаторы 12 чем токовый щунт и делитель напряжения и 13. Дважды продифференцированный сиг- расположены между входом акустического нал поступает на дискриминатор 14 знака, ко- узла и выходом ультразвукового гене- горый при изменении второй производной от ратора.
минуса к плюсу подает сигнал на блок 15 управления длительностью процесса сварки, который, воздействуя на генератор I, выключает ультразвук.
Формула изобретения
Устройство для ультразвуковой сварки термопластичных материалов, содержащее акустический узел, связанный с ультразвуковым генератором и с пневмоприводом, фазометр, выход которого последовательно соединен с первым и вторым дифференциаторами, выход последнего связан через дискриминатор знака с входом блока управ- 5 ления, выходы которого соединены с ультразвуковым генератором и с пневмоприводом, делитель напряжения и токовый щунт, отличающееся тем, что, с целью улучшения качества сварки за счет повышения помехо- зашищенности устройства от внешних элек0
0 тромагнитных каводок и помех, оно снабжено
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сварки полимерных материалов | 1989 |
|
SU1687442A1 |
| Устройство для ультразвуковой сварки полимерных материалов | 1989 |
|
SU1720886A1 |
| Способ регулирования ультразвуковой сварки термопластичных материалов | 1985 |
|
SU1315341A1 |
| Способ регулирования ультразвуковой сварки термопластичных материалов | 1988 |
|
SU1627413A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБЪЕМНОГО РАСХОДА ВЕЩЕСТВ С ПОМОЩЬЮ УЛЬТРАЗВУКОВЫХ СИГНАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2169906C2 |
| Измеритель сварочного тока | 1988 |
|
SU1570867A1 |
| Устройство для измерения параметров тока | 1983 |
|
SU1161885A1 |
| Устройство для измерения фазовых характеристик фотоприемников | 1985 |
|
SU1242722A1 |
| Способ измерения вызванной поляризации в геоэлектроразведке и устройство для его осуществления | 1980 |
|
SU868679A1 |
| Устройство для бокового каротажа скважин | 1982 |
|
SU1022107A1 |
Изобретение относится к области сварки пластмасс и может быть использовано при ультразвуковой сварке термопластических матералов. Цель - улучшение качества сварки за счет повышения помехозащищенности устройства от внешних электромагнитных наводок и помех. Для этого устройство для ультразвуковой сварки термопластичных материалов снабжено двумя дифференциальными усилителями. Инверсный и прямой входы первого дифференциального усилителя соединены соответственно с потенциальным и заземленным выходами токового шунта. Выход первого дифферециального усилителя связан с первым входом фазометра. Инверсный и прямой входы второго дифферециального усилителя соединены соответственно с потенциальным и заземленным выходами делителя напряжения. Выход второго дифференциального усилителя связан с вторым входом фазометра. Токовый шунт и делитель напряжения расположены между входом акустического узла и выходом ультразвукового генератора. 1 ил.
| Способ ультразвуковой сварки полимерных материалов | 1978 |
|
SU710818A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ регулирования ультразвуковой сварки термопластичных материалов | 1985 |
|
SU1315341A1 |
| Солесос | 1922 |
|
SU29A1 |
