Изобретение относится к области сварки пластмасс и может быть использовано при ультразвуковой сварке термопластичных полимерных материалов.
Известно устройство для ультразвуковой сварки полимерных материалов, содержащее ультразвуковой генератор, акустический узел, пневмопривод, два блока дифференцирования, дискриминатор знака, фазометр и блок управления и реализующее способ контроля процесса ультразвуковой сварки путем определения момента выключения ультразвука при изменении знака второй производной фазового сдвига между током и напряжением преобразователя.
Недостатком устройства является низкая помехозащищенность в условиях сильных электромагнитных полей.
Наиболее бли.зким к изобретению является устройство для ультразвуковой сварки полимерных материалов, содержащее акустический узел, связанный с ультразвуковым генератором и пневмоприводом, токовый шунт и делитель напряжения, расположенные между входом акустического узла и выходом ультразвукового генератора, два дифференциальных усилителя, входы которых соединены с выходами токового шунта и делителя напряжения соответственно, а выходы - с входами фазометра, последовательно соединенные первый и второй дифференциаторы, дискриминатор знака связанный с выходом второго дифференциатора и с входом блока управления, выходы которого соединены с ультразвуковым генератором и пневмоприводом. В процессе сварки сигналы, пропорциональные току (снимаются с делителя напряжения), подаются на дифференциальные усилители, на входах которых компенсируются внешние наводки. Эти сигналы поступают на фазометр, где происходит измерение фаvj Ю О
со со
О
зового сдвига между сигналами, пропорциональными току и напряжению преобразователя. Далее сигнал дважды дифференцируется с помощью дискриминатора знака, определяется момент перехода второй производной из положительной области в отрицательную, и происходит выключение ультразвука путем воздействия блока управления на ультразвуковой генератор.
В измерительной величине фазового сдвига есть постоянная составляющая, которая характеризуется условиями согласования генератора с преобразователем (при идеальном согласовании она стремится к нулю) и фазовыми сдвигами цепи выделения сигналов, пропорциональными току и напряжению преобразователя, причем величина постоянной составляющей для ряда полимеров значительно превышает величину изменения фазового сдвига в процессе сварки. Особенно это существенно при сварке термопластов с низкими модулем упругости (полиэтилен,теплостойкий поливи- нилхлорид и др.).
На фоне общего угла, составляющего порядка 30°, измерить изменение в 2-3° достаточно сложно. Это не позволяет эффективно использовать устройство сварки полимеров с низким модулем упругости.
Целью изобретения является расширение технологических возможностей устройства за счет компенсации постоянной составляющей фазового сдвига и повышения его чувствительности.
Поставленная цель достигается тем, что устройство для ультразвуковой сварки полимерных материалов снабжено сумматором с переменным коэффициентом усиления и регулируемым делителем напряжения, при этом прямой вход сумматора соединен с выходом фазометра, а инверсный вход - с делителем напряжения, причем выход сумматора связан с входом первого дифференциатора.
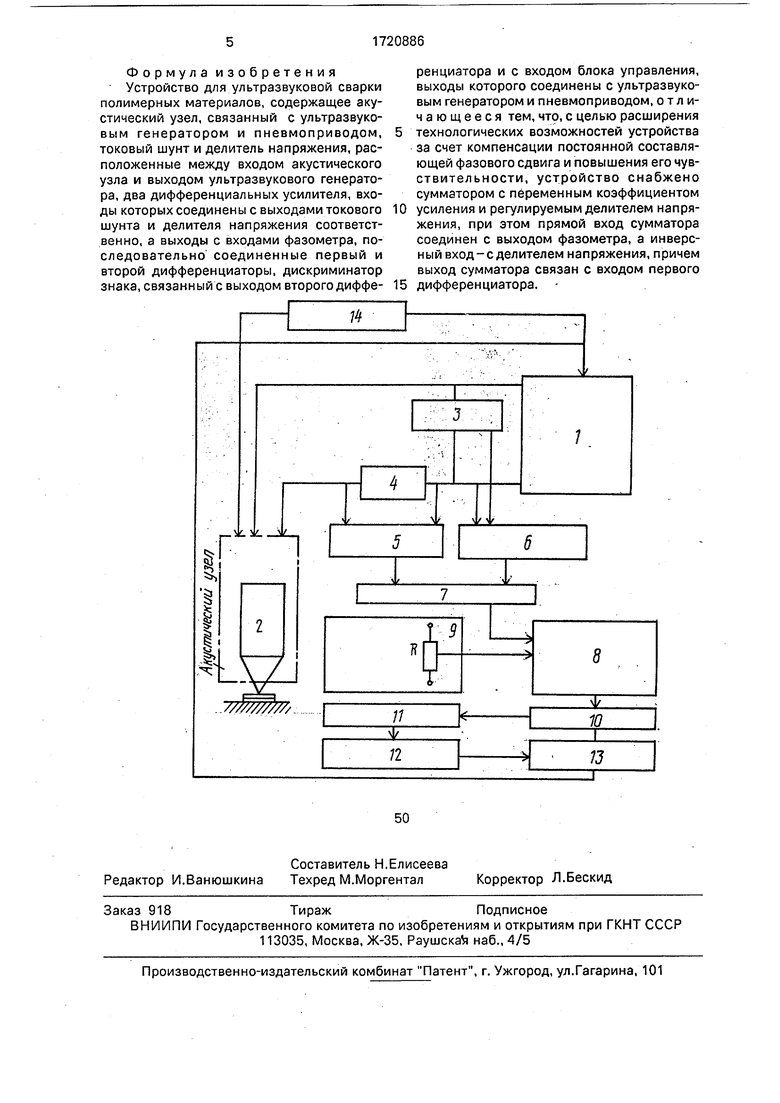
На чертеже изображена блок-схема устройства.
Устройство для ультразвуковой сварки полимерных материалов содержит ультразвуковой генератор 1, связанный с акустическим узлом, включающим преобразователь 2. Между входом акустического узла и выходом ультразвукового генератора 1 расположены делитель 3 напряжения и токовый шунт 4, выходы которых соединен ы с входами диффе- ренциальных усилителей 5 и 6. Выходы дифференциальных усилителей 5 и 6 соединены с входами фазометра 7, выход которого связан с прямым входом сумматора 8 с переменным коэффициентом усиления. Инверсный
вход сумматора 8 соединен с выходом регулируемого делителя 9 напряжения.
Устройство содержит также последовательно соединенные первый и второй дифференциаторы 10 и 11, дискриминаторы 12 знака, блок 13 управления и пневмопривод 14. При этом выход сумматора 8 связан с входом первого дифференциатора 10. Дискриминатор 12 знака связан с выходом вто0 рого дифференциатора 11 и с входом блока 13 управления, выходы блока управления соединены с ультразвуковым генератором 1 и с пневмоприводом 14. Выход пневмопривода 14 связан с акустическим узлом.
5 Устройство работает следующим образом.
В начале сварки включают генератор 1, и на преобразователь 2 поступает напряжение переменного тока ультразвуковой час0 тоты. С помощью блоков 3-7 измеряется фазовый сдвиг между током и напряжением преобразователя. Затем с помощью регулируемого делителя 9 напряжения устанавливают на выходе сумматора 8 на5 пряжение, равное 0. Таким образом компенсируется постоянная составляющая фазового сдвига холостого хода, а также погрешность измерения, После этого осуществляют сварку. В начале сварки под
0 воздействием пневмопривода 14 осуществляют опускание акустического узла и сдавливания полимера в зоне сварки. Затем с блока 13 управления поступает сигнал на ультразвуковой генератор 1 и включается
5 ультразвук.
С этого момента идет измерение величины фазового сдвига между током и напряжением преобразователя с помощью фазометра 7. Затем на сумматоре 8 осуще0 ствляется вычитание постоянной составляющей фазового сдвига, полученный сигнал дважды дифференцируется с помощью блоков 10 и 11, и определяется знак второй производной с помощью дискриминатора
5 12 знака. При его изменении от плюса к минусу происходит выключение ультразвука.
За счет вычитания постоянной составляющей фазового сдвига между током и на0 пряжением имеется возможность измерять не весь сигнал, а лишьо его изменения, что увеличивает чувствительность устройства. Причем измерять можно как малые изменения угла, так и большие (за счет изменения
5 коэффициента усиления сумматора), что позволяет эффективно использовать способ контроля процесса сварки по фазовому сдвигу тока и напряжения преобразователя как для полимеров с высоким модулем упругости, так и с низким.
Формула изобретения Устройство для ультразвуковой сварки полимерных материалов, содержащее акустический узел, связанный с ультразвуковым генератором и пневмоприводом, токовый шунт и делитель напряжения, расположенные между входом акустического узла и выходом ультразвукового генератора, два дифференциальных усилителя, входы которых соединены с выходами токового шунта и делителя напряжения соответственно, а выходы с входами фазометра, последовательно соединенные первый и второй дифференциаторы, дискриминатор знака, связанный с выходом второго диффе0
5
ренциатора и с входом блока управления, выходы которого соединены с ультразвуковым генератором и пневмоприводом, отличающееся тем, что, с целью расширения технологических возможностей устройства за счет компенсации постоянной составляющей фазового сдвига и повышения его чув- ствительности, устройство снабжено сумматором с переменным коэффициентом усиления и регулируемым делителем напряжения, при этом прямой вход сумматора соединен с выходом фазометра, а инверсный вход-с делителем напряжения, причем выход сумматора связан с входом первого дифференциатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сварки полимерных материалов | 1989 |
|
SU1687442A1 |
| Устройство для ультразвуковой сварки термопластичных материалов | 1987 |
|
SU1470556A1 |
| Способ регулирования ультразвуковой сварки термопластичных материалов | 1985 |
|
SU1315341A1 |
| Способ регулирования ультразвуковой сварки термопластичных материалов | 1988 |
|
SU1627413A1 |
| Устройство для считывания графической информации | 1974 |
|
SU611227A1 |
| Цифровой одноканальный инфранизкочастотный фазометр | 1987 |
|
SU1472831A1 |
| Устройство для определения интенсивности и знака воздействия по изменению частоты в регуляторе возбуждения синхронной машины | 1980 |
|
SU944053A1 |
| Импульсный ультразвуковой расходомер | 1977 |
|
SU885808A1 |
| Устройство для контроля качества сварных соединений | 1980 |
|
SU863229A1 |
| ШИРОКОДИАПАЗОННАЯ МНОГОФУНКЦИОНАЛЬНАЯ СИСТЕМА ДИАГНОСТИКИ | 2001 |
|
RU2191375C1 |
Изобретение относится к сварке пластмасс и может быть использовано при ультразвуковой сварке термопластичных полимерных материалов. Цель - расширение технологических возможностей устройства за счет компенсации постоянной составляющей фазового сдвига и повышения его чувствительности. Для этого устройство для ультразвуковой сварки полимерных материалов снабжено сумматором с переменным коэффициентом усиления и регулируемым делителем напряжения. Прямой вход сумматора соединен с выходом фазометра, а инверсный - с делителем напряжения. Выход сумматора связан с входом первого дифференциатора. 1 ил.
| Способ регулирования ультразвуковой сварки термопластичных материалов | 1985 |
|
SU1315341A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для ультразвуковой сварки термопластичных материалов | 1987 |
|
SU1470556A1 |
| Солесос | 1922 |
|
SU29A1 |
