Фиг. 2
Изобретение относится к аппаратам высокого давления и может быть использовано в сосудах высокого давления, снабженных боковым вводом большого диаметра.
Целью изобретения является повышение работоспособности затворного узла путем уменьшения несимметричных деформаций бокового ввода.
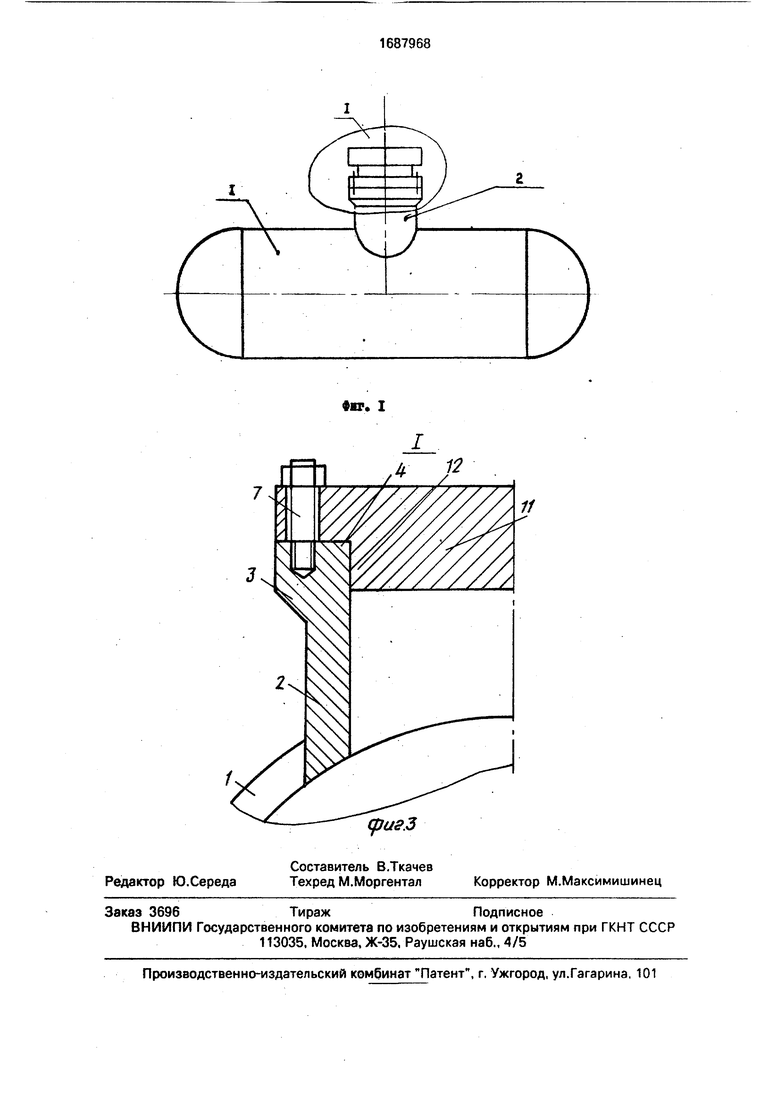
На фиг.1 изображен сосуд высокого давления с большим боковым вводом; на фиг.2 - узел I на фиг.1; на фиг.З - узел I с установленной на боковом вводе технологической крышкой.
Сосуд высокого давления содержит корпус 1 : большим боковым вводом 2, снабженным фланцем 3. На фланце 3 выполнена кольцевая канавка 4, в которой установлен уплотчительный элемент, например резиновое кольцо. Съемная горловина 5, снабженная фланцем 6, закреплена на боковом вводе 2 посредством шпилек 7. Затворный узел выполнен в виде крышки 8, установленной на сьемной горловине 5, и уплотнитель- ных элементов 9, удерживаемых в рабочем положении посредством силЬвых замыкающих элементов 10, например раздвижных полумуфт. Высота бокового ввода относительна наружной цилиндрической поверхности определена экспериментальным путем и составляет величину, равную 0,7 - 0,9 радиуса отверстия ввода, чти при диаметрах ввода не менее 0,5 диаметра корпуса сосуда обеспечивает компенсацию радиальных и осевых деформаций по периметру ввода уплотнительным кольцом, установленным между торцами крышки и ввода. Выступ на крышке обеспечивает сохранение формы отверстия ввода. Боковой ввод снабжен технологической крышкой 11 с выступом 12, высотой не менее толщины стенки бокового ввода, устанавливаемой в него с минимальным зазором. На месте монтажа сосуда съемную горловину 5 устанавливают на фланец 3 и крепят к боковому вводу посредством шпилек 7. При последующей эксплуатации данный разъем не разбирается.
Сосуд высокого давления изготавливают следующим образом.
Изготавливают корпус 1 с боковым отверстием, вваривают патрубок, на получен- ный боковой ввод устанавливают технологическую крышку 11. Производят опрессовку сосуда давлением, превышающим рабочее в 1,25 - 2 раза. После опрес- совки и снятия технологической крышки производят механическую обработку уплот- нительной поверхности бокового ввода. На уплотнительную поверхность устанавливают уплотнительное кольцо и съемную горловину с затворным узлом. Сосуд высокого давления готов к работе при пробном и рабочем давлении, сохраняя необходимую
герметичность поверхностей разъема горловины ввода - затворный узел, При единичном и малосерийном изготовлении сосудов с большим боковым вводом, с целью экономии материала, технологическая крышка
может быть выполнена в виде днища, привариваемого к патрубку бокового ввода на период опрессовки. После опрессовки днище может быть отрезано от патрубка и использовано для изготовления рабочей
крышки, устанавливаемой на съемной горловине. При этом патрубок изготавливают с припуском на механическую .обработку и восстановление правильной (круговой) формы отверстия патрубка.
Фор мула изобретения
1.Способ изготовления сосуда высокого давления с большим боковым вводом, заключающийся в изготовлении корпуса с боковым отверстием и опрессовки корпуса
сосуда, отличающийся тем, что, с целью повышения эксплуатационных возможностей путем сохранения при опрессовке правильной геометрической формы бокового ввода, на боковой ввод устанавливают технологическую крышку, производят опрессовку корпуса давлением, превышающим рабочее в 1,25 - 2 раза, и механическую обработку уплотнительной поверхности бокового ввода, затем на боковой ввод устанавливают съемную горловину,
2.Сосуд высокого давления с большим боковым вводом, содержащий корпус с большим боковым оводом, затворный узел с крышкой, крепежными деталями и уплотнительными элементами, отличающийся тем, что, с целью повышения работоспособности затворного узла путем уменьшения несимметричных деформаций бокового ввода, боковой ввод снабжен герметично соединенной с вводом сьемной горловиной с затворным узлом, на торце бокового ввода выполнена кольцевая канавка, в которой установлен уплотнительный элемент, при ятом высота бокового ввода относительно
наружной цилиндрической поверхности корпуса сосуда выполнена равной 0,7 - 0,9 радиуса отверстия бокового ввода.
3.Сосуд по п.2, отличающийся тем, что на технологической крышке выполнен
выступ высотой, не менее толщины стенки бокового ввода, при этом крышкз установлена в отверстии бокового ввода с минимальным зазором,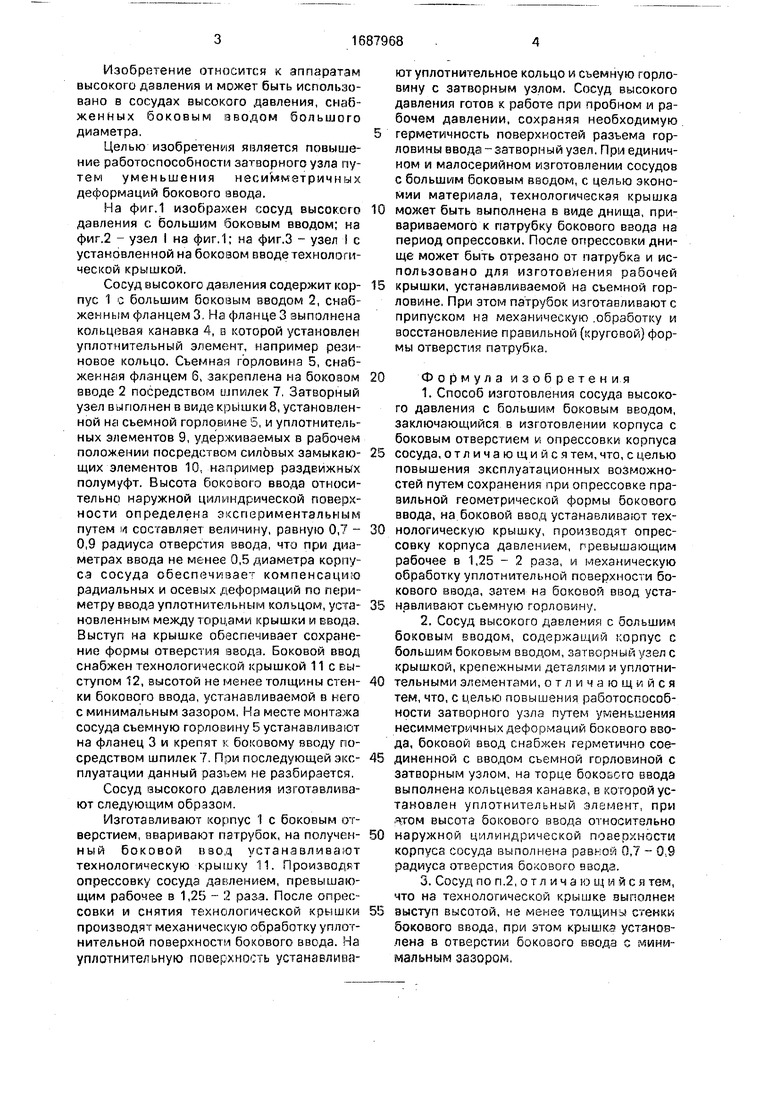
| название | год | авторы | номер документа |
|---|---|---|---|
| Герметичный сосуд | 1986 |
|
SU1453200A1 |
| Быстродействующий затвор сосуда давления | 1982 |
|
SU1078162A1 |
| Радиальный затвор для сосудов высокого давления | 1975 |
|
SU609012A1 |
| Затвор сосуда высокого давления | 1989 |
|
SU1642156A1 |
| Затвор сосуда давления | 1978 |
|
SU712604A1 |
| УСТРОЙСТВО ДЛЯ ЗАПИРАНИЯ КРЫШКИ СОСУДА, РАБОТАЮЩЕГО ПОД ДАВЛЕНИЕМ | 2015 |
|
RU2618631C1 |
| АППАРАТ ВЫСОКОГО ДАВЛЕНИЯ И ТЕМПЕРАТУРЫ | 1994 |
|
RU2078280C1 |
| Затвор сосуда давления | 1978 |
|
SU670775A1 |
| Способ изготовления сосуда высокого давления | 1977 |
|
SU715185A1 |
| Устройство для затяжки крепежных элементов сосудов давления | 1977 |
|
SU703709A1 |
Изобретение относится к сосудам высокого давления, снабженным боковым вводом (БВ) большого диаметра. Цель изобретения - повышение работоспособности затворного узла (ЗУ). При монтаже сосуда съемную горловину (Г) 5 фланцем (Ф) 6 устанавливают на Ф 3 и крепят к БВ 2 посредством шпилек (Ш) 7. Сосуд изготавливают следующим образом. Изготавливают корпус 1 с боковым отверстием, вваривают патрубок, устанавливают технологическую крышку с выступом, производят опрессовку сосуда давлением, превышающим рабочее в 1,25-2 раза. Производят механическую обработку уплотнительной поверхности БВ. На уплотнительную поверхность устанавливают упло1 нительное кольцо 4. Г 5 и ЗУ 8, 9 посредством силовых элементов 10. 2 с. и 1 з.п.ф-лы, 3 ил. (Л С
#ir. I
7N
фигЗ
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Сосуды и аппараты высокого давления | |||
| Нормы и методы расчета на прочность. | |||
