ъ
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Плазмохимический реактор для обработки рулонного материала | 1990 |
|
SU1808731A1 |
| Укрепление откосов земляных сооружений | 1990 |
|
SU1740554A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЛОЖЕННОГО МОКРЫМ МЕТОДОМ, ТЕРМОСКРЕПЛЕННОГО, ПОЛОТНООБРАЗНОГО ВОЛОКНИСТОГО МАТЕРИАЛА И МАТЕРИАЛ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 1999 |
|
RU2211272C2 |
| Временная инвентарная мостовая опора и способ ее сооружения | 1985 |
|
SU1335613A1 |
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ ЛЕНТОЧНОГО ВОЛОКНИСТОГО МАТЕРИАЛА | 1990 |
|
RU2054355C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЗОСНОВНОГО ЛЕНТОЧНОГО ДОРОЖНО-СТРОИТЕЛЬНОГО МАТЕРИАЛА | 2008 |
|
RU2409470C2 |
| СЖАТЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ КОЖУХ | 2002 |
|
RU2334908C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ С ТРЕХМЕРНЫМ РЕЛЬЕФОМ | 1999 |
|
RU2211273C2 |
| Способ получения термопластичных препрегов нанесением на армирующие волокнистые материалы термопластичного полимерного связующего методом направленного аэрозольного напыления | 2021 |
|
RU2795194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ С ТРЕХМЕРНЫМ РЕЛЬЕФОМ И БУМАГА, ИЗГОТОВЛЕННАЯ УКАЗАННЫМ СПОСОБОМ | 1999 |
|
RU2219296C2 |
Изобретение относится к строительству магистральных трубопроводов и позволяет расширить эксплуатационные свойства объемного рулонного материала. Способ изготовления этого материала заключается в приварке к полосе 1 волокнистой структуры полимера конструкционных элементов 2. В качестве последних используют продукты крупнокускового помола минерального или искусственного сырья, которые нагревают выше температуры плавления волокон полимера полосы и вдавливают в ее поверхность на расстоянии один от другого. 3 э.п. ф-лы, 10 ил., 1 табл.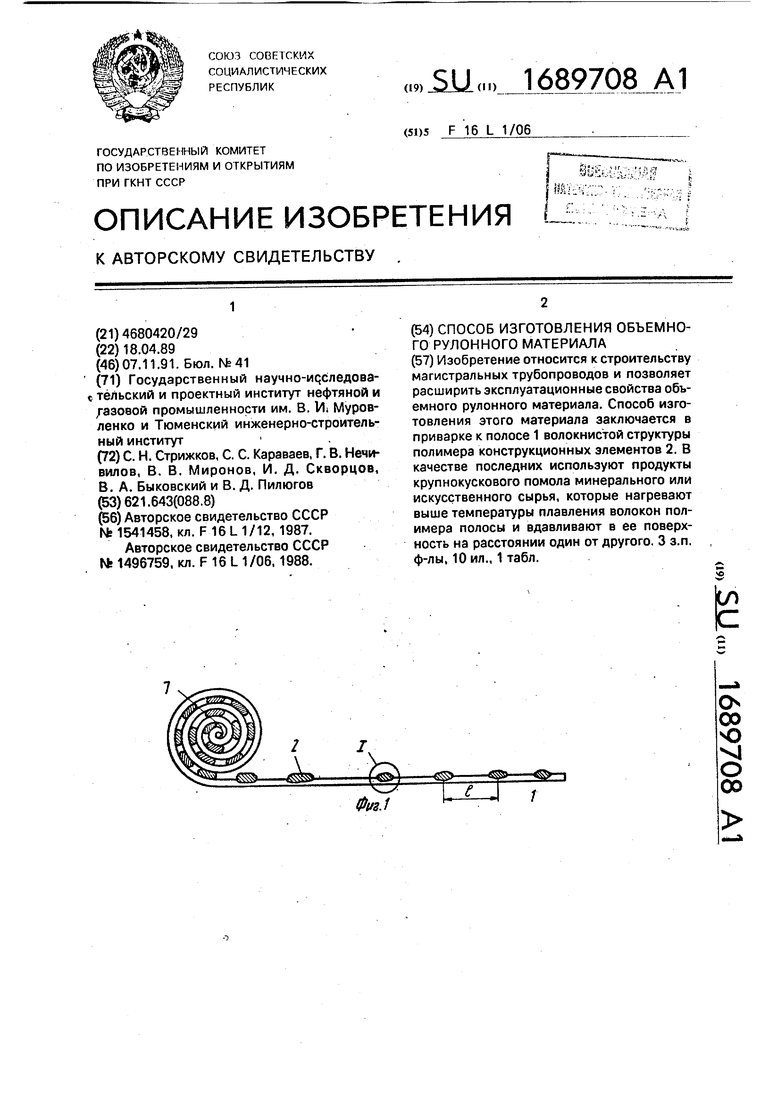
Фп1
О СО О XI О 00
Изобретение относится к строительству и может найти применение при прокладке магистральных трубопроводов.
Цель изобретения - расширение эксплуатационных свойств объемного рулонного материала.
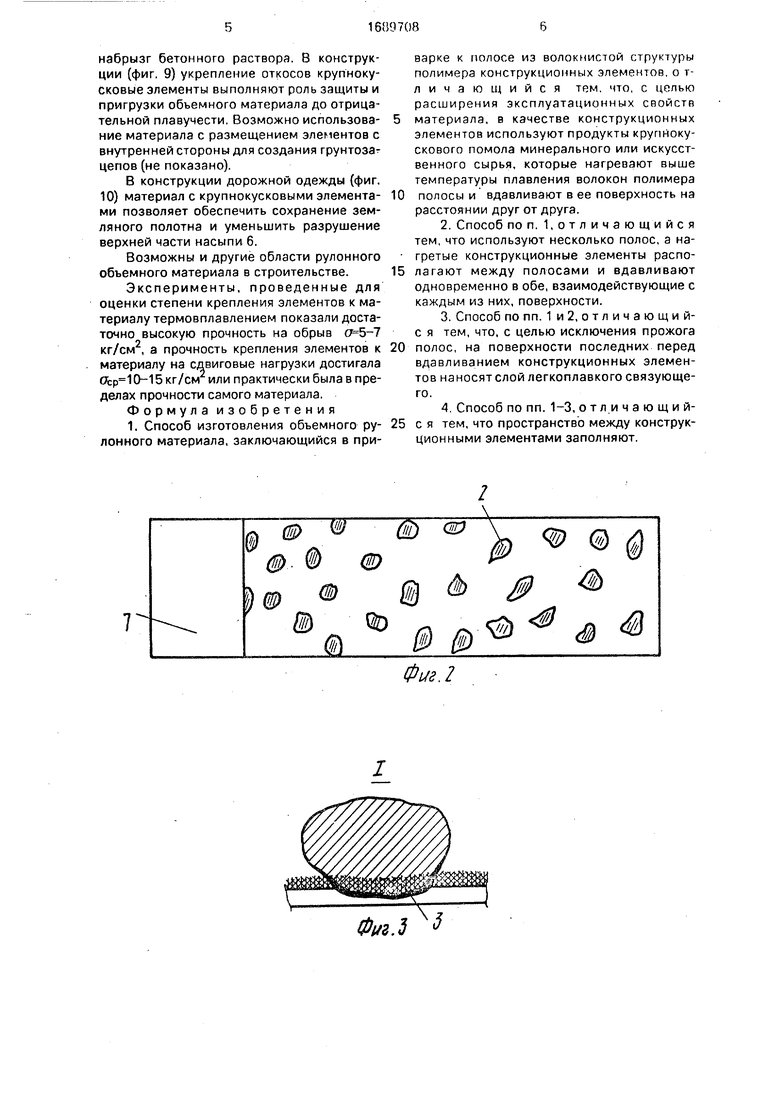
На фиг. 1 изображен объемный рулонный материал, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - вариант выполнения; на фиг. 5-10 - варианты применения материала.
Способ изготовления объемного рулонного материала заключается в приварке к полосе 1 из волокнистой структуры конструкционных элементов 2. В качестве конст- рукционных элементов используют продукты крупнокускового помола минерального или искусственного сырья - щебень, гравий, железобетонные крошки, керамзит и др. Конструкционные элементы нагревают выше температуры плавления полимера полосы и вдавливают В ве поверхность на расстоянии один от другого.
Типы полимеров для полос и допустимая температура нагрева конструкционных элементов приведены в таблице.
В результате вплавления образуется корка 3 из расплавленного полимера, образующая прочную связь.
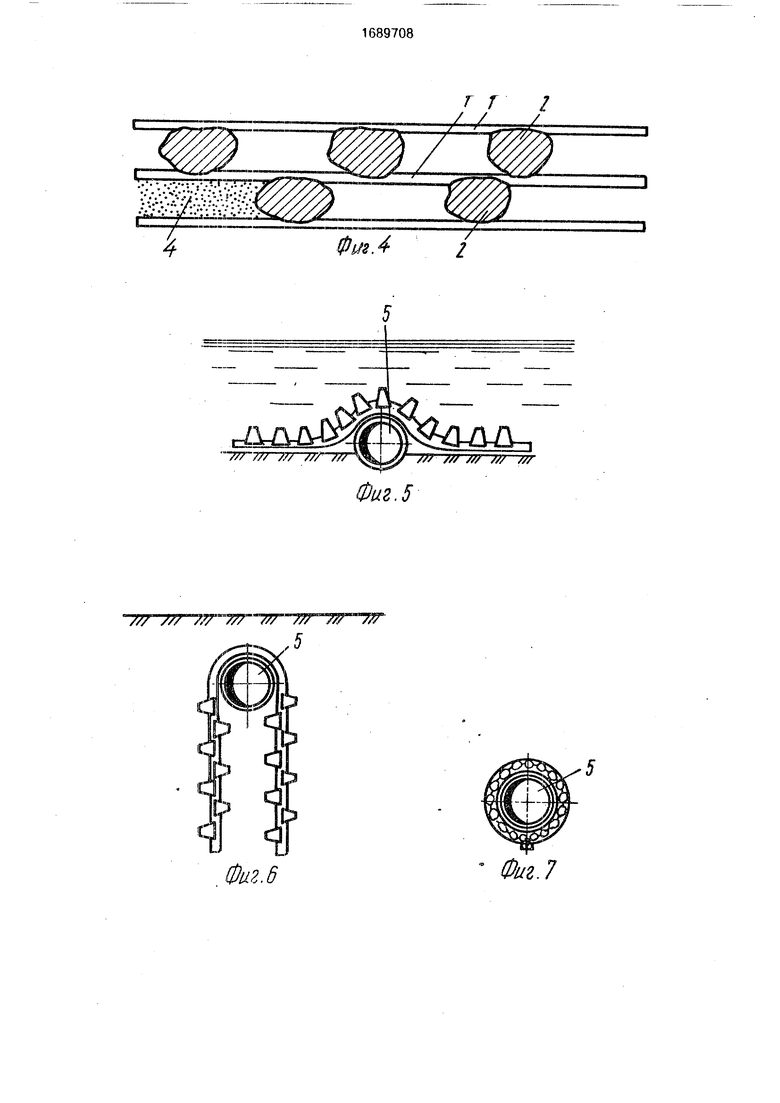
В качестве варианта используют несколько полос 1, а нагретые конструкционные элементы 2 располагают между полосами и вдавливают одновременно в обе взаимодействующие с каждым из них поверхности. С целью исключения прожога полос на поверхности последних перед вдавливанием конструкционных элементов
наносят слой (не показан) легкоплавкого вяжущего, преимущественно битума. Последний выполняет теплоотводящую роль.
Если многослойный объемный рулонный материал не служит в качестве мата, где расстояние между конструкционными элементами минимально, пространство между ними может быть заполнено заполнителем 4 - песком, торфом и др.
0 Закрепление элементов термоплавлением осуществляют следующим образом.
На раскатанную полосу из полимера набрасывают предварительно нагретые в печах или иным способом конструкционные
5 элементы 2 до температуры, несколько превышающей температуру плавления волок- нообразующегс полимера. При этом вдавливание осуществляют путем наброски элементов 2 с определенной высоты за счет
0 сил гравитации или придавливанием наброски путем пригрузки плитными или иными конструкциями. Осуществление скрутки материала в рулон 7 при наброске нагретых элементов позволяет осуществить и одно5 временно вдавливание этих элементов в полосу. Для лучшего закрепления элементов на полосе их предварительно очищают от пыли, грязи и т.п. путем промывки водой. При использовании объемного матери0 ала в виде конструкции защиты подводного трубопровода 5 (фиг. 5) последний покрыт полосой с закрепленными на нем крупнокусковыми элементами в виде щебня, бетонного лома и т.д. При этом, если элементы
5 находятся на внешней поверхности полосы, они выполняют роль защиты и балластировки трубопровода, а если на внутренней поверхности-роль грунтозаце- пов. Проведенные экспериментальные ра0 боты показали, что пригружающая способность объемного метериала составляет 20-35 кг/м2, что полностью обеспечивает пригрузку трубопроводов до 530 мм в зависимости от размеров крупнокусковых
5 элементов (2-4 см).
При использовании объемного материала в качестве анкерных лент (фиг. 6) элементы 2 выполняют роль грунтозацепов и создают отрицательную плавучесть для
0 лент при погружении. При использовании материала в виде теплоизоляционной или поплавковой конструкции (фиг. 7) для трубопровода 5 элементы выполняют роль теплозащиты или увеличивают плавучесть
5 трубопровода. При этом в качестве элементов используют керамзит.
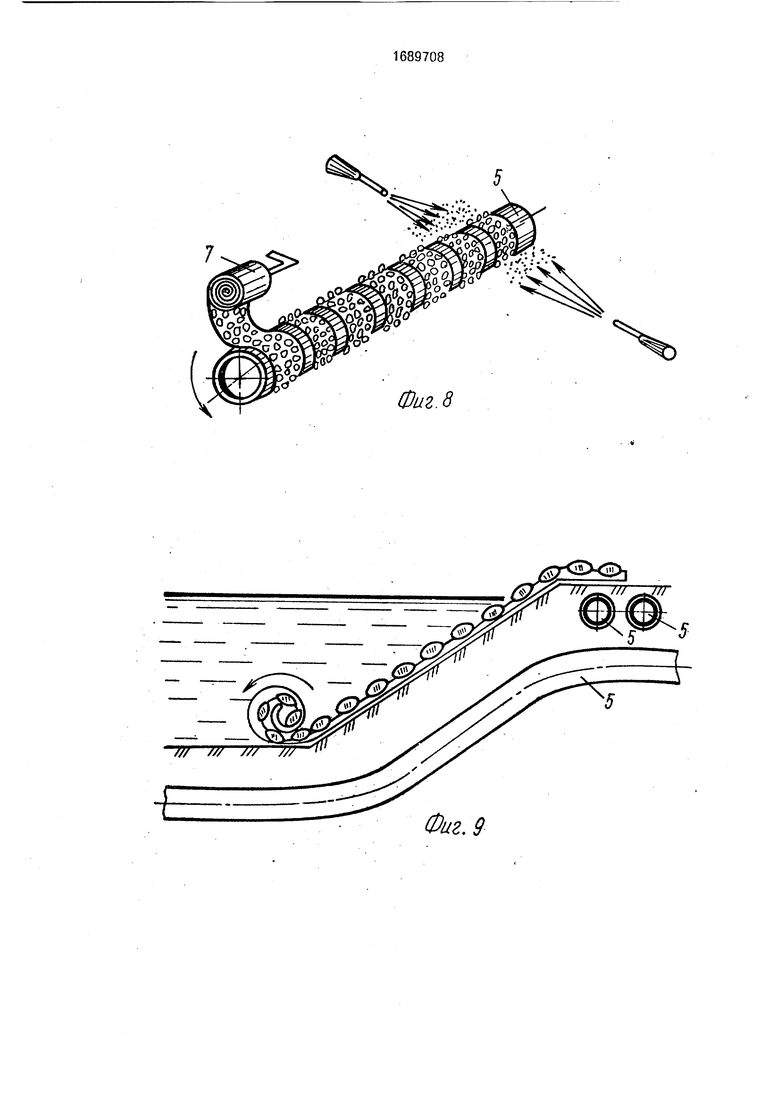
При использовании материала в качестве арматурной сетки для обетонирования (фиг. 8) трубопровода производят на ту сто- рОну полосы, с которой расположен щебень,
набрызг бетонного раствора. В конструкции (фиг. 9) укрепление откосов крупнокусковые элементы выполняют роль защиты и пригрузки объемного материала до отрицательной плавучести. Возможно использова- ние материала с размещением элементов с внутренней стороны для создания грунтоза- цепов (не показано).
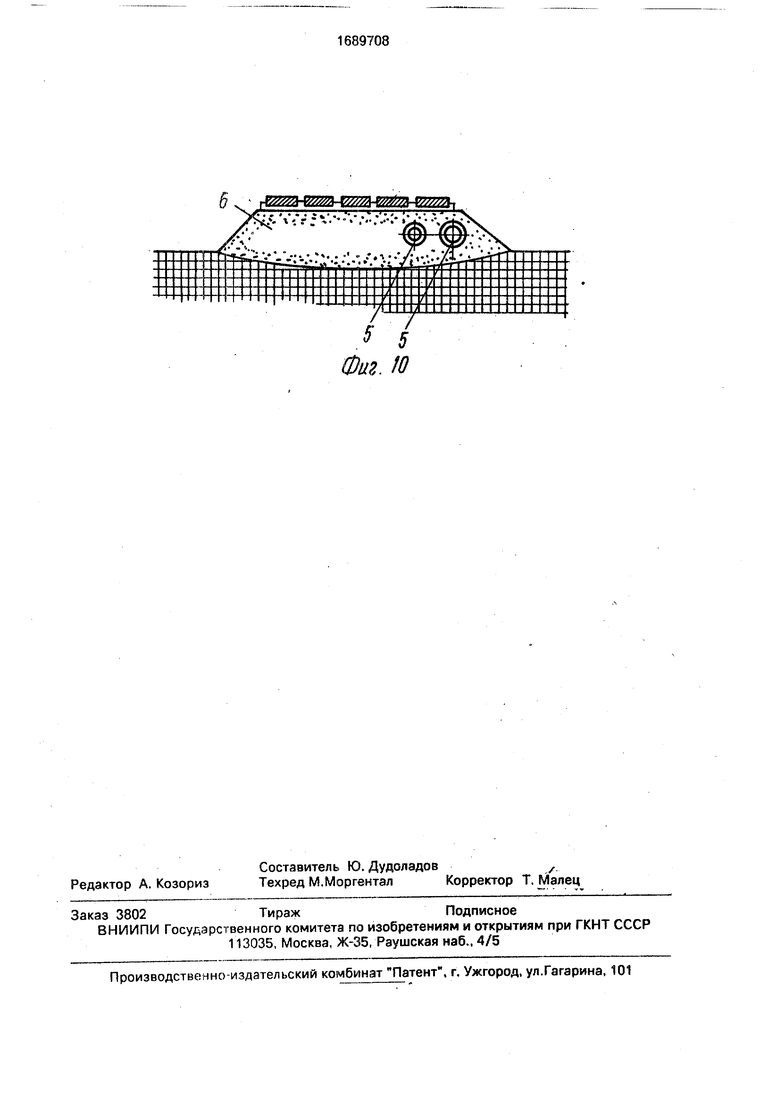
В конструкции дорожной одежды (фиг. 10) материал с крупнокусковыми элемента- ми позволяет обеспечить сохранение земляного полотна и уменьшить разрушение верхней части насыпи 6.
Возможны и другие области рулонного объемного материала в строительстве.
Эксперименты, проведенные для оценки степени крепления элементов к материалу термовплавлением показали достаточно высокую прочность на обрыв ( кг/см , а прочность крепления элементов к материалу на сдвиговые нагрузки достигала Оср 10-15 кг/см или практически была в пределах прочности самого материала.
Формула изобретения
Р
варке к полосе из волокнистой структуры полимера конструкционных элементов, о т- личающийся тем. что, с целью расширения эксплуатационных свойств материала, в качестве конструкционных элементов используют продукты крупнокускового помола минерального или искусственного сырья, которые нагревают выше температуры плавления волокон полимера полосы и вдавливают в ее поверхность на расстоянии друг от друга.
2
Фиг. 2
Фм.З
/// /// /// /// f/S /// f S fff
5
Фиг. 6
Фиг. 5
Фиг Л
Фиг.В
Фиг. 9
$2ME&WMJ& ////№ffifofc&777
Фиг. 10
| Блок сборных строительных конструкций | 1987 |
|
SU1541458A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Авторское свидетельство СССР № 1496759, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
