Изобретение относится к способу изготовления герметизированных Mai- нитоуправляемых контактов (герко- нов) и может быть использовано в промышленном производстве этих приборов
Термическая обработка контакт- деталей производится с целью очистки поверхности контактных покрытий из благородных металлов от загрязнений, увеличивающих сопротивление гер- коноВс Для исключения возможности повторного загрязнения поверхности покрытий термообработку целесообразно осуществлять после герметизации баллона геркона.
Известно техническое решение в котором термообработка контакт-деталей производится пропусканием тока высокой частоты через разомкнутые контакт-детали геркона.
Недостатком способа является возможность отслоения и разрушения покрытий при температурах обработки выше 1000 К, что ограничивает верхнюю границу температурного диапазона обработки и снижает эффективность использования данного способа для очистки поверхности контактных покрытий. Другой недостаток способа связан с продолжительным воздействием на контакт-детали плазмы высокочастотного разряда, что приводит к образованию на их поверхности пленок нитридов железа и никеля, которые увеличивают сопротивление герко- нов. Кроме того, непрерывное тепловое воздействие высокочастотного разО)
со
J1
ряда сопровождается уменьшением твердости покрытий и устойчивости контакт-деталей герконов к свариванию.
Наиболее близким к предлагаемому техническому решению является способ термообработки контакт-деталей последовательностью дуговых электрических разрядов, осуществляемый в процессе срабатываний герклна пропу- еканием через контакт-детали импуль сов тока. Для термообработки контакт деталей используют устройство, в котором геркон с частотой 100-1000 Гц коммутирует цель, содержащую резис- тор и вторичную обмотку трансформатора. На первичную обмотку трансформатора подают переменное напряжение с частотой 50 Гц. При прерывании тока контакт-деталями геокона на вторичной обмотке трансформатора возникают импульсы напряжения, приводящие к пробою газового промежутка 1ежду контакт-деталями и возникновению дугового разряда. Воздействие последовательности дуговых разрядов приво; IT к испарению загрязнений в области осуществления электрического контакта и уменьшению сопротивления герконов.
Недостатком данного способа является сильное повреждение контактных покрытий в катодных пятнах дугового разряда, что снижает износостойкость покрытий. Количество локал ных повреждений возрастает вследствие направленного переноса материала с катода на анод, что обусловлено возможностью последовательного образования серии дуговых р эзрядов при одинаковой полярности напряжения на контак-деталях геркона. Происходящее при обработке сквозное проплав- ление покрытий толщиной ( мкм увеличивает диффузионный поток к поверхности контакт-деталей атомов никеля и железа, которые взаимодействуют с ионизированной в дуговом разряде газовой средой баллона и образуют на поверхности пленки нитридов. Вследствие этого снижается качество очистки поверхности контактны покрытий. Другой недостаток данного способа связан с возможностью сваривания контакт-деталей, обус- ловленной возникновением дуговых . разрядов и нагревом поверхности контакт-деталей при их дребезге.
5
001
0 $ 0 0
5 55
0
45
0
1ц
Цель изобретения - повышение качества очистки, снижение степени повреждения контактных покрытий и предотвращение сваривания контакт- деталей -достигается тем, что термообработку производят безплазменными импульсными разрядами, импульсы тока пропускают в периоды размыкания после каждого срабатывания геркона, а переносимый в импульсе тока электрический заряд Q выбирают из условия 5-1(Г Кл Q О .
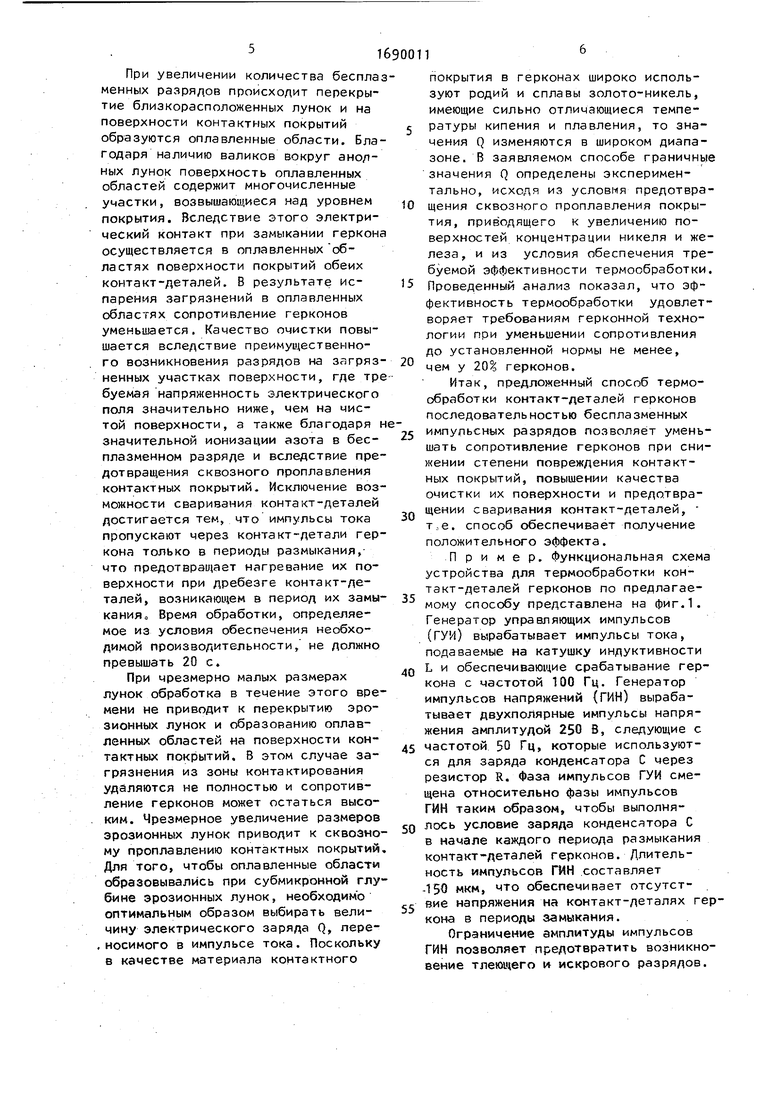
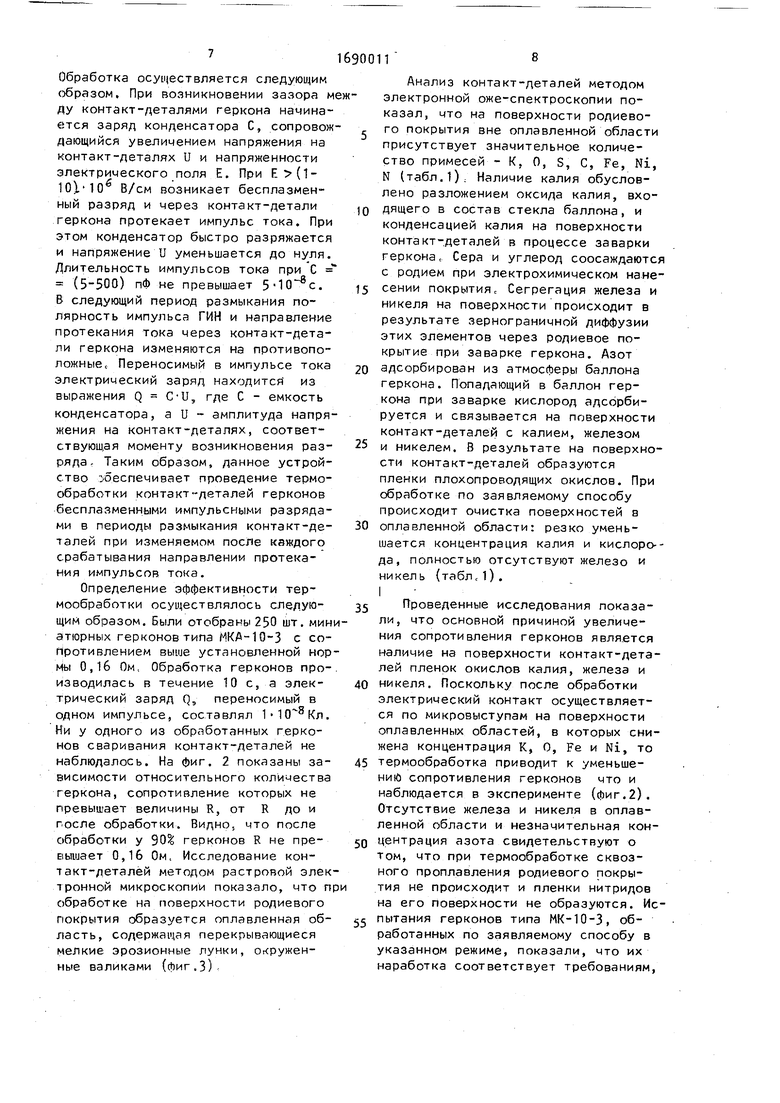
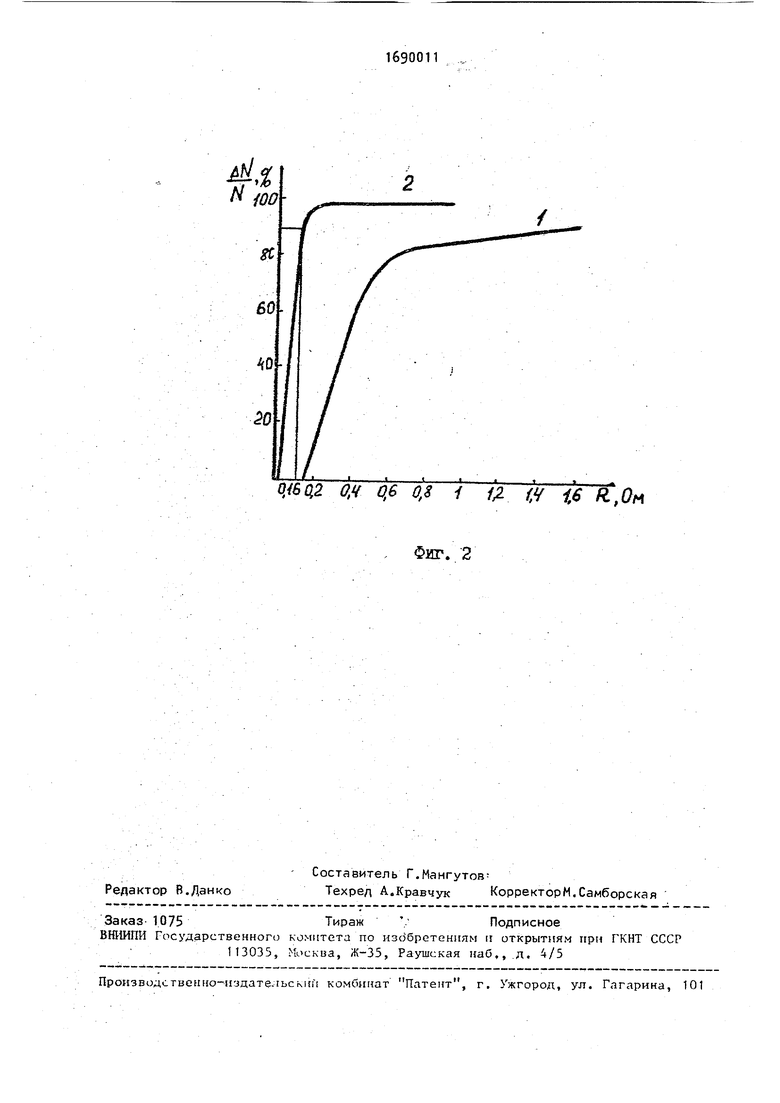
На фиг.1 приведена Функциональная схема устройства для осуществления пособа на фиг. 2 - зависимости относительного количества герконов с родиевым контактным покрытием, сопротивление которых не превышает величину R, от R, полученные до (кривая 1) и после (кривая 2) термообработки по заявляемому способу.
Сущность изобретения заключается в следующем. Обработка осуществляется бесплазменными импульсными разрядами, возникающими в результате автоэмиссии электронов при расстояниях между контакт-деталями геркона (1-10) 1-0 см и напряженности электрического поля Е (1-10)-10б В/см. Длительность пропускаемых через контакт-детали импульсов тока не превышает 5 -10 с, что позволяет предотвратить переход от бесплазменного разряда к дуговому. Вследствие высоком плотности тока, достигающей (1-10)-10 А/м, происходит взрывное испарение микровыступов на катоде. Воздействие образующихся при этом паровых струй приводит к испарению материала на аноде. В результате на поверхности обеих контакт-деталей образуются эрозионные лунки, глубина которых составляет десятые доли микрометра, что значительно меньше толщины контактных покрытий. Эрозионные лунки на аноде по площади больше, чем на катоде, и окружены валиками, возвышающимися над поверхностью контактного покрытия. Для обеспечения одинаковой обработки обеих контакт-деталей и уменьшения .степени повреждения контактных покрытий, обусловленного направленным переносом материала с анода на катод, направление импульсов тока изменяют на противоположное после каждого срабатывания геркона.
10
15
20
Ь1690011
При увеличении количества бесплазменных разрядов происходит перекрытие близкорасположенных лунок и на поверхности контактных покрытий образуются оплавленные области. Благодаря наличию валиков вокруг анодных лунок поверхность оплавленных областей содержит многочисленные участки, возвышающиеся над уровнем покрытия. Вследствие этого электрический контакт при замыкании геркона осуществляется в оплавленных областях поверхности покрытий обеих контакт-деталей. В результате испарения загрязнений в оплавленных областях сопротивление герконов уменьшается. Качество очистки повышается вследствие преимущественного возникновения разрядов на загрязненных участках поверхности, где тре буемая напряженность электрического поля значительно ниже, чем на чистой поверхности, а также благодаря незначительной ионизации азота в бес- 5 плазменном разряде и вследствие предотвращения сквозного проплавления контактных покрытий. Исключение возможности сваривания контакт-деталей достигается тем, что импульсы тока пропускают через контакт-детали геркона только в периоды размыкания, что предотвращает нагревание их поверхности при дребезге контакт-деталей, возникающем в период их замыкания о Время обработки, определяемое из условия обеспечения необходимой производительности, не должно превышать 20 с.
При чрезмерно малых размерах лунок обработка в течение этого времени не приводит к перекрытию эрозионных лунок и образованию оплавленных областей на поверхности контактных покрытий. В этом случае загрязнения из зоны контактирования удаляются не полностью и сопротивление герконов может остаться высоким. Чрезмерное увеличение размеровг н и J 50 лось Условие заряда конденсатора С
покрытия в герконах широко исполь зуют родий и сплавы золото-никель имеющие сильно отличающиеся темпе ратуры кипения и плавления, то зн чения Q изменяются в широком диап зоне. В заявляемом способе гранич значения Q определены экспериментально, исходч из условия предотв щения сквозного проплавления покр тия, приводящего к увеличению по верхностей концентрации никеля и леза, и из условия обеспечения т буемой эффективности термообработ Проведенный анализ показал, что эф фективность термообработки удовле воряет требованиям герконной техно логии при уменьшении сопротивления до установленной нормы не менее, чем у 20% герконов.
Итак, предложенный способ термо обработки контакт-деталей герконов последовательностью бесплазменных импульсных разрядов позволяет умен шать сопротивление герконов при сн жении степени повреждения контактных покрытий, повышении качества очистки их поверхности и предотвра щении сваривания контакт-деталей, т е. способ обеспечивает получение положительного эффекта.
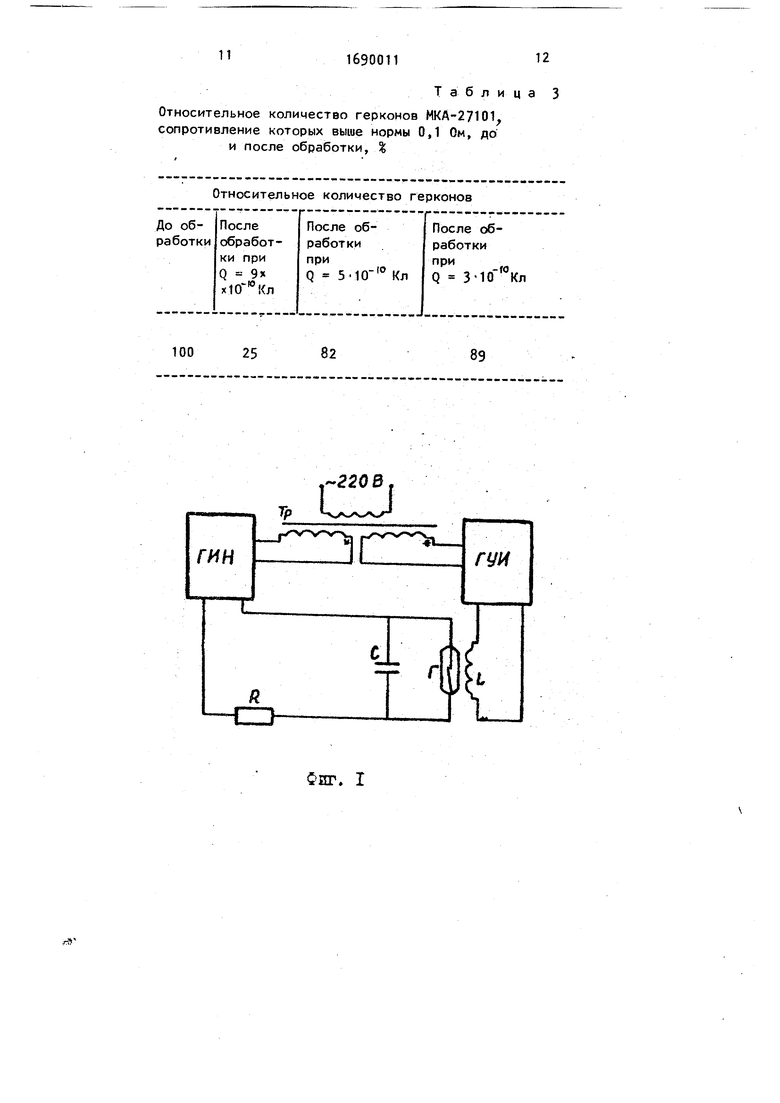
Пример. Функциональная схе устройства для термообработки контакт-деталей герконов по предлагае мому способу представлена на фиг.1 Генератор управляющих импульсов (ГУМ) вырабатывает импульсы тока, подаваемые на катушку индуктивност L и обеспечивающие срабатывание ге кона с частотой ТОО Гц. Генератор импульсов напряжений (ГИН) вырабатывает двухполярные импульсы напря жения амплитудой 250 В, следующие 45 частотой 50 Гц, которые используют ся для заряда конденсатора С через резистор R. Фаза импульсов ГУН сме щена относительно фазы импульсов ГИН таким образом, чтобы выполня30
35
40
эрозионных лунок приводит к сквозному проплавлению контактных покрытий, Для того, чтобы оплавленные области образовывались при субмикронной глубине эрозионных лунок, необходимо оптимальным образом выбирать величину электрического заряда Q, лере- , носимого в импульсе тока. Поскольку в качестве материала контактного
в начале каждого периода размыкани контакт-деталей герконов. Длительность импульсов ГИН составляет -150 мкм, что обеспечивает отсутст- 5с вие напряжения на контакт-деталях кона в периоды замыкания.
Ограничение амплитуды импульсов ГИН позволяет предотвратить возникн вение тлеющего и искрового разрядо
10
5
0
5
г 0 лось Условие заряда конденсатора С
покрытия в герконах широко используют родий и сплавы золото-никель, имеющие сильно отличающиеся температуры кипения и плавления, то значения Q изменяются в широком диапазоне. В заявляемом способе граничные значения Q определены экспериментально, исходч из условия предотвращения сквозного проплавления покрытия, приводящего к увеличению поверхностей концентрации никеля и железа, и из условия обеспечения требуемой эффективности термообработки. Проведенный анализ показал, что эффективность термообработки удовлетворяет требованиям герконной технологии при уменьшении сопротивления до установленной нормы не менее, чем у 20% герконов.
Итак, предложенный способ термообработки контакт-деталей герконов последовательностью бесплазменных импульсных разрядов позволяет уменьшать сопротивление герконов при снижении степени повреждения контактных покрытий, повышении качества очистки их поверхности и предотвращении сваривания контакт-деталей, т е. способ обеспечивает получение положительного эффекта.
Пример. Функциональная схема устройства для термообработки контакт-деталей герконов по предлагаемому способу представлена на фиг.1. Генератор управляющих импульсов (ГУМ) вырабатывает импульсы тока, подаваемые на катушку индуктивности L и обеспечивающие срабатывание геркона с частотой ТОО Гц. Генератор импульсов напряжений (ГИН) вырабатывает двухполярные импульсы напряжения амплитудой 250 В, следующие с 5 частотой 50 Гц, которые используются для заряда конденсатора С через резистор R. Фаза импульсов ГУН смещена относительно фазы импульсов ГИН таким образом, чтобы выполня0
5
0
в начале каждого периода размыкания контакт-деталей герконов. Длительность импульсов ГИН составляет -150 мкм, что обеспечивает отсутст- вие напряжения на контакт-деталях геркона в периоды замыкания.
Ограничение амплитуды импульсов ГИН позволяет предотвратить возникновение тлеющего и искрового разрядов.
71
Обработка осуществляется следующим образом. При возникновении зазора меду контакт-деталями геркона начинается заряд конденсатора С, сопровождающийся увеличением напряжения на контакт-деталях U и напряженности электрического поля Е. При Е(1- 10). 10 В/см возникает бесплазменный разряд и через контакт-детали геркона протекает импульс тока. При этом конденсатор быстро разряжается и напряжение U уменьшается до нуля. Длительность импульсов тока при С () пФ не превышает . В следующий период размыкания полярность импульса ГИН и направление протекания тока через контакт-детали геркона изменяются на противоположные, Переносимый в импульсе тока электрический заряд находится из выражения Q C-U, где С - емкость конденсатора, a U - амплитуда напряжения на контакт-деталях, соответствующая моменту возникновения разряда- Таким образом, данное устройство обеспечивает проведение термообработки контакт-деталей герконов бесплазменными импульсными разрядами в периоды размыкания контакт-де- талей при изменяемом после каждого срабатывания направлении протекания импульсов тока.
Определение эффективности термообработки осуществлялось следую- щим образом. Были отобраны 250 шт. минатюрных герконов типа МКА-10-3 с сопротивлением выше установленной нормы 0,16 Ом, Обработка герконов производилась в течение 10 с, а элек- трический заряд Q5 переносимый в одном импульсе, составлял 1-10 Кл. Ни у одного из обработанных герконов сваривания контакт-деталей не наблюдалось. На фиг. 2 показаны за- висимости относительного количества геркона, сопротивление которых не превышает величины R, от R до и госле обработки. Видно; что после обработки у 90% герконов R не пре- вышает 0,16 Ом, Исследование контакт-деталей методом растровой электронной микроскопии показало, что п обработке на поверхности родиевого покрытия образуется оплавленная об- ласть, содержащая перекрывающиеся мелкие эрозионные лунки, окруженные валиками (сЬиг.З)
8
Q 0
5
0
5 0 5 0 5
Анализ контакт-деталей методом электронной оже-спектроскопии показал, что на поверхности родиевого покрытия вне оплавленной области присутствует значительное количество примесей - К, О, S, С, Fe, Ni, N (табл.1). Наличие калия обусловлено разложением оксида калия, входящего в состав стекла баллона, и конденсацией калия на поверхности контакт-деталей в процессе заварки геркона t Сера и углерод соосаждаются с родием при электрохимическом нанесении покрытияс Сегрегация железа и никеля на поверхности происходит в результате зернограничной диффузии этих элементов через родиевое покрытие при заварке геркона. Азот адсорбирован из атмосферы баллона геркона. Попадающий в баллон геркона при заварке кислород адсорбируется и связывается на поверхности контакт-деталей с калием, железом и никелем. В результате на поверхности контакт-деталей образуются пленки плохопроводящих окислов. При обработке по заявляемому способу происходит очистка поверхностей в оплавленной области: резко уменьшается концентрация калия и кислоро-- да, полностью отсутствуют железо и никель (таблс 1) .
I
Проведенные исследования показали, что основной причиной увеличения сопротивления герконов является наличие на поверхности контакт-деталей пленок окислов калия, железа и никеля. Поскольку после обработки электрический контакт осуществляется по микровыступам на поверхности оплавленных областей, в которых снижена концентрация К, О, Fe и Ni, то термообработка приводит к уменьшений сопротивления герконов что и наблюдается в эксперименте (фиг.2). Отсутствие железа и никеля в оплавленной области и незначительная концентрация азота свидетельствуют о том, что при термообработке сквозного проплавления родиевого покрытия не происходит и пленки нитридов на его поверхности не образуются. Испытания герконов типа МК-10-3, обработанных по заявляемому способу в указанном режиме, показали, что их наработка соответствует требованиям,
предъявляемым к долговечности серийных приборов
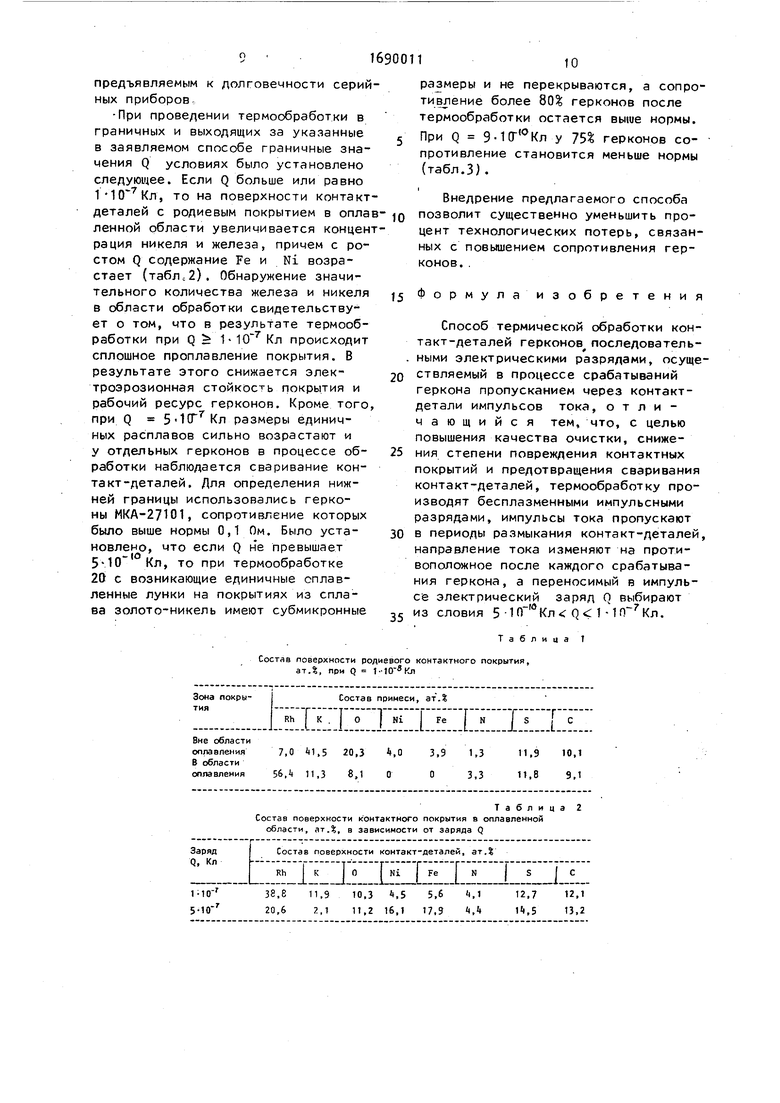
При проведении термообработки в граничных и выходящих за указанные в заявляемом способе граничные значения Q условиях было установлено следующее. Если Q больше или равно 11(Г7Кл, то на поверхности контакт деталей с родиевым покрытием в оплаленной области увеличивается конценрация никеля и железа, причем с ростом Q содержание Fe и Ni возрастает (таблс2). Обнаружение значительного количества железа и никеля в области обработки свидетельствует о том, что в результате термообработки при Q 1-1(Г7 Кл происходит сплошное проплавление покрытия. В результате этого снижается электроэрозионная стойкость покрытия и рабочий ресурс герконов. Кроме того при Q размеры единичных расплавов сильно возрастают и у отдельных герконов в процессе обработки наблюдается сваривание контакт-деталей. Для определения нижней границы использовались герко- ны МКА-27Ю1, сопротивление которых было выше нормы 0,1 Ом. Было установлено, что если Q не превышает , то при термообработке 20 с возникающие единичные оплавленные лунки на покрытиях из сплава золото-никель имеют субмикронные
размеры и не перекрываются, а сопротивление более 80% герконов после термообработки остается выше нормы. При Q 9-10- °Кл у 75% герконов сопротивление становится меньше нормы (табл.3).
Внедрение предлагаемого способа позволит существенно уменьшить процент технологических потерь, связанных с повышением сопротивления герконов.
Формула изобретения
Способ термической обработки контакт-деталей герконов последовательными электрическими разрядами, осуществляемый в процессе срабатываний геркона пропусканием через контакт- детали импульсов тока, отличающийся тем, что, с целью повышения качества очистки, снижения степени повреждения контактных покрытий и предотвращения сваривания контакт-деталей, термообработку производят бесплазменными импульсными разрядами, импульсы тока пропускают в периоды размыкания контакт-деталей, направление тока изменяют на противоположное после каждого срабатывания геркона, а переносимый в импульсе электрический заряд Q выбирают
из словия 5 (К1-1П гКл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления контакт-детелей геркона | 1989 |
|
SU1734128A1 |
| Контактное покрытие для магнитоуправляемых контактов | 1986 |
|
SU1381614A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2018 |
|
RU2665689C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТ-ДЕТАЛЯМИ | 2009 |
|
RU2393570C1 |
| МАГНИТОУПРАВЛЯЕМЫЙ КОНТАКТ | 2011 |
|
RU2470401C1 |
| Способ термической обработки контактных пар с родиевым покрытием | 1978 |
|
SU716076A1 |
| Способ изготовления герконов | 2022 |
|
RU2805999C1 |
| Способ изготовления контактного покрытия магнитоуправляемых герметизированных контактов | 1984 |
|
SU1179447A1 |
| Контакт-деталь для герметизированногоКОНТАКТА C зАпОМиНАНиЕМ | 1979 |
|
SU834789A1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО ФОРМИРОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ ГЕРКОНОВ | 2022 |
|
RU2791089C1 |
Изобретение относится к способу изготовления герметизированных магнитоуправляемых контактов и может применяться в промышленном производстве этих приборов. Целью изобретения является повышение качества очистки, снижение повреждения контактных покрытий и предотвращение сваривания контактов. Термообработку осуществляют бесплазменными импульсными разрядами, импульсы тока пропускают в периоды размыкания контактов, направление тока изменяют на противоположные после каждого срабатывания геркона, а переносимый в импульсе тока электрический заряд выбирает из условия 5х л-7 х Кл Q cl 00 Кл. 2 ил 3 табл. (Л
Состав поверхности родиевого контактного покрытия, атД, при Q 1 1СГ3Кл
Таблица 2
Состав поверхности контактного покрытия в оплавленной области, ат.%, в зависимости от заряда Q
Таблица t
Относительное количество герконов МКА-27Ю1, сопротивление которых выше нормы 0,1 Ом, до и после обработки, %
Относительное количество герконов
100
25
82
.-220В. Тр
гин
Јпг. I
Таблица 3
89
W& 0,4 0,6 0,8 i & ft ft Ј,0M
Фит. 2
| 0 |
|
SU385335A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Польши N° 259668, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| ( СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ | |||
