Фиг. 2
Изобретение относится к обработке металлов резанием и может быть использовано для обработки отверстий сверлами с внутренним подводом смазочно-охлаждаю- щей жидкости (СОЖ).
Цель изобретения - повышение стойкости сверла и точности обработки путем улучшения подвода СОЖ.
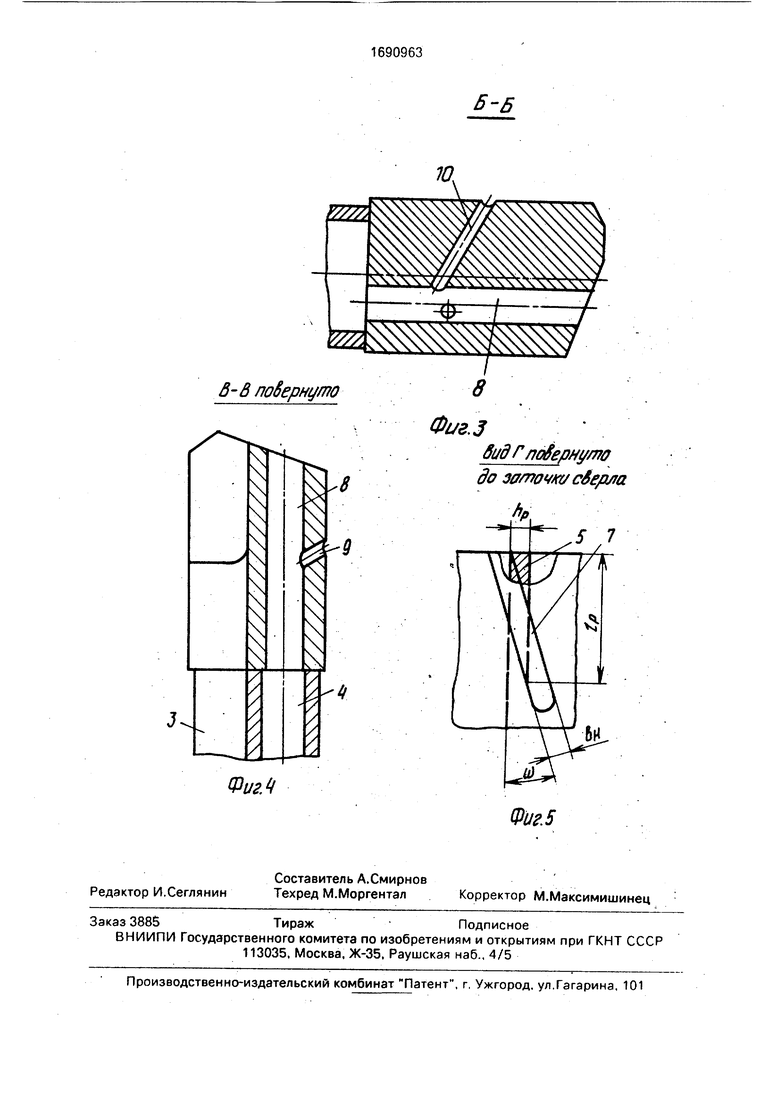
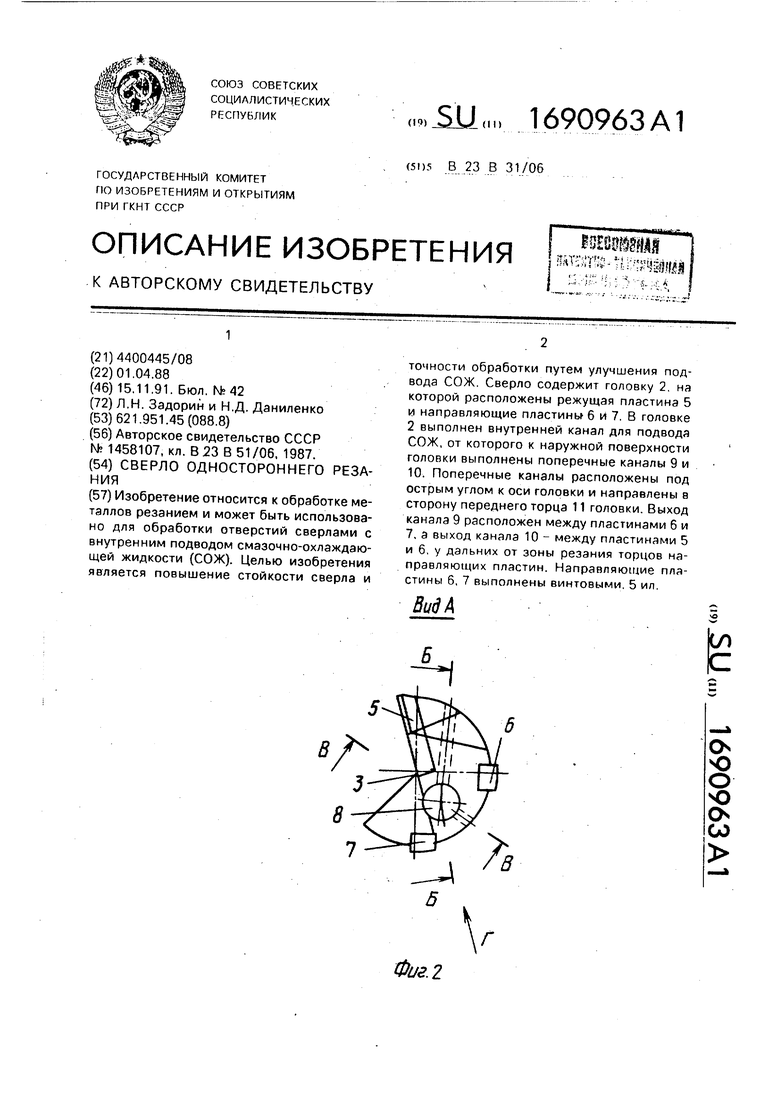
На фиг.1 изображен общий вид сверла; на фиг.2 - вид А на фиг.1; на фиг.З - сечение Б-Б на фиг.2; на фиг.4 - сечение В-В на фиг,2; на.фиг.5 - вид Г на фиг.2.
Сверло одностороннего резания содержит стебель 1 и головку 2. В стебле 1 выпол- нен стружкоотводящий желеб 3 и внутренний канал 4 для подвода СОЖ. На головке 2, соединенной со стеблем 1, расположены режущие пластины 5 и направляющие пластины 6 и 7. В головке 2 выполнен внутренний канал 8 для подвода СОЖ, от которого в направлении к наружной поверхности головки 2 выполнены поперечные каналы 9 и 10. Поперечные каналы 9 и 10 расположены под острым углом к оси головки и направлены в сторону переднего торца 11 головки. Выход поперечного канала 9 расположен между направляющими пластинами 6 и 7, а выход канала 10 - между направляющей 6 и режущей 5 пластинами. Выходы поперечных каналов 9 и 10 расположены у дальних от зоны резания торцов направляющих пластин 6 и 7. Направляющие пластины 6 и 7 выполнены на головке 2 винтовыми, с левым направлением винта при правом направлении вращения сверла. Угол о) наклона винтовой линии направляющих определен интервалом
LU1
Пр + Ьн
arctg ш arctg -г 1Рip
где (О - угол наклона винтовой линии, град;
hp - толщина режущей пластины, мм;
1р - длина режущей пластины, мм;
Ьн ширина направляющей пластины, мм.
Сверло работает следующим образом. В процессе сверления СОЖ поступает
из канала 4 в канал 8. Большая часть СОЖ доходит до переднего торца 11, омывает его и отводит образующуюся стружку в желоб 3. Меньшая часть СОЖ через каналы 9 и 10 поступает на наружную поверхность головхи 2, образует там поток в сторону переднего торца 11. который противодействует проникновению от этого торца в сторону направляющих пластин 6, 7 отработанной СОЖ, загрязненной продуктами износа инструмента и мелкой стружкой изделия.
Одновременно направляющие пластины 6 и 7 смазываются чистой СОЖ по всей ширине.
Формула изобретения
Сверло одностороннего резания, содержащее стебель со стружкоотводящим желобом и внутренним каналом для подвода СОЖ. головку с внутренним каналом для подвода СОЖ, твердосплавными режущей и
направляющими пластинами и поперечными каналами, проходящими от внутреннего канала к наружной поверхности головки между режущей и направляющими пластинами, отличающееся тем, что, с целью
повышений стойкости сверла и точности обработки путем улучшения подвода СОЖ. поперечные каналы наклонены к оси головки под острыми углами и направлены в сторону переднего торца головки, при этом направляющие пластины выполнены винтовыми, а угол наклона винтовой линии направляющих выбран из условия
arctg ) arctg . IPip
где ft) -угол наклона винтовой линии, град: hp - толщина режущей пластины, мм; Ip - длина режущей пластины, ммГ Ьн - ширина направляющей пластины, мм.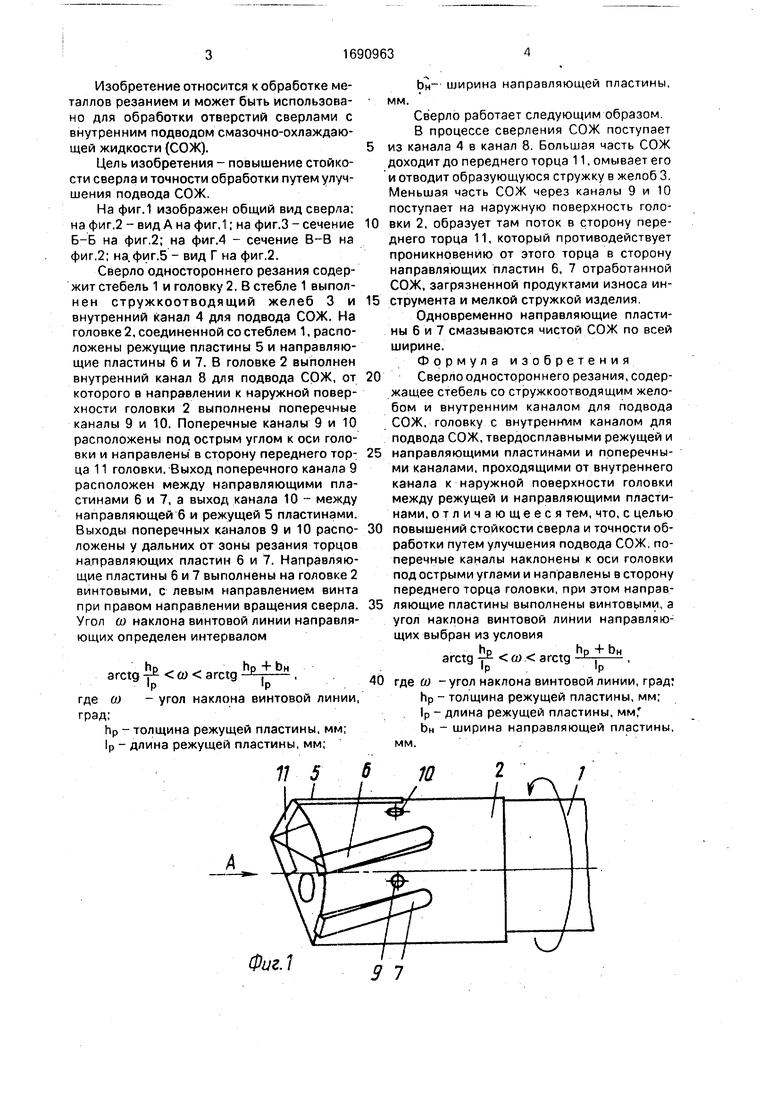
| название | год | авторы | номер документа |
|---|---|---|---|
| Однокромочное сверло | 1989 |
|
SU1685628A1 |
| СПОСОБ ОХЛАЖДЕНИЯ РЕЖУЩЕЙ ЧАСТИ СВЕРЛА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ И СВЕРЛО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156180C2 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2101141C1 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2068321C1 |
| Сверло одностороннего резания | 1982 |
|
SU1077717A1 |
| Однокромочное сверло | 1981 |
|
SU975240A2 |
| Однокромочное сверло для глубокого сверления | 1989 |
|
SU1696174A1 |
| СВЕРЛИЛЬНАЯ ГОЛОВКА ИНСТРУМЕНТА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ, В ЧАСТНОСТИ, ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ ПО ТЕХНОЛОГИИ ВТА, И ИНСТРУМЕНТ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 2011 |
|
RU2570269C2 |
| ЛЮНЕТНЫЙ УЗЕЛ ДЛЯ СВЕРЛА ГЛУБОКОГО СВЕРЛЕНИЯ С НАРУЖНЫМ ОТВОДОМ СМАЗЫВАЮЩЕ-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1995 |
|
RU2088394C1 |
| Сверло определенного базирования для обработки коротких отверстий | 1985 |
|
SU1247186A1 |
11
Фиг.1
7
В-В пойерну/по
В
Фиг. Ч
Б-Б
Фиг.З
вид Г лоЈерну/я0 до заточи/сберла
Ь
