Изобретение относится к металлообработке и может быть применено при изготовлении инструментов для обработки коротких точных отверстий.
Цель изобретения - повышение производительности при обработке коротких отверстий.
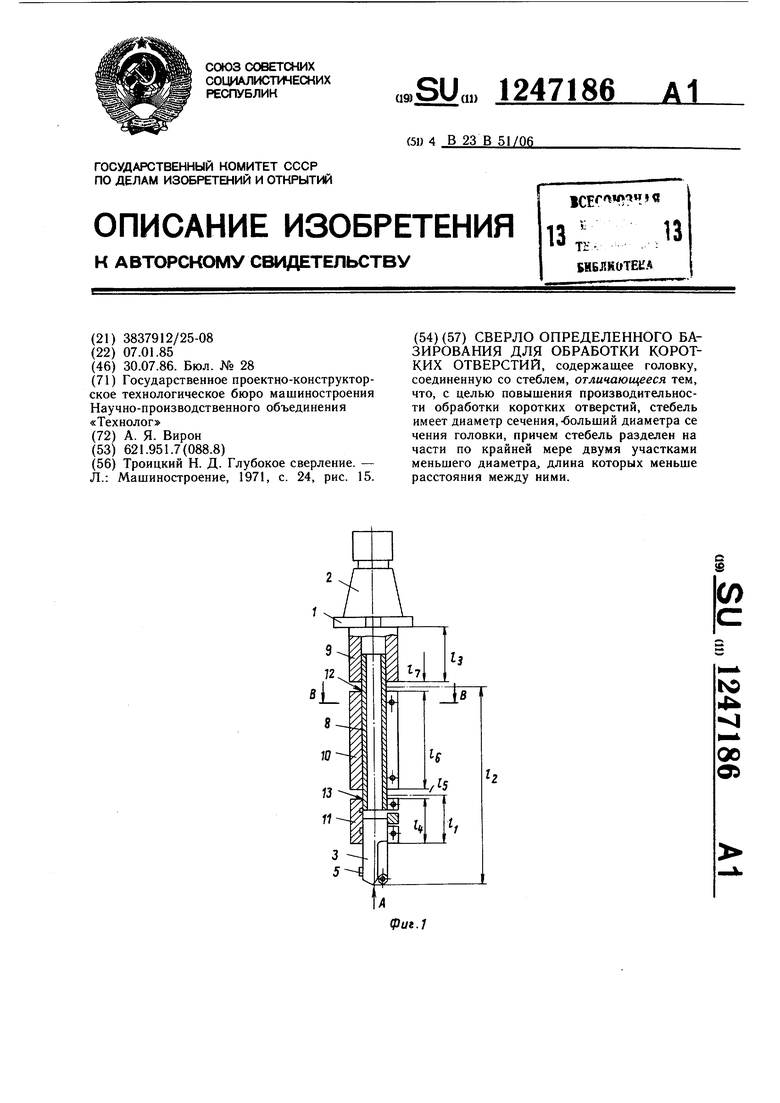
На фиг. I изображено сверло определенного базирования с механически закрепляемыми режущими и направляющими элементами; на фиг. 2 - то же, с монолитной рабочей частью в виде головки ружейного сверла; на фиг. 3 - вид по стрелке А на фиг. 1; на фиг. 4 - вид по стрелке Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 1.
Сверло состоит из стебля 1 с хвосто- вой частью 2 для закрепления инструмента в щпинделе станка и головки 3. Головка 3 сверла имеет режущие 4 и направляющие 5 элементы. В головке 3 выполнен канал 6 для подвода СОЖ в зону резания и стружкоотводящая канавка 7. Стебель 1 имеет диаметр сечения, больший диаметра сечения головки, и образован, например, закрепленными на трубчатом стержне 8 муфтами 9-11. Участки 12 и 13 между муфтами 9-11 имеют диаметр сечения, меньший диаметра сечения муфт и разделяют весь стебель 1 на части.
Длина /5 и /7 участков 12 и 13 принимаются меныцими расстояния /е между этими участками.
Муфты 9-11 могут закрепляться на стержне 8 при помощи винтов 14.
В процессе обработки отверстия (сверления) на режущие 4 и направляющие 5 элементы головки 3 сверла действуют результирующая сил резания и изгибающий момент. Благодаря наличию двух участков 12 и 13, диаметр сечения которых меньще диаметра сечения стебля 1, а также тому, что эти участки расположены друг относительно друга на больщом расстоянии /е, превы- щающем длины /s и / самих участков, стебель сверла деформируется на этих участ- ках и головка 3 сверла устанавливается в обрабатываемом отверстии вдоль его оси.
, 0
0
Головку 3 направляющие элементы 5 прижимают к поверхности стержня. При этом обеспечивается высокая прямолинейность оси обрабатываемого отверстия, точность его размера и низкая щероховатость поверхности.
Поскольку диаметр сечения стебля 1 на участках 9-11 (муфтах) больще диаметра сечения головки 3, общая крутильная жесткость стебля сверла (при достаточно низкой изгибной жесткости) выще крутильной жесткости стеблей постоянного сечения известных сверл определенного базирования для обработки глубоких отверстий. Поэтому предлагаемое сверло можно эксплуатировать на более высоких режимах резания, чем известный инструмент, обеспечивая при этом высокую производительность.
Устанавливая на стержне муфты 9-11 с различными зазорами между ними (т. е. устанавливая различную длину участков мень- щего диаметра), можно осуществлять регулировку изгибной жесткости стебля сверла, обеспечивая оптимальную жесткость для заданных типоразмера инструмента и режимов резания.
Низкая изгибная жесткость и, следовательно, высокая гибкость корпуса предлагаемого сверла обеспечивает работу этого инструмента в условиях определенности базирования, когда требуется возможность установки рабочей части инструмента вдоль ооси обрабатываемого отверстия. В то же время изготовление стебля сверла с диаметром сечения больщим диаметра сечения головки, позволяет существенно увеличить крутильную жесткость сверла. Изготовление стебля инструмента с двумя участками мень- щего сечения, обеспечивает улучщение качества обработки отверстия за счет создания определенности базирования инструмента, а наличие участков с диаметром сечения, больщим диаметра го„1овки, обеспечивает увеличение суммарной крутильной жесткости инструмента и его работу на по- выщенных режимах с более высокой производительностью.
Вид А
фиг. 2
Фиг.З
фuг.t
Фиг. S
Составитель И. Кириллова
Редактор Л. ПчелинскаяТехред И. ВересКорректор С. Черни
Заказ 4056/14Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
1(3035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4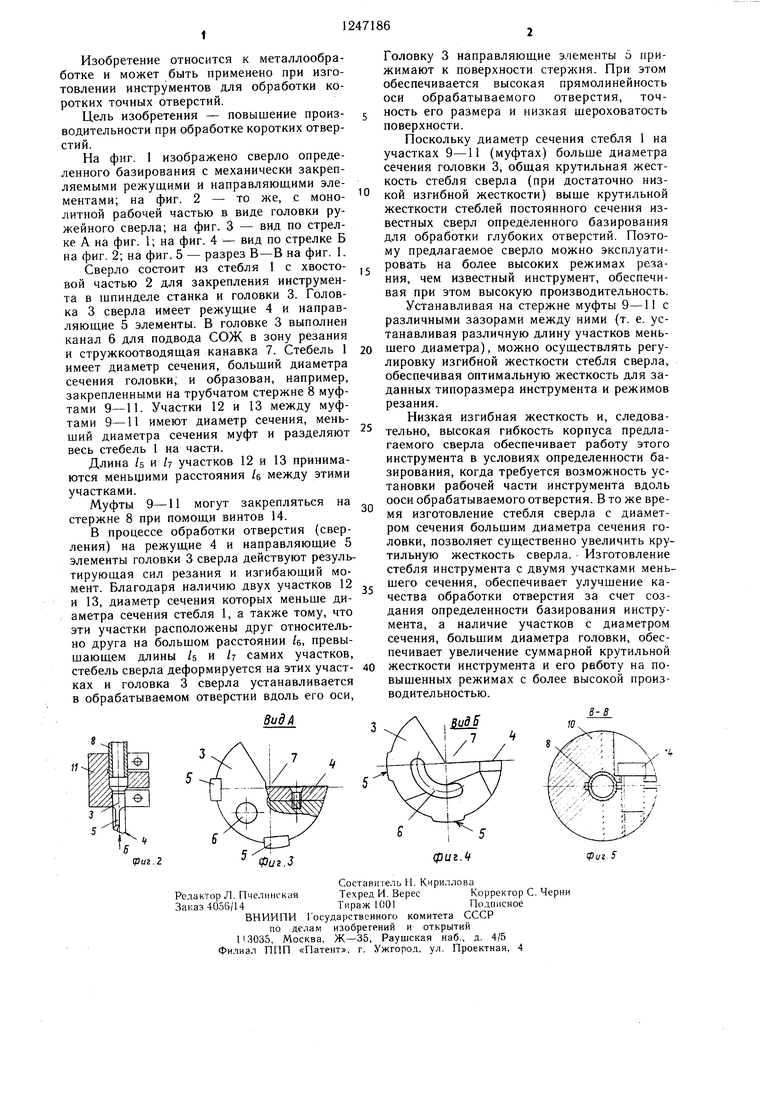
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2101141C1 |
| Расточное устройство | 1989 |
|
SU1704943A1 |
| Устройство для сверления глубоких отверстий | 1975 |
|
SU576709A1 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2068321C1 |
| Способ обработки отверстий | 1983 |
|
SU1180172A1 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ С ТВЕРДОСПЛАВНЫМ СТЕБЛЕМ | 2014 |
|
RU2581541C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Способ обработки коротких точных отверстий | 1985 |
|
SU1414524A1 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ С ВНУТРЕННИМ ПОДВОДОМ СОЖ | 1992 |
|
RU2102196C1 |
| Устройство для сверления глубокихОТВЕРСТий | 1978 |
|
SU831415A1 |
| Тронцкий Н | |||
| Д | |||
| Глубокое сверление | |||
| - Л.: Машиностроение, 1971, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
