Изобретение относится к режущему инструменту, в частности к сверлам одностороннего резания для выполнения глубоких отверстий в металле, и конкретно направлено на повышение эксплуатационных качеств таких сверл.
Сверла одностороннего резания в технике известны. В частности, известно сверло, включающее стебель в виде профилированной фасонной трубки, стенка которой образована двумя плоскими частями, расположенными под углом друг к другу в плоскости поперечного сечения по длине стебля, и цилиндрической частью между внешними боковыми кромками указанных плоских частей, канал в стебле для подвода СОЖ, ограниченный внутренними поверхностями названных частей стенки стебля, режущую пластину, соединенную с одной из плоских частей стенки стебля у его рабочего конца, и по крайней мере одну направляющую пластину, выполненную на цилиндрической части стенки стебля в зоне расположения режущей пластины. При этом конец стебля со стороны плоской части его стенки может быть деформирован (обжат) под установку режущей пластины, а со стороны неплоской (цилиндрической) части стенки конец стебля может иметь разную степень деформации под установку направляющей пластины. Для повышения надежности (жесткости) закрепления режущей пластины сверло может быть снабжено установленной в полости канала стебля на его рабочем конце усеченной сегментной вставкой, жестко соединенной с плоской и примыкающей к ней цилиндрической частями стебля в зоне их контакта, а режущая и наиболее нагружаемая направляющая пластины при этом жестко соединены с упомянутой вставкой и с прилегающими к пластинам частями стенки стебля по поверхностям их контакта.
Способ изготовления сверла в обоих указанных вариантах конструктивного выполнения их сверлильной головкой предполагает формирование стебля сверла с образованием внутреннего канала для подвода СОЖ и открытого внешнего V-образного канала (желоба) для отвода пульпы (СОЖ и стружки) из зоны резания, соответствующую предварительную обработку рабочего конца стебля под установку режущей и направляющих пластин, установку и закрепление последних и последующую доводку указанных элементов до готовых размеров сверлильной головки в собранном сверле.
Одним из недостатков такой конструкции является то, что образующаяся при сверлении стружка имеет форму гофрированной ленты большой длины, что приводит к ее частому "пакетированию", особенно это наблюдается на стенках с вертикальной схемой глубокого сверления, имеющих стружкоприемники малой протяженности из-за больших гидравлических потерь. После "пакетирования" стружки на поверхности отверстий остаются задиры, кольцевые канавки и т.п. что при запрессовке в такие отверстия труб затрудняет достижение достаточной плотности закрепления труб, снижает прочность перемычек между смежными отверстиями, надежность готовых изделий, особенно оборудования для АЭС, в эксплуатации.
Известны сверла одностороннего резания для сверления глубоких отверстий, содержащие аналогичный описанным выше профилированный фасонный трубчатый стебель и закрепленную на его рабочем конце сверлильную головку из монолитного износостойкого сплава или металлокерамики с внутренним отверстием (каналом) для подвода СОЖ в зону резания и внешним V-образным открытым желобом для отвода пульпы. Чистовая обработка сверлильной головки в этом варианте конструкции осуществляется после соединения ее со стеблем сверла и предусматривает доводку до чистовых размеров и формы режущей и направляющих пластины (выступов).
Однако некоторые эксплуатационные преимущества таких сверл с монолитной сверлильной головкой не исключают указанного выше недостатка сверл со сверлильной головкой, собранной на конце стебля из отдельных элементов.
Наиболее близким к заявляемому по техническому существу (прототипом) является сверло для обработки глубоких отверстий, содержащее профилированный фасонный трубчатый стебель с внутренним и V-образным внешним каналами и сверлильной головкой на его рабочем конце, в которой по всей длине режущей пластины выполнен продольный выступ полусферической формы, занимающей половину передней поверхности режущей пластины со стороны оси сверла. Пересечение поверхности выступа с задней поверхностью режущей кромки образует криволинейную режущую кромку, которая на плоском участке передней поверхности переходит в прямолинейную. Такая конфигурация режущей кромки должна способствовать уменьшению деформации стружки вблизи оси сверла, снижению усилия резания и облегчению удаления стружки.
Способ изготовления сверла одностороннего резания такой конструкции от способа изготовления аналогичных сверл без указанного выступа отличается введением операции выполнения выступа требуемой формы и размеров при изготовлении сверлильной головки из монолитного сплава или при изготовлении режущей пластины, закрепляемой на конце стебля сверла после его подготовки для установки и закрепления режущей и направляющих пластин. Однако сведений о практическом применении таких сверл и достижении указанного авторами эффекта выявить не удалось, хотя утверждения авторов, с нашей точки зрения не бесспорны.
Тем не менее задача улучшения условий отвода стружки из зоны резания и уменьшения ее влияния на состояние поверхности выполняемых отверстий все еще остается актуальной, особенно для станков с вертикальным расположением сверла.
Целью изобретения является решение указанной актуальной задачи - улучшение отвода стружки из зоны резания и уменьшение ее влияния на состояние поверхности выполняемых отверстий.
Поставленная цель достигается тем, что в сверле одностороннего резания, включающем стебель в виде профилированной фасонной трубки с внутренним каналом для подачи СОЖ и внешним V-образным каналом (желобом) для отвода стружки (пульпы), сверлильную головку на рабочем конце стебля сверла с внутренним каналом для подвода СОЖ в зону резания и с V-образным внешним каналом, совмещенным с одноименным каналом стебля сверла, одна из стенок которого снабжена продольным выступом в зоне расположения режущей пластины, в соответствии с данным изобретением упомянутый выступ выполнен на смежной с режущей пластиной стенке V-образного канала и на некотором удалении от пластины, при этом плоскость режущей пластины и обращенная к ней поверхность упомянутого выступа сопряжены между собой плавной криволинейной поверхностью. В частности, поверхность сопряжения плоскости режущей пластины с упомянутым выступом на смежной стенке внешнего V-образного канала в ее нормальном сечении может иметь форму части дуги окружности, радиус которой не должен превышать 0,2 диаметра сверла, а высота выступа на 1,0-1,5 мм может превышать радиус окружности в нормальном сечении поверхности сопряжения выступа и режущей пластины. При этом сверлильная головка может быть образована закрепленными на рабочем конце стебля режущей и направляющими пластинами или выполнена из монолитного износостойкого сплава или металлокерамики и содержать указанные элементы.
Заявляемое сверло одностороннего резания может быть выполнено несколькими новыми способами его изготовления, которые тоже являются предметом изобретения.
Сущность одного из вариантов способа изготовления заявляемого сверла одностороннего резания, при котором формируют стебель сверла с образованием внутреннего и V-образного внешнего каналов, закрепляют на конце стебля сверлильную головку или образующие ее элементы, на стенке V-образного внешнего канала в зоне режущей выполняют выступ заданной формы и размеров и соответствующей механической обработкой доводят собранную со стеблей сверлильную головку до чистовых размеров, заключается в том, что в соответствии с изобретением для выполнения указанного выступа к стенкам V-образного внешнего канала сверлильной головки крепят, например, пайкой, смежными гранями стержень, имеющий в нормальном сечении форму четырехугольника, преимущественно параллелограмма, с углом между упомянутыми смежными (опорными) гранями, равным углу между стенками V-образного канала, при длине стержня не меньше длины режущей пластины, поcле чего соответствующей механической обработкой стержня на смежной с режущей пластиной стенке V-образного внешнего канала и на заданном удалении от пластины выполняют выступ требуемой формы и размеров.
Особенность второго варианта осуществления способа изготовления заявляемого сверла одностороннего резания заключается в том, что перед доводкой собранной со стеблем сверлильной головки до чистовых размеров на смежную с режущей пластиной стенку V-образного канала сверлильной головки и частично на режущую пластину наплавляют слой износостойкого материала необходимой толщины и ширины, по крайней мере на длину режущей пластины, после чего соответствующей механической обработкой наплавленного слоя на смежной с режущей пластиной стенке V-образного канала и на заданном удалении от пластины выполняют выступ требуемой формы и размеров.
Необходимость защиты указанных выше двух вариантов способа изготовления сверла одностороннего резания связана с тем, что каждый из них предназначен для изготовления заявляемого сверла одностороннего резания с указанными ранее конструктивными особенностями, не нарушая при этом единства изобретения, а потому является правомерной. При этом конструктивные особенности сверлильной головки для реализации каждого из заявляемых способов изготовления сверла значения не имеют: сверлильная головка может быть собрана на рабочем конце стебля сверла после его соответствующей подготовки установкой и закреплением на рабочем конце стебля 1 сверла режущей и направляющей пластин или изготовлена из монолитного износостойкого материала с указанными элементами и каналом для подвода СОЖ в зону резания и закреплена на рабочем конце стебля сверла. Иными словами оба заявляемых варианта способа изготовления сверла одностороннего резания направлены на решение одной и той же задачи в общем виде изготовление сверла с внутренним подводом СОЖ и внешним отводом стружки (пульпы) из зоны резания, хотя и отличаются принципом ее решения.
В частном случае изготовления сверла одностороннего резания с заявленными конструктивными особенностями при выполнении сверлильной головки из монолитного износостойкого материала может быть использован еще один вариант способа его изготовления, сущность которого заключается в том, что выступ требуемой формы и размеров на смежной с режущей пластиной стенке V-образного внешнего канала (желоба) сверлильной головки выполняют в процессе изготовления последней, а после закрепления сверлильной головки на рабочем конце стебля осуществляют доводку образующих ее элементов до чистовых размеров. Включение этого варианта способа изготовления сверла одностороннего резания заявленной конструкции в качестве объекта правовой защиты одним общим охранным документом не нарушает единство изобретения и является правомерным, поскольку является частным случаем реализации основного изобретения и направлено на решение той же задачи, что и два предыдущих варианта способа изготовления сверла.
Изготовление сверла одностороннего резания с выполнением выступа заявляемой формы и размеров на смежной с режущей пластиной стенке V-образного внешнего канала (желоба) обеспечивает формирование снимаемой при сверлении стружки в спираль, что упрощает и улучшает условия отвода стружки из зоны резания по внешнему V-образному каналу (желобу) стебля сверла. Диаметр спирали определяется размерами элементов выступа и в значительной мере влияет на ломкость стружки, которая увеличивается с уменьшением диаметра за счет повышения внутренних напряжений в материале стружки. Придание стружке формы спирали ограничивает возможность попадания обломков спиральной стружки в зазор между стеблем сверла и выполняемым в изделии отверстием, ее заклинивания в том зазоре и воздействия на стенки отверстия, усиливает воздействие потока отводимой СОЖ на обломки стружки и улучшает условия ее отвода по V-образному каналу в приемник пульпы и последующее удаление, что особенно важно для установок с вертикальным расположением сверла.
Способ изготовления заявляемого сверла существенного влияния на эффективность его эксплуатации практически не оказывает, а заявляемые варианты способов его изготовления являются наиболее рациональными с точки зрения экономической и технологической с учетом конструкции сверлильной головки.
Таким образом, заявляемый объект обеспечивает достижение поставленной цели при его использовании.
Наличие указанных отличительных признаков заявляемого объекта по сравнению с прототипом обеспечивает соответствие предложения по заявке критерию изобретения "Новизна". Отсутствие сведений об известности использования отличительных признаков предложения по заявке в этой же или в смежных областях техники с получением аналогичного эффекта позволяет признать заявляемый объект соответствующим критерию изобретения "Изобретательский уровень". Отсутствие препятствий технического, технологического или иного порядка для промышленной реализации предложения по заявке и сам факт реализации одного из заявляемых вариантов у заявителя делают заявляемое решение соответствующим критерию изобретения "Промышленная применимость".
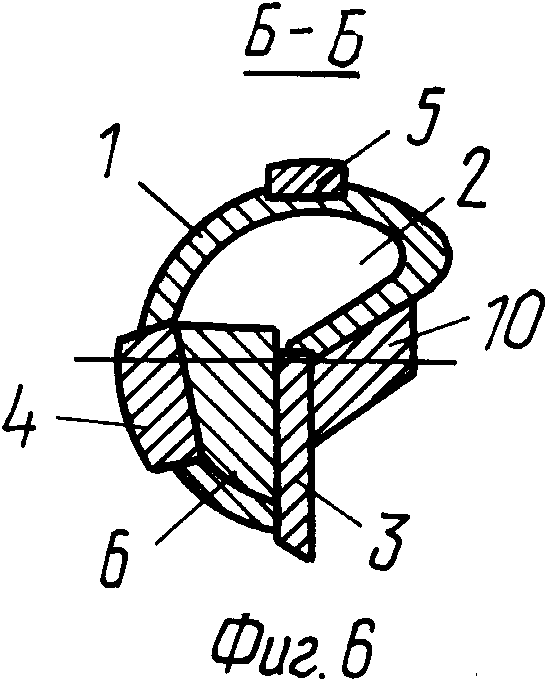
На фиг.1 изображен фрагмент общего вида рабочей части сверла в одном из возможных вариантов конструкции сверлильной головки, показывающий новую форму и расположение выступа; на фиг.2 сечение А-А на фиг.1; на фиг.3-5 разрез Б-Б на фиг.1, поясняющий конструкцию выступа и его элементы в разных вариантах конструктивного выполнения сверлильной головки; на фиг.6 разрез Б-Б на фиг.1 до формирования выступа с закрепленным стержнем, имеющим форму параллелограмма в нормальном сечении, поясняющий первый из заявляемых вариантов способа изготовления сверла.
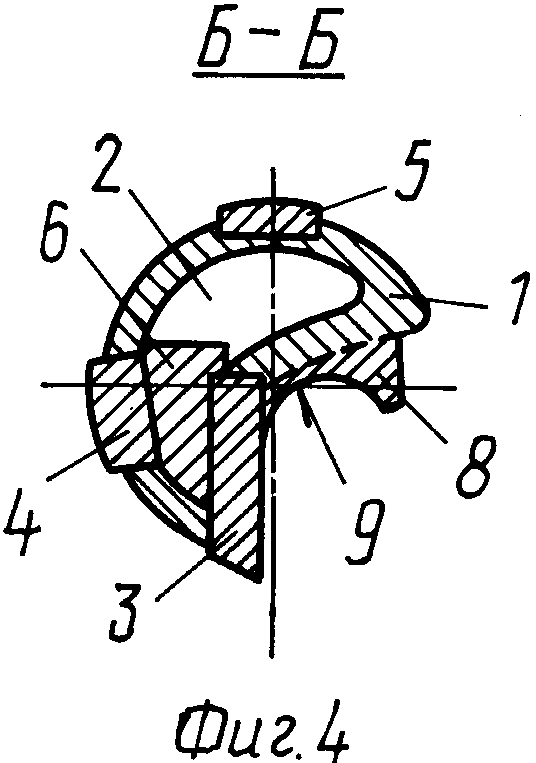
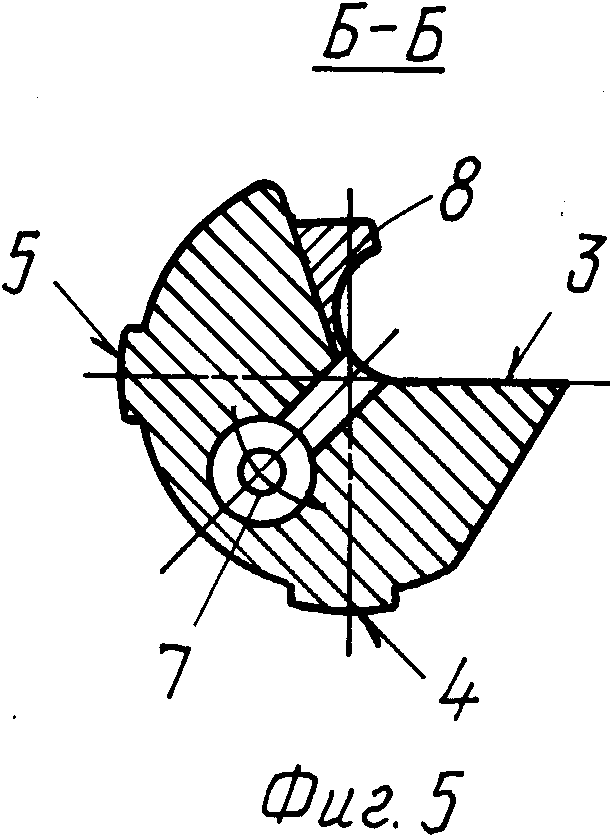
Сверло содержит (фиг. 1 и 2) стебель 1 в виде профилированной фасонной трубки, стенка которой образована плоскими частями 1"а" и 1"б", расположенными под углом друг к другу в нормальном сечении стебля 1 и образующими внешний канал (желоб) V-образной формы для отвода стружки (пульпы) из зоны резания, и цилиндрической частью 1"в" между наружными боковыми кромками указанных плоских частей. Внутренняя полость стебля 1, ограниченная поверхностями указанных частей стенки стебля 1, образует канал 2 для подвода СОЖ в зону резания. Рабочий конец стебля 1 заканчивается сверлильной головкой, содержащей (фиг.3 5) режущую пластину 3 и направляющие пластины 4 и 5. В показанном на фиг. 3 варианте конструкции сверлильной головки рабочий конец стебля 1 предварительно деформирован (обжат) под установку указанных пластин, а их крепление выполнено одним из известных способов пайкой, приваркой и т.п. В варианте конструкции сверлильной головки по фиг.4 для увеличения жесткости крепления элементов головки в канале 2 стебля 1 установлена усеченная сегментная вставка 6, жестко соединенная с частью 1"б" стенки стебля и примыкающей к ней частью 1"в", участки частей стенки стебля 1 под установку режущей 3 и направляющих пластин 4 и 5 удалены механической обработкой стебля 1, причем под установку режущей пластины 3 и направляющей пластины 4 на всю толщину стенки, и эти пластины прикреплены непосредственно к сегментной вставке 6 и к частям стенки стебля 1 по поверхностям их контакта. В варианте конструкции сверлильной головки по фиг.5, выполненной из монолитного сплава (или металлокерамики), режущей пластиной служит одна из плоских стенок, образующих внешний V-образный канал для отвода стружки (пульпы), совмещенный с V-образным каналом стебля 1, а направляющие пластины 4 и 5 выполнены в виде выступов. При этом для подвода СОЖ в зону резания в монолитной сверлильной головке выполнен канал 7 (сквозной, вдоль оси головки, или с пережимом).
Особенностью заявляемой конструкции сверла одностороннего резания является выступ 8, выполненный на смежной с режущей пластиной 3 стенке внешнего V-образного канала (желоба) вдоль режущей пластины 3 и на некотором удалении от нее, при этом плоскость режущей пластины 3 и обращенная к ней поверхность выступа 8 сопряжены между собой плавной криволинейной поверхностью 9, которая в нормальном сечении имеет форму части дуги окружности. Чтобы выступ 8 вписывался в сечение выполняемого в изделии отверстия и не касался его стенок, радиус R окружности в нормальном сечении поверхности 9 сопряжения указанных элементов не должен превышать 0,2 номинального диаметра сверла, а высота H выступа 8 может быть на 1,0 1,5 мм больше радиуса R для исключения истирания снимаемой при сверлении стружкой стенки стебля 1 и его ослабления. Однако для монолитной сверлильной головки последнее требование не обязательно образующие V-образный канал (желоб) поверхности выполнены в монолитной головке и некоторое их истирание стружкой не вызовет ослабление стебля 1.
Как было отмечено ранее, сверло одностороннего резания в соответствии с изобретением может быть изготовлено несколькими способами.
Стебель 1 сверла формируют из трубчатой заготовки по известной технологии с образованием внутреннего и внешнего V-образного каналов. При изготовлении сверлильной головки закреплением режущей 3 и направляющих пластин 4 и 5 на рабочем конце стебля 1 выполняют соответствующую обработку рабочего конца стебля 1 под их установку: обжатие стенки на конце стебля 1, как показано на фиг.3, или закрепление в канале 2 стебля 1 усеченной сегментной вставки 6 с удалением механической обработки соответствующих участков стенки стебля 1 под установку указанных пластин, как показано на фиг.4. При изготовлении сверлильной головки из монолитного сплава (фиг.5) на рабочем конце стебля 1 выполняют замок для установки и закрепления головки (не показан). После установки и закрепления на рабочем конце стебля 1 режущей 3 и направляющей пластин 4 и 5 или сверлильной головки из монолитного сплава на смежной с режущей пластиной 3 стенке V-образного внешнего канала выполняют выступ 8, составляющий основную особенность заявляемого сверла. Для этого в соответствии с первым способом изготовления сверла одностороннего резания по данному изобретению к стенкам V-образного внешнего канала (желоба) крепят, например пайкой, смежными гранями стержень 10 (фиг.6), имеющий в нормальном сечении форму четырехугольника, преимущественно параллелограмма, с углом между упомянутыми смежными (опорными) гранями, равным углу между стенками V-образного внешнего канала. При этом длина стержня 10 должна быть не меньше длины режущей пластины 3 или несколько больше. Затем соответствующей механической обработкой стержня 10 на смежной с режущей пластиной 3 стенке V-образного канала и на заданном удалении от пластины 3 выполняют выступ 8, показанный на фиг. 3 5, с обеспечением сопряжения плоскости пластины 3 и обращенной к ней поверхности выступа 8 плавной криволинейной поверхностью 9. Абсолютные значения величины R и H при выполнении выступа 8 определяются с учетом номинального диаметра сверла, свойств обрабатываемого материала и некоторых параметров технологического процесса в пределах рекомендованных выше значений. После выполнения указанного выступа 8 осуществляют доводку основных элементов сверлильной головки, собранной со стеблем 1 сверла, до чистовых размеров. Целесообразно стержень 10 изготовить из износостойкого материала.
Особенность второго способа изготовления сверла одностороннего резания по изобретению состоит в том, что после аналогичной установки и закрепления на рабочем конце стебля 1 режущей 3 и направляющих пластин 4 и 5 или монолитной сверлильной головки, на смежную с режущей пластиной 3 стенку V-образного канала и частично на режущую пластину 3 наплавляют слой износостойкого материала необходимой толщины и ширины, по крайней мере на длину режущей пластины 3.
Сечение наплавленного слоя износостойкого материала может соответствовать сечению стержня 10 по фиг.6, но для уменьшения затрат, связанных с наплавкой и обработкой наплавленного металла, наплавка слоя износостойкого материала может быть выполнена переменной толщины, с учетом формы выступа 8 в нормальном сечении и припуска на механическую обработку.
После наплавки слоя износостойкого материала на смежной с режущей пластиной 3 стенке V-образного канала соответствующей механической обработкой наплавленного слоя по аналогии с обработкой стержня 10 при осуществлении предыдущего способа выполняют выступ 8, показанный на фиг.3 5, с последующей доводкой основных элементов сверлильной головки, собранной со стеблям 1 сверла, до чистовых размеров.
Третий способ изготовления сверла одностороннего резания по изобретению касается частного случая выполнения сверлильной головки монолитной из износостойкого материала. Особенность его заключается в том, что выступ 8 выполняет на смежной с режущей пластиной 3 стенке V-образного внешнего канала в процессе изготовления сверлильной головки. Затем сверлильную головку закрепляют на рабочем конце сформированного фасонного стебля 1 после предварительной его подготовки-выполнения замка на рабочем конце и осуществляют доводку элементов сверлильной головки до чистовых размеров в собранном со стеблем 1 виде.
Работа сверла одностороннего резания по изобретению практически не отличается от работы аналогичных сверл с внутренним подводом СОЖ и отводом пульпы (СОЖ и стружки) из зоны резания по V-образному внешнему каналу (желобу). Основная особенность заявляемого сверла форма и расположение выступа 8 определяет особенность образования стружки. При выполнении отверстия в обрабатываемом изделии стружка, снимаемая режущей кромкой пластины 3, смещается перпендикулярно режущей кромке по передней поверхности пластины 3 к выступу 8 и поступает под углом в канавку перед выступом 8, образованную поверхностью 9 сопряжения плоскости режущей пластины 3 и обращенной к ней поверхности выступа 8. В этой канавке и происходит формирование спирали из ленты срезаемого слоя металла, которая продвигается по канавке в пределах выступа 8 и далее попадает в V-образный канал стебля 1 сверла. Радиус R окружности в нормальном сечении поверхности 9 сопряжения плоскости режущей пластины 3 и обращенной к ней поверхности выступа 8 не только определяет размер (диаметр) образующейся из стружки спирали, но и существенно влияет на внутренние напряжения, образующиеся в материале спирали при ее формировании: чем меньше диаметр спирали, тем выше внутренние напряжения и хрупкость спирали. Под действием внутренних напряжений и потока отводимой СОЖ, который активнее воздействует на спираль, чем на плоскую или гофрированную полосу стружки, излом спирали происходит если не в пределах канавки, образованной выступом 8, то при выходе стружки в более свободный V-образный канал стебля 1, в котором под действием центробежных сил происходит отклонение спирали к периферии и дополнительные ее колебания. Обломки спирали увлекаются потоком отводимой СОЖ и по V-образному каналу стебля 1 выводятся из выполняемого отверстия в приемник пульпы установки для глубокого сверления и легко удаляются. Кроме того, находящиеся в V-образном канале стебля мелкие обломки стружки в форме спирали имеют меньшую вероятность попасть в зазор между стеблем 1 и стенкой выполняемого в изделии отверстия, заклиниваться в нем и вызывать нежелательное воздействие на поверхность стенки выполняемого отверстия.
Эта особенность заявляемого сверла повышает эффективность удаления стружки из зоны резания и качество выполняемых в изделии отверстий. Первое обстоятельство имеет большое значение для установок с вертикальным расположением сверла, а второе повышает качество изготовления изделий и надежности их в эксплуатации.
Опытно-промышленная эксплуатация заявляемого сверла одностороннего резания в процессе изготовления оборудования для АЭС подтверждает его высокую эффективность и значительное улучшение качества поверхности выполняемых отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2068321C1 |
| СПОСОБ ОХЛАЖДЕНИЯ РЕЖУЩЕЙ ЧАСТИ СВЕРЛА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ И СВЕРЛО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156180C2 |
| ИНСТРУМЕНТ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2120358C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1997 |
|
RU2118234C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1996 |
|
RU2105639C1 |
| НАПРАВЛЯЮЩАЯ ВТУЛКА | 1995 |
|
RU2098236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕЙ ВТУЛКИ | 1995 |
|
RU2096138C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| НАПРАВЛЯЮЩАЯ ВТУЛКА | 1995 |
|
RU2104128C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169059C2 |


Использование: режущий инструмент, сверла одностороннего резания для выполнения глубоких отверстий в металле. Сущность изобретения: сверло содержит стебель в виде профилированной фасонной трубки с внутренним каналом для подачи СОЖ и внешним V-образным каналом для отвода стружки и сверлильную головку, смежная с режущей пластиной стенка V-образного канала которой имеет продольный выступ, расположенный на удалении от режущей пластины и сопряженный с ее передней поверхностью другой окружности, при этом высота выступа на 1,0-1,5 мм превышает радиус упомянутой окружности. Сущность изобретения в части способа: указанный выступ выполняют путем присоединения к смежным стенкам V-образного внешнего канала сверлильной головки стержня, имеющего в нормальном сечении форму четырехугольника с последующей механической обработкой. Выступ может быть также получен путем наплавки слоя износостойкого материала с последующей механической обработкой. 3 с. и 7 з.п.ф-лы, 6 ил.
| US, патент, 4395169, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

