Изобретение относится к сварочному производству и может быть использовано в машиностроении.
Цель изобретения - расширение области применения, плавная регулировка режима сварки, снижение потребляемой мощности, повышение быстродействия, надежности и долговечности,
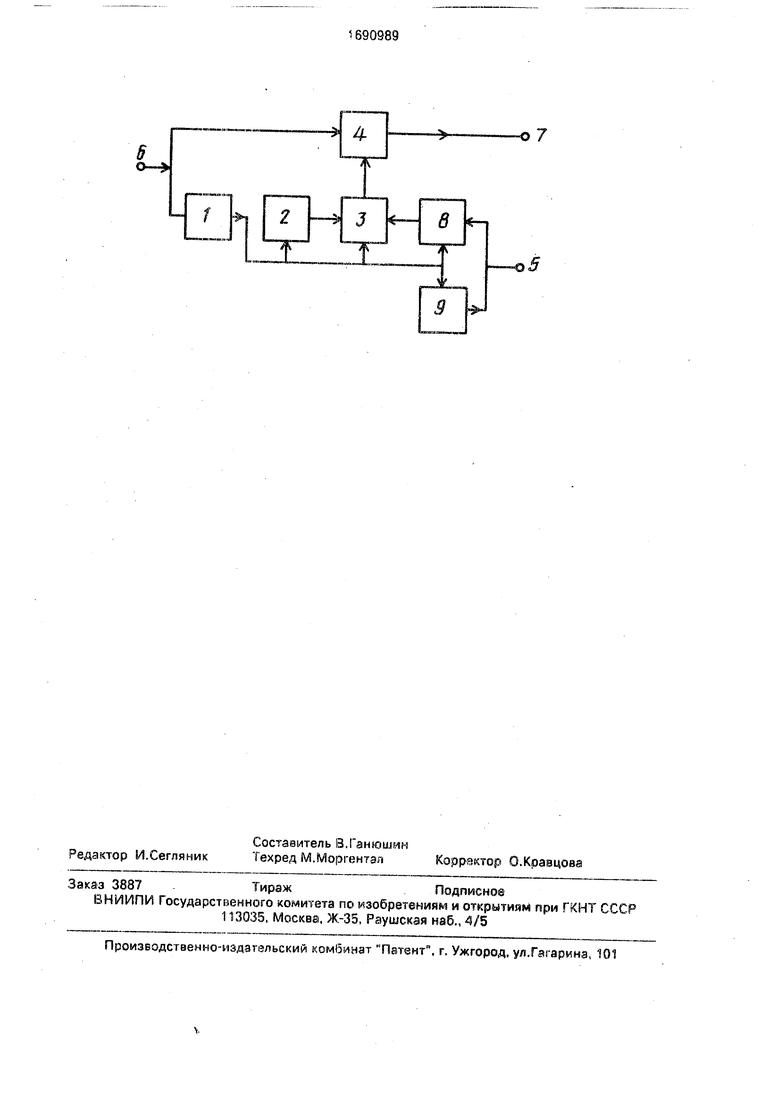
На чертеже показано устройство для автоматического включения и выключения сварочного источника питания (функциональная блок-схема).
Устройство для автоматического включения и выключения сварочного источника питания состоит из блока питания 1, схемы задержки времени 2, схемы управления 3, электронного переключателя 4, клемм 5, 6, 7. схемы НЕ (логического отрицания, инверсирования) 8 и высокочастотного генератора 9 .
Вход блока питания 1, а также вход электронного переключателя 4 соединены параллельно с клеммами 6 силовой электрической сети. Выход блока питания 1 соединен с клеммами питания схемы задержки времени 2, схемы управления 3, схемы НЕ 8 и высокочастотного генератора 9. Выход электронного переключателя 4 соединен с клеммами 7. Схема задержки времени 2 подключена к выходному каскаду схемы управления 3. Вход схемы управления 3 соединен с выходом схемы НЕ 8. Выход схемы управления 3 соединен с управляющими электродами электронного переключателя 4. Вход схемы НЕ 8 и выход высокочастотного генератора 9 соединены параллельно
О
о о ю
00
о
через разделительные конденсаторы с клеммой 5.
Блок питания 1 представляет собой понижающий трансформатор и мостовую схему выпрямления и предназначен для питания всех схем и блоков устройства.
Схема задержки времени 2 состоит из конденсатора и регулируемого сопротивления и соединена с выходным трансформатором последнего каскада схемы управления 3. Величины сопротивления и емкости конденсатора обусловливают необходимое время задержки отключения сварочного источника.
Схема управления 3 представляет собой схему фазового управления тиристорами и обеспечивает формирование импульсов необходимой величины и возможность регулирования их фазы для управления силовыми тиристорами электронного переключателя 4,
Электронный переключатель 4 собран на силовых тиристорах по схеме встречно- параллельного включения и предназначен для подключения и отключения от сети сварочного источника питания. Если сварочный источник питания однофазный, то в фазу включается два встречно-параллельно соединенных тиристора электронного переключателя, которые рясчитаны на пропускание максимального тока при нагрузке и действующем сетевом напряжении. Если же сварочный источник питания имеет трехфазное питание, то еще одна такая же пара тиристоров включается во вторую фазу, а третий фазный провод соединяется непосредственно со сварочным источником питания.
Клеммы 5 служат для соединения входа схемы НЕ 8 и выхода высокочастотного генератора 9 с выходными клеммами источника питания, а значит и со сварочным электродом и свариваемой деталью.
Клеммы 6 служат для подключения к силовой сети блока питания 1 ч электронного переключателя 4 устройства.
Клеммы 7 предназначены для подачи сетевого напряжения с выхода электронного переключателя 4 на вход сварочного источника питания.
Схема НЕ 8, собранная на одном транзисторе, обеспечивает правильное функционирование устройства в зависимости от наличия или отсутствия сигнала управления - пилообразного высокочастотного напряжения на выходных клеммах сварочного источника питания. Вход схемы НЕ 8 защищен от попадания сварочного напряжения с выхода источника питания разделительными
конденсаторами, пропускающими только высокочастотный сигнал управления.
Высокочастотный генератор 9 представляет собой генератор пилообразного
напряжения, вырабатывающий импульсы частотой 30 - 150 кГц. Применение высокочастотного генератора именно пилообразного напряжения обусловлено только простотой его конструкции, стабильностью
0 и надежностью в работе. Нижний предел по частоте обусловлен величиной индуктивного сопротивления сварочного источника питания, а верхний - необходимостью исключить работу генератора в диапазоне
5 радиочастот и создания радиопомех. Амплитуда пилообразного напряжения выбрана ii3 расчета создания падения напряжения на индуктивном сопротивлении сварочного источника питания (а значит- на его выход0 ных клеммах) достаточного для срабатывания схемы НЕ 8. Разделительный конденсатор, рассчитанный на пропускание только высокочастотных импульсов, защищает выход генератора от низкочастотного
5 напряжения с выходных клемм сварочного источника питания.
Устройство работает следующим образом.
При включении а сеть напряжение подз0 ется на электронный переключатель и блок питания. Так как силовые тиристоры электронного переключателя находятся в запертом состоянии (напряжение на управляющие электроды не подается), то сварочный
5 источник питания остается выключенным, Напряжение с блока питания подается на все схемы и блоки устройства. Высокочастотный генератор вырабатывает пилообразные импульсы, которые создают на
0 индуктивном сопротивлении сварочного источника питания падение напряжения. Оно подается на вход схемы НЕ, ка выходе которой напряжение будет отсутствовать, а значит соединенная с ней схема управления не
5 будет вырабатывать импульсы управления и поэтому силовые тиристоры электронного переключателя будут заперты. Конденсатор схемы .задержки времени практически мгновенно заряжается при включении устройст0 ва из-за низкого сопротивления его зарядной цапи м схема задержки времени будет готова к работе,
При контакте электрода с деталью сигнал высокочастотного генератора идет че5 рез низкое сопротивление контакта, не создавая существенного падения напряжения. На вход схемы НЕ не поступает напряжение, а значит на ее выходе появляется напряжение, включающее схему управле- шя. Выработанные схемой управления импульсы открывают силовые тиристоры электронного переключателя и сетевое напряжение подается на сварочный источник питания, включая его. При отводе электрода от детали возбуждается сварочная дуга, че- рез которую по-прежнему замыкается выход высокочастотного генератора и сварочный источник питания остается включенным. Если при отводе электрода от детали дуга не возбудится или возбудится и будет оборвана, то разряд конденсатора схемы задержки времени будет обеспечивать работу схемы управления, а значит и поддерживать сварочный источник питания включенным заданное время и можно вновь возбудить дугу и продолжать сварку. Время задержки выключения источника питания можно регулировать, изменяя величину сопротивления в цепи разрядки конденсатора схемы задержки времени. Так как схема уп- равления позволяет (при помощи потенциометра) регулировать фазу подачи импульсов, а тем самым изменять фазу включения силовых тиристоров, то имеется возможность плавно регулировать режим сварки.
При окончании сварки или длительном перерыве электрода отводится от детали и обрывается сварочная дуга. Импульсы высокочастотного генератора (как и при вклю- чении напряжения сета в начале работы) создают падение напряжения на индуктивном сопротивлении источника питания, которое подается на вход схемы НЕ. На выходе схемы НЕ исчезает напряжение и схема управления после заданной задержки времени перестает подавать импульсы управления на силовые тиристоры электронного переключателя. Тиристоры закрываются и сварочный источник питания отключается от сети. Устройство придет в исходное состояние. При необходимости возобновить работу необходимо, как и ранее, замкнуть электрод на изделие, сварочный источник питания включится и отводя электрод можно возбудить сварочную дугу.
По сравнению с известным данное устройство имеет широкую область применения, ввиду того, что может использоваться для автоматического включения и выключе- ния сварочных источников как переменного, так и постоянного тока (сварочных трансформаторов, выпрямителей, генераторов), так как высокочастотный генератор при включении сварочного источника пита- ния замыкается через низкоомную цепь электрод-деталь или злектрод-дуга-деталь, а при выключении - создает падение напряжения (являющегося сигналом управления) на высоком индуктивном сопротивлении, которым обладают все сварочные источники питания и их род тока не имеет значения (переменный низкочастотный или постоянный сварочный ток и напряжение разделительными конденсаторами в схемы устройства не пропускаются и в создании сигнала управления не участвуют),
Использование в устройстве электронного переключателя на тиристорах позволяет плавно регулировать режим сварки за счет изменения фазы подачи импульсов управления при изменении величины регулируемого сопротивления в схеме управления. Кроме того, применение электронного переключателя обуславливают его высокие быстродействие, надежность, долговечность. Быстродействие устройства повышается также за счет мгновенного срабатывания устройства при первом же контакте электрода с деталью. Высокое быстродействие и отсутствие задержки времени при включении снижают потребляемую сварочным источником питания на холостом ходу мощность.
Формула изобретения Усгоойство для автоматического включения и выключения сварочного источника питакия, состоящее из блока питания, схемы задержки времени, схемы управления электронного переключателя и высокочастотного генератора, при этом вход блока питания и вход электронного переключателя соединены параллельно с клеммами силовой электрической сети, выход блока питания соединен с клеммами питания, схемы управления и высокочастотного генератора, выход электронного переключателя соединен с входом сварочного источника питания, выход схемы управления соединен с управляющими электродами электронного переключателя, отличающееся тем, что, с целью расширения области применения, плавной регулировки режима сварки, снижения потребляемой мощности, повышения быстродействия, надежности и долговечности, оно снабжено схемой НЕ, причем выход блока питания дополнительно соединен с клеммами питания схемы задержки времени и схем НЕ, схема задержки времени соединена со схемой управления, вход схемы управления соединен с выходом схемы НЕ, а вход схемы НЕ и выход высокочастотного генератора соединены параллельно с выходом сварочного источника питания.
5
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049612C1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Устройство для управления источником питания сварочной дуги | 1985 |
|
SU1320027A1 |
| Генератор импульсов сварочного тока | 1984 |
|
SU1337212A1 |
| Устройство для питания газоразрядной лампы | 1981 |
|
SU995391A1 |
| Устройство для определения динамической термостойкости тиристоров | 1980 |
|
SU883808A1 |
| СПОСОБ ПИТАНИЯ ЭЛЕКТРОФИЛЬТРА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2207191C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ КОНТАКТНОЙ СВАРКИ | 2008 |
|
RU2389590C2 |
Изобретение относится к сварочному производству и может быть использовано в машиностроении. Цель изобретения - расширение области применения, плавная регулировка режима сварки, снижение потребляемой мощности, повышение быстродействия, надежности и долговечности. Устройство состоит из блока питания, схемы задержки времени, схемы управления, высокочастотного генератора, схемы НЕ и электронного переключателя. При контакте электрода с деталью сигнал высокочастотного генератора идет через низкое сопротивление контакта, не создавая существенного падения напряжения. На вход схемы НЕ не поступает напряжение, а значит на ее «уходе появляется напряжение, включающее схему управления. Выработанные схемой управления импульсы открывают силовые тиристоры электронного переключателя и сетевое напряжение подается на сварочным источник питания, включая его. Изобретение может использоваться для автоматического включения и выключения сварочных источников как переменного, так и пocтoя ного тока. 1 ил. (Л С
| Устройство для снижения напряжения холостого хода сварочных трансформаторов | 1975 |
|
SU538845A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
