рочного тока к моменту разрыва перемычки, и третьим входом датчика непрерывного контроля размеров перемычки, третий выход которого соединен с третьими выходами блока задержки, определяющего длительность дозирования энергии плавления электрода, и блока задержки, определяющего паузу в протекании сварочного тока к
моменту разрыва перемычки, и входом блока задержки, задающего эталонную длительность паузы перед коротким замыканием, четвертый и пятый выходы датчика непрерывного контроля размеров перемычки соединены соответственно с третьим и четвертыми входами блока разрешения включений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1371821A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1980 |
|
SU930824A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU1058170A1 |
| Датчик коротких замыканий дугового промежутка | 1983 |
|
SU1074675A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1098146A2 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1976 |
|
SU1058169A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1978 |
|
SU1098144A2 |
| Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1310140A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
1. Способ электродуговой сварки с короткими замыкания.ми дугового промежутка, при котором уменьшают величину сварочного тока перед коротким замыканием дугового промежутка и к мо.менту разрыва перемычки, отличающийся тем, что, с целью улучшения качества сварного соединения за счет улучшения формирования сварного шва при сварке в различных пространственных положениях, величину гшкового значения тока короткого замыкания выбирают обратно пропорционально длительности паузы перед коротким замыканием дугового промежутка. 2. Устройство для электродуговой сварки с короткими замыканиями дугового промежутка, содержашее сварочный источник питания, первый выход которого через сглаживаюп 1ий дроссель и тиристорный ключ с принудительной коммутацией, зашунтированный секционированным резистором, подключен к первой выходной клемме-устройства, другой выход сварочного источника питания соединен с вторым входом тиристорного ключа с принудительной коммутацией и второй выходной клеммой устройства, к выходным клеммам устройства подключены первый и второй входы схе.мы управления, выходы которой соединены с «5 входами тиристорного ключа с принудитель(Л ной коммутацией, схема управления выполнена на датчике непрерывного контроля с размеров перемычки, первый и второй входы которого соединены с входами схемы управления, а первый и второй входы датчика непрерывного контроля размеров перемычки соединены соответственно с входо.м блока задержки, определяюшего паузу в протекании сварочного тока к моменту разрыва перемычки и с входом блока за05 держки, определяюшего длительность доСХ) зирования энергии плавления электрода, к последнему подключен первый вы.ход блока со задержки, определяюшего паузу в протекании сварочного тока к моменту разрыва ремычки, отличающееся тем, что, в схему управления дополнительно введены последовательно соединенные блок задержки, задаюший эталонную длительность паузы перед коротким замыканием и блок разрешения включения, выходы которого соединены с выходами схемы управления, второй в.ход блока разрешения включения соединен с .первым выходом блока задержки, определяющего длительность дозирования энергии плавления электрода, второй выход которого соединен с вторым выходом блока задержки, определяюшего паузу в протекании сва
Изобретение относится к сварочному производству, а именно к сварке постоянным током с короткими замыканиями дугового промежутка.
Целью изобретения является улучшение качества сварного соединения за счет улучшения формирования сварного шва при сварке в различных пространственных положениях.
Поставленная цель достигается тем, что согласно способу электродуговой сварки с короткими замыканиями дугового промежутка, при котором уменьшают величину сварочного тока перед коротким замыканием дугового промежутка и к моменту разрыва перемычки, величину пикового значения тока короткого замыкания выбирают обратно пропорциональной длительности паузы перед коротким замыканием дугового промежутка.
В устройстве для реализации способа, содержащем сварочный источник питания, первый выход которого через сглаживающий дроссель и тиристорный ключ с принудительной коммутацией, зашунтированный секционированным резистором, подключен к первой выходной клемме устройства, другой выход сварочного источника питания соединен с вторым входом тиристорного ключа с принудительной коммутацией и второй выходной клеммой устройства, к выходным клеммам устройства подключены первый и второй входы схемы управления, выходы которой соединены с входами тиристорного ключа с принудительной коммутацией, схема управления выполнена на датчике непрерывного контроля размеров перемычки, первый и второй выходы которого соединены с входами схемы управления, а первый и второй выходы датчика непрерывного контроля размеров перемычки соединены соответственно с входом блока задержки,определяющего паузу в протекании сварочного тока к моменту разрыва перемычки и с входом блока задержки, определяющего длительность дозирования энергии плавления электрода, к последнему подключен первый
выход блока задержки, определяющего паузу в протекании сварочного тока к моменту разрыва перемычки, в схему управления дополнительно введены последовательно соединенные блок задержки, задающий эталонную длительность паузы перед коротким замыканием и блок разрешения включения, выходы которого соединены с выходами схемы управления, второй вход блока разрещения включения соединен с первым выходом блока задержки, определяющего длительность дозирования энергии плавления электрода, второй выход которого соединен с вторым выходом блока задержки, определяющего паузу в протекании сварочного
5 тока к моменту разрыва перемычки, и третьим входом датчика непрерывного контроля размеров перемычки, третий выход которого соединен с третьими выходами блока задержки определяющего длительность дозирования энергии плавления электрода и блока задержки, определяющего паузу и протекании сварочного тока к моменту разрыва перемычки, и входом блока задержки, задающего эталонную длительность паузы перед коротким замыканием, четвертый и
5 пятый выходы датчика непрерывного контроля размеров перемычки соединены соответственно с третьими и четвертым входами блока разрешения включений.
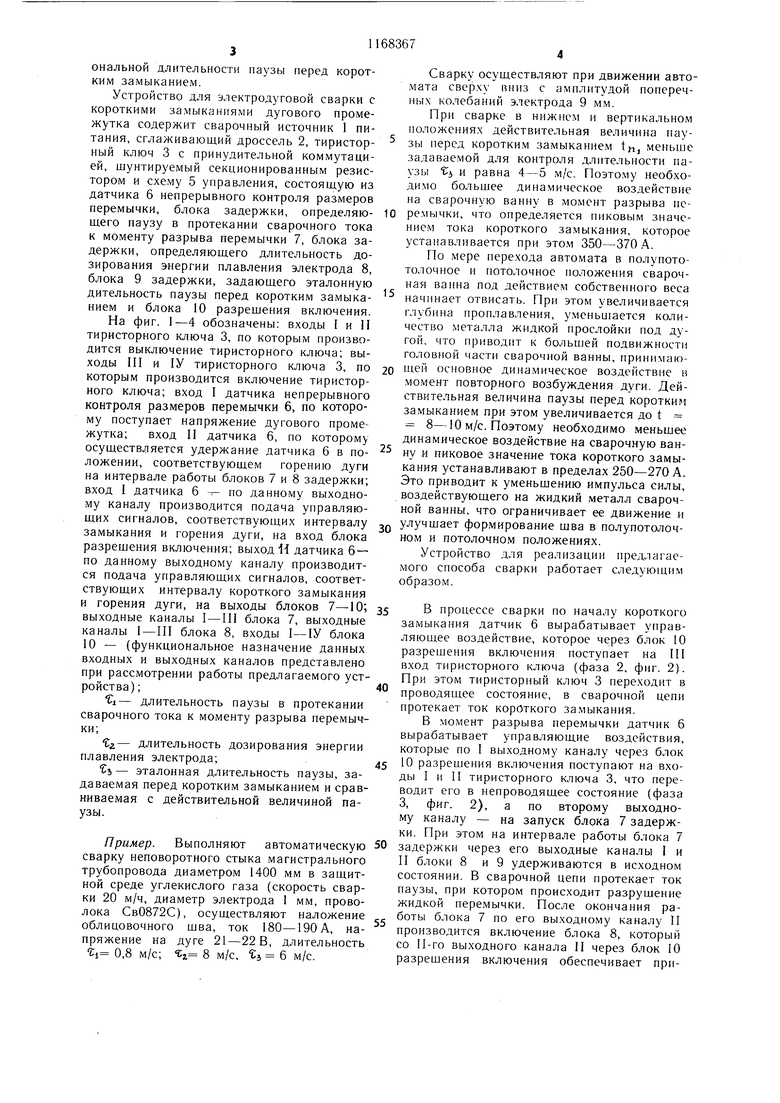
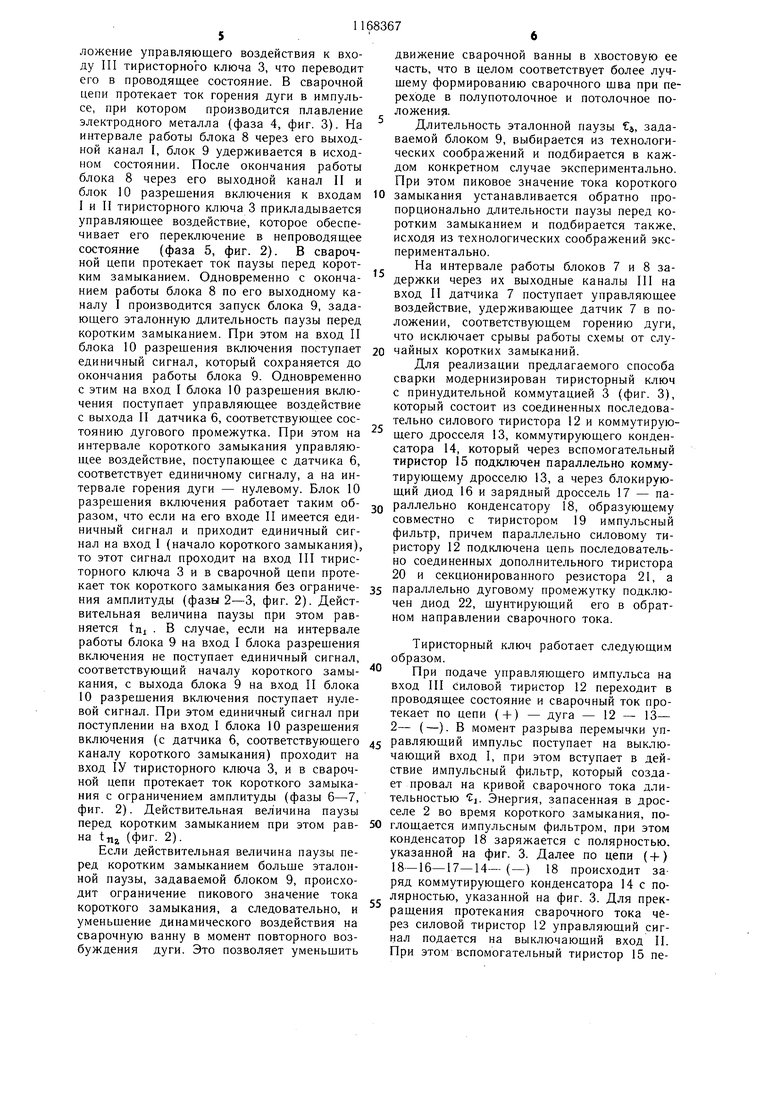
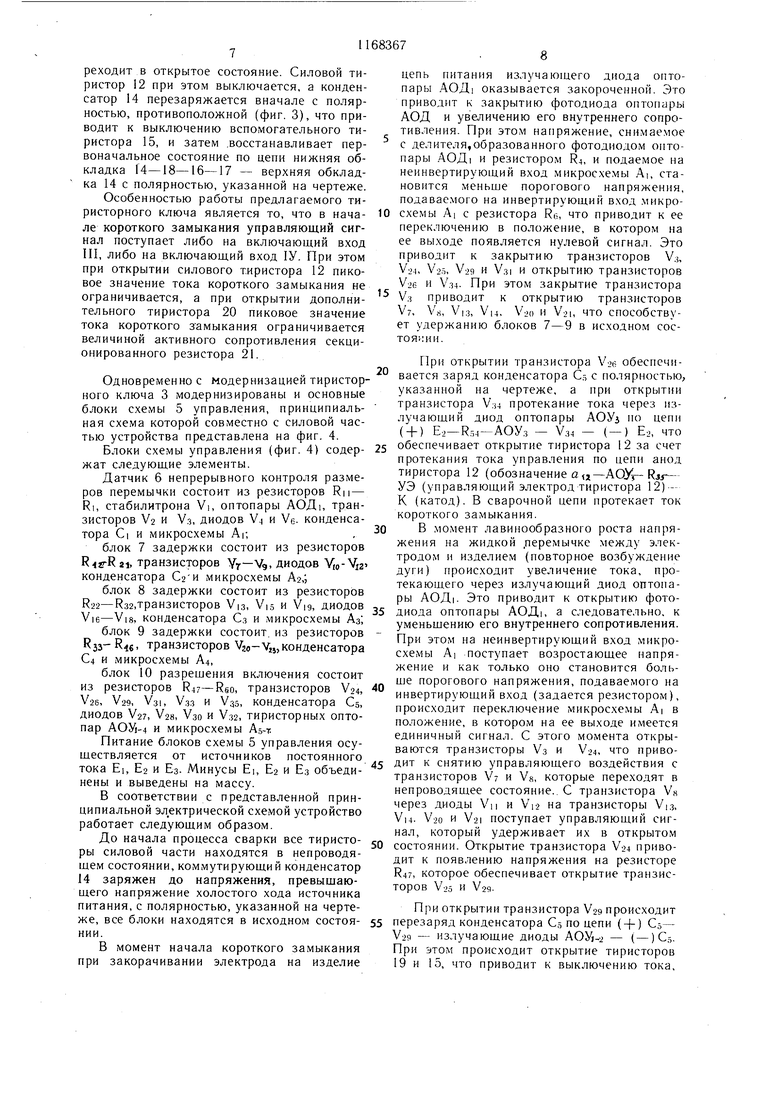
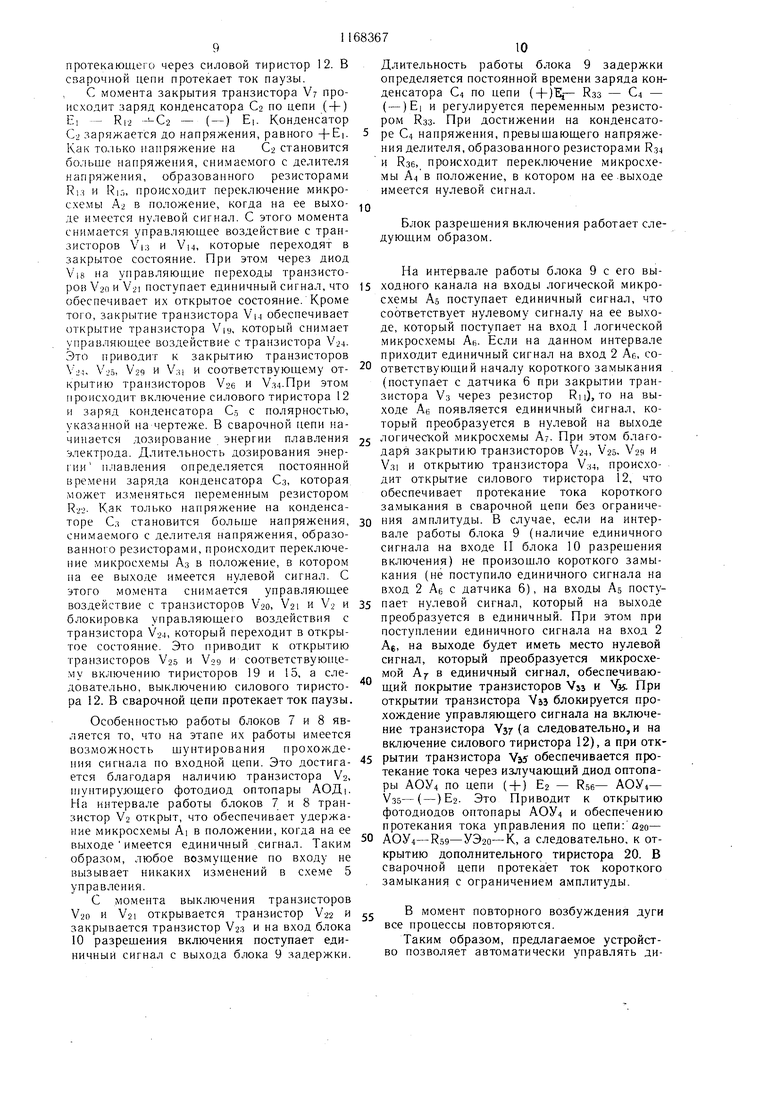
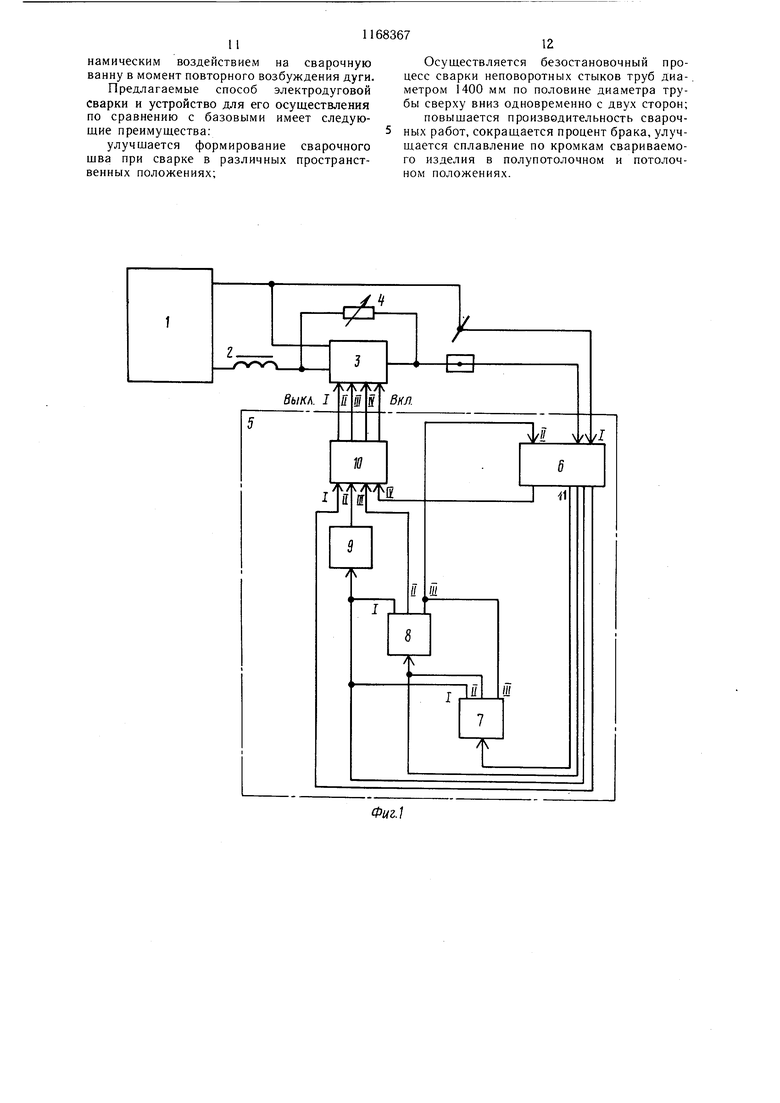
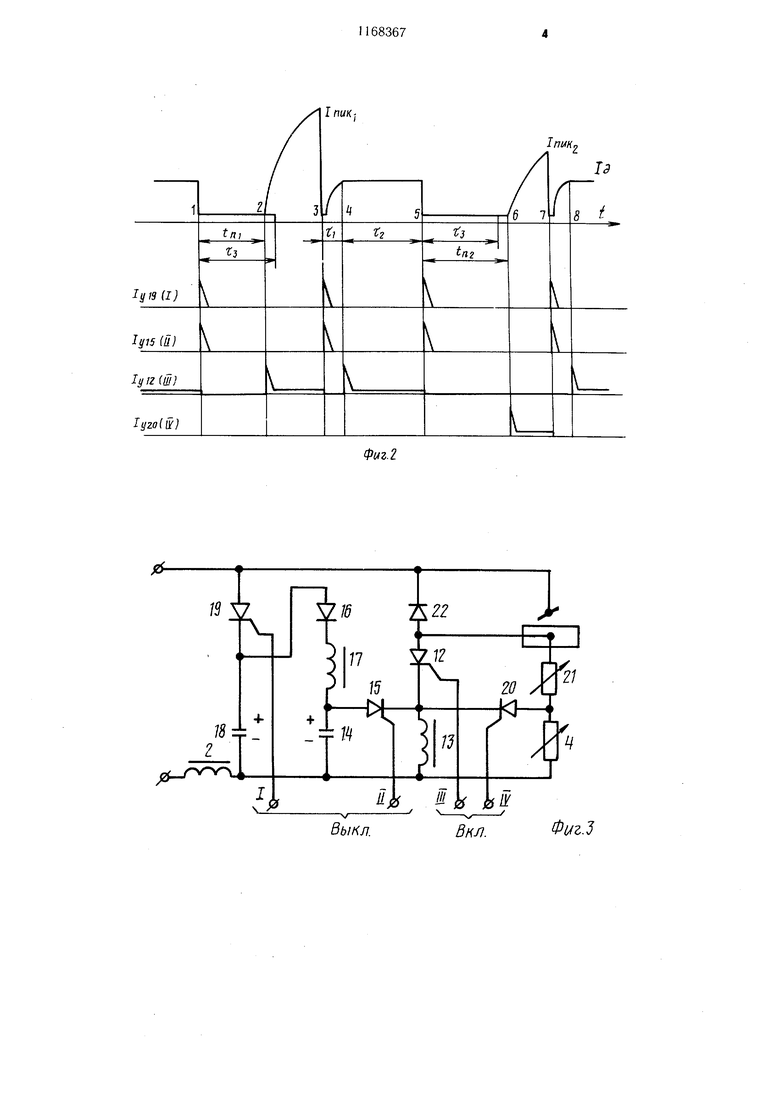
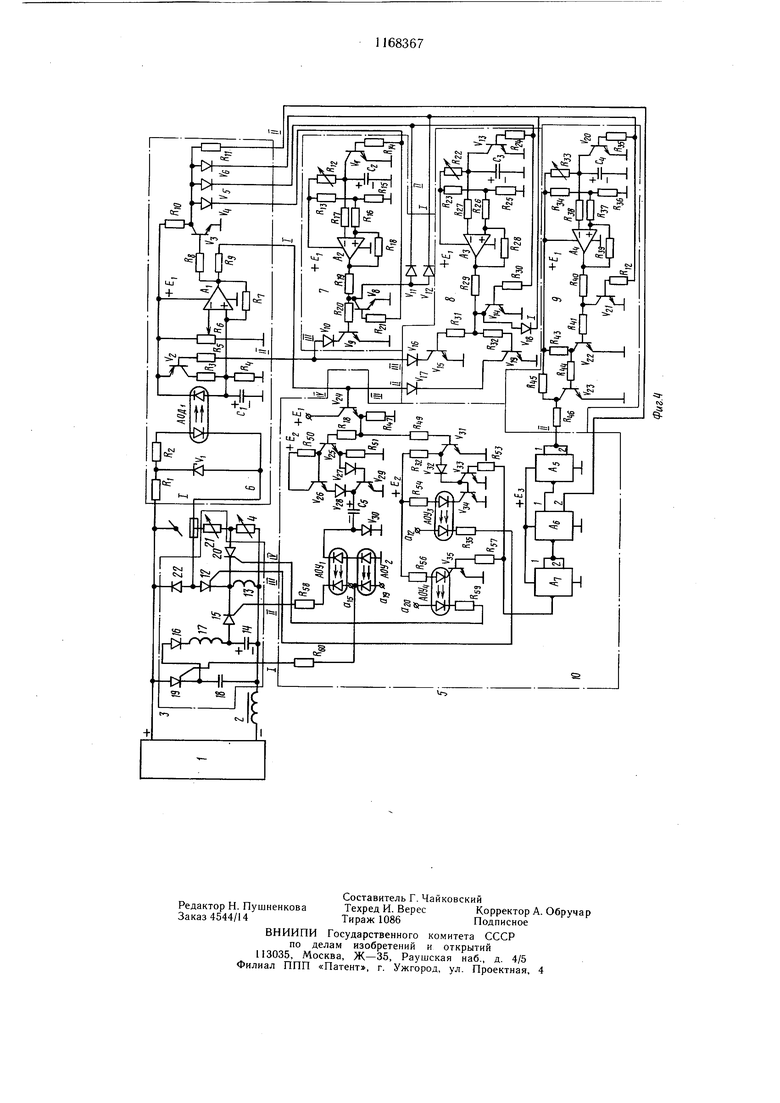
На фиг. 1 представлена блок-схема уст0 ройства; на фиг. 2 - циклограмма сварочного тока способа сварки и диаграммы входных сигналов тиристорного ключа 3; на фиг. 3 - схема тиристорного ключа с принудительной коммутацией; на фиг. 4 - принципиальная электрическая схема устройства.
Способ электродуговой сварки плавящимся электродом преимущественно с принудительными короткими замыканиями заключается в том, что уменьшают величину 40 тока к моменту разрыва перемычки и перед коротким замыканием, приче.м величину пикового значения тока короткого замыкания устанавливают обратно пропорциональнои длительности паузы перед коротким за.мыканием. Устройство для электродуговой сварки с короткими за.мыканиями дугового промежутка содержит сварочный источник 1 питания, сглаживающий дроссель 2, тиристорный ключ 3 с принудительной коммутацией, щунтируемый секционированным резистором и схему 5 управления, состоящую из датчика 6 непрерывного контроля размеров перемычки, блока задержки, определяющего паузу в протекании сварочного тока к моменту разрыва перемычки 7, блока задержки, определяющего длительность дозирования энергии плавления электрода 8, блока 9 задержки, задающего эталонную дительность паузы перед коротким замыканием и блока 10 разрещения включения. На фиг. I-4 обозначены: входы I и II тиристорного ключа 3, по которым производится выключение тиристорного ключа; выходы III и 1У тиристорного ключа 3, по которым производится включение тиристорного ключа; вход I датчика непрерывного контроля размеров перемычки 6, по которому поступает напряжение дугового промежутка; вход II датчика 6, по которому осуществляется удержание датчика 6 в положении, соответствующем горению дуги на интервале работы блоков 7 и 8 задержки; вход I датчика 6 - по данному выходному каналу производится подача управляющих сигналов, соответствующих интервалу замыкания и горения дуги, на вход блока разрешения включения; выход li датчика 6- по данному выходному каналу производится подача управляющих сигналов, соответствующих интервалу короткого замыкания и горения дуги, на выходы блоков 7-10; выходные каналы I-III блока 7, выходные каналы I-III блока 8, входы I-1У блока 10 - (функциональное назначение данных входных и выходных каналов представлено при рассмотрении работы предлагаемого устройства); Ci- длительность паузы в протекании сварочного тока к моменту разрыва перемычки;Тг- длительность дозирования энергии плавления электрода; Cj- эталонная длительность паузы, задаваемая перед коротким замыканием и сравниваемая с действительной величиной паузы. автоматическую Пример. Выполняют сварку неповоротного стыка магистрального трубопровода диаметром 1400 мм в защитной среде углекислого газа (скорость сварки 20 м/ч, диаметр электрода 1 мм, проволока Св0872С), осуществляют наложение облицовочного шва, ток 180-190 А, напряжение на дуге 21-22В, длительность Ci 0,8 м/с; 1 8 м/с, tj 6 м/с. Сварку осуществляют при движении автомата сверху вниз с амплитудой поперечных колебаний электрода 9 мм. При сварке в нижнем и вертикальном положениях действительная величина паузы перед коротким замыканием 1 меньше задаваемой для контроля длительности паузы Сз и равна 4-5 м/с. Поэтому необходимо большее динамическое воздействие на сварочную ванну в момент разрыва иеремычки, что определяется пиковым значением тока короткого замыкания, которое устанавливается при этом 350-370 А. По мере перехода автомата в полупототолочное и потолочное положения сварочная ванна под действием собственного веса начинает отвисать. При этом увеличивается глубина проплавления, уменьи1ается количество металла жидкой прослойки под дугой, что приводит к большей подвижности головной части сварочной ванны, принимаюш основное дина.мическое воздействие в .момент повторного возбуждения дуги. Действительная величина паузы перед коротким замыканием при этом увеличивается до t - 8-10 м/с. Поэтому необходимо меньшее динамическое воздействие на сварочную ванну и пиковое значение тока короткого замыкания устанавливают в пределах 250-270 А. Это приводит к уменьшению импульса силы, воздействующего на жидкий металл сварочной ванны, что ограничивает ее движение и улучшает формирование шва в полупотолочном и потолочном положениях, Устройство для реализации предлагаемого способа сварки работает следующим образом. В процессе сварки по началу короткого замыкания датчик 6 вырабатывает управляющее воздействие, которое через блок 10 разрешения включения поступает на III вход тиристорного ключа (фаза 2, фиг. 2). При этом тиристорный ключ 3 переходит в проводящее состояние, в сварочной цепи протекает ток короткого за.мыкания. В момент разрыва перемычки датчик 6 вырабатывает управляющие воздействия, которые по I выходному каналу через блок 10разрешения включения поступают на входы I и II тиристорного ключа 3, что переводит его в непроводящее состояние (фаза 3, фиг. 2), а по второму выходному каналу - на запуск блока 7 задержки. При этом на интервале работы блока 7 задержки через его выходные каналы I и 11блоки 8 и 9 удерживаются в исходном состоянии. В сварочной цепи протекает ток паузы, при котором происходит разрушение жидкой перемычки. После окончания работы блока 7 по его выходному каналу II производится включение блока 8, который со И-го выходного канала И через блок 10 разрешения включения обеспечивает приложение управляющего воздействия к входу III тиристорного ключа 3, что переводит его в проводящее состояние. В сварочной цепи протекает ток горения дуги в импульсе, при котором производится плавление электродного металла (фаза 4, фиг. 3). На интервале работы блока 8 через его выходной канал I, блок 9 удерживается в исходном состоянии. После окончания работы блока 8 через его выходной канал II и блок 10 разрещения включения к входам I и II тиристорного ключа 3 прикладывается управляющее воздействие, которое обеспечивает его переключение в непроводящее состояние (фаза 5, фиг. 2). В сварочной цепи протекает ток паузы перед коротким замыканием. Одновременно с окончанием работы блока 8 по его выходному каналу I производится запуск блока 9, задающего эталонную длительность паузы перед коротким замыканием. При этом на вход II блока 10 разрещения включения поступает единичный сигнал, который сохраняется до окончания работы блока 9. Одновременно с этим на вход I блока 10 разрещения включения поступает управляющее воздействие с выхода II датчика 6, соответствующее соетоянию дугового промежутка. При этом на интервале короткого замыкания управляющее воздействие, поступающее с датчика 6, соответствует единичному сигналу, а на интервале горения дуги - нулевому. Блок 10 разрещения включения работает таким образом, что если на его входе II имеется единичный сигнал и приходит единичный сигнал на вход (начало короткого замыкания), то этот сигнал проходит на вход III тиристорного ключа 3 и в сварочной цепи протекает ток короткого замыкания без ограничения амплитуды (фазы 2-3, фиг. 2). Деиствительная величина паузы при этом равняется tni . В случае, если на интервале работы блока 9 на вход I блока разрещения включения не поступает единичный сигнал, соответствующий началу короткого замыкания, с выхода блока 9 на вход И блока 10 разрещения включения поступает нулевой сигнал. При этом единичный сигнал при поступлении на вход I блока 10 разрещения включения (с датчика 6, соответствующего каналу короткого замыкания) проходит на вход 1У тиристорного ключа 3, и в сварочной цепи протекает ток короткого замыкания с ограничением амплитуды (фазы 6-7, фиг. 2). Действительная величина паузы перед коротким замыканием при этом равна tn (фиг. 2). Если действительная величина паузы перед коротким замыканием больще эталонной паузы, задаваемой блоком 9, происходит ограничение пикового значение тока короткого замыкания, а следовательно, и уменьщение динамического воздействия на сварочную ванну в момент повторного возбуждения дуги. Это позволяет уменьщить движение сварочной ванны в хвостовую ее часть, что в целом соответствует более лучщему формированию сварочного щва при переходе в полупотолочное и потолочное положения. Длительность эталонной паузы tj, задаваемой блоком 9, выбирается из технологических соображений и подбирается в каждом конкретном случае экспериментально. При этом пиковое значение тока короткого замыкания устанавливается обратно пропорционально длительности паузы перед коротким замыканием и подбирается также, исходя из технологических соображений экспериментально. На интервале работы блоков 7 и 8 задержки через их выходные каналы III на вход II датчика 7 поступает управляющее воздействие, удерживающее датчик 7 в положении, соответствующем горению дуги, что исключает срывы работы схемы от случайных коротких замыканий, Для реализации предлагаемого способа сварки модернизирован тиристорный ключ с принудительной коммутацией 3 (фиг. 3), который состоит из соединенных последовательно силового тиристора 12 и коммутирующего дросселя 13, коммутирующего конденсатора 14, который через вспомогательный тиристор 15 подключен параллельно коммутирующему дросселю 13, а через блокирующий диод 16 и зарядный дроссель 17 - параллельно конденсатору 18, образующему совместно с тиристором 19 импульсный фильтр, причем параллельно силовому тиристору 12 подключена цепь последовательно соединенных дополнительного тиристора 20 и секционированного резистора 21, а параллельно дуговому промежутку подключен диод 22, щунтирующий его в обратном направлении сварочного тока. Тиристорный ключ работает следующим образом. При подаче управляющего импульса на вход III силовой тиристор 12 переходит в проводящее состояние и сварочный ток протекает по цепи ( + ) - дуга - 12 - 13- 2- (-). В момент разрыва перемычки управляющий импульс поступает на выключающий вход I, при этом вступает в действие импульсный фильтр, который создает провал на кривой сварочного тока длительпостью Jj. Энергия, запасенная в дросселе 2 во время короткого замыкания, поглощается импульсным фильтром, при этом конденсатор 18 заряжается с полярностью. указанной на фиг. 3. Далее по цепи (-f) 18-16-17-14- (-) 18 происходит заряд коммутирующего конденсатора 14 с полярностью, указанной па фиг. 3. Для прекращения протекания сварочного тока через силовой тиристор 12 управляющий сигнал подается на выключающий вход II. При этом вспомогательный тиристор 15 переходит в открытое состояние. Силовой тиристор 12 при этом выключается, а конденсатор 14 перезаряжается вначале с полярностью, противоположной (фиг. 3), что приводит к выключению вспомогательного тиристора 15, и затем .восстанавливает первоначальное состояние по цепи нижняя обкладка 14-18-16-17 - верхняя обкладка 14 с полярностью, указанной на чертеже. Особенностью работы предлагаемого тиристорного ключа является то, что в начале короткого замыкания управляющий сигнал поступает либо на включающий вход III, либо на включающий вход 1У. При этом при открытии силового тиристора 12 пиковое значение тока короткого замыкания не ограничивается, а при открытии дополнительного тиристора 20 пиковое значение тока короткого замыкания ограничивается величиной активного сопротивления секционированного резистора 21. Одновременно с модернизацией тиристорного ключа 3 модернизированы и основные блоки схемы 5 управления, принципиальная схема которой совместно с силовой частью устройства представлена на фиг. 4. Блоки схемы управления (фиг. 4) содержат следующие элементы. Датчик 6 непрерывного контроля размеров перемычки состоит из резисторов Rn - Ri, стабилитрона Vi, оптопары АОДи транзисторов V2 и V.3, диодов V4 и Ve. конденсатора С| и микросхемы Аг, блок 7 задержки состоит из резисторов , транзисторов , диодов Ую-Ча конденсатора €2и микросхемы А2,; блок 8 задержки состоит из резисторов I-.г-.л гt гт г R22-R32,TpaH3HCTOpOB Vi3, V,5 и V,9, диодов Vi6-Vi8, конденсатора Сз и микросхемы Аз; блок 9 задержки состоит, из резисторов Кзз-К«. транзисторов Vjo-V,,,конденсатора С4 И микросхемы А4, блок 10 разрешения включения состоит из резисторов R47-Rso, транзисторов 24, V26, V29, Vsi, УЗЗ и УЗЗ, конденсатора Cs, диодов V27, V28, Узо И Уз2, ТИрИСТОрНЫХ ОПТОпар АОУ1-4 и микросхемы AS-T Питание блоков схемы 5 управления осуществляется от источников постоянного тока EI, Е2 и ЕЗ. Минусы EI, Е2 и Ез объединены и выведены на массу. В соответствии с представленной принципиальной электрической схемой устройство работает следующим образом. До начала процесса сварки все тиристоры силовой части находятся в непроводящем состоянии, коммутирующий конденсатор 14 заряжен до напряжения, превыщающего напряжение холостого хода источника питания, с полярностью, указанной на чертеже, все блоки находятся в исходном состоянии. В момент начала короткого замыкания при закорачивании электрода на изделие цепь питания излучающего диода оптопары АОД; оказывается закороченной. Это приводит к закрытию фотодиода оптопуры АОД и увеличению его внутреннего сопротивления. При этом напряжение, снимаемое с делителя,образованного фотодиодом оптопары .АОД и резистором R4, и подаемое на неинвертирующий вход микросхемы AI, становится меньше порогового напряжения, подаваемого на инвертирующий вход микросхемы AI с резистора Ro, что приводит к ее переключению в положение, в котором на ее выходе появляется нулевой сигнал. Это приводит к закрытию транзисторов V.j, V2.b V2.5, V29 и V.3i и открытию транзисторов V2fi и V.34. При этом закрытие транзистора V.i приводит к открытию транзисторов V, А, Vi:j, Vi4. -2п и V2I, что способствует удержанию блоков 7-9 в исходном состоя-г;ии. При открытии транзистора V2(; обеспечивается заряд конденсатора Сз с полярностью, указанной на чертеже, а при открытии транзистора V,t4 протекание тока через излучающий диод оптопары АОУз по цепи (-f) E2-R54-АОУз - Уз4 - ( -) Е2, что обеспечивает открытие тиристора 12 за счет протекания тока управления по цепи анод тиристора 12 (обозначение а j-AO.y Rjr- УЭ (управляющий электрод тиристора 12) - К (катод). В сварочной цепи протекает ток короткого замыкания. В момент лавинообразного роста напряжения на жидкой .перемычке между электродом и изделием (повторное возбуждение дуги) происходит увеличение тока, протекающего через излучающий диод оптопары АОД|. Это приводит к открытию фото; дд оптопары АОД,, а следовательно, к I/ - /-Ц - llMriLJky l,1 I 1 LJ UI I I t ч« I x. уменьшению его внутреннего сопротивления. При этом на неинвертирующий вход микросхемы AI поступает возростающее напряжение и как только оно становится больше порогового напряжения, подаваемого на инвертирующий вход (задается резистором), происходит переключение микросхемы AI в положение, в котором на ее выходе имеется единичный сигнал. С этого момента открываются транзисторы УЗ и У24, что приводит к снятию управляющего воздействия с транзисторов V- и Ув, которые переходят в непроводящее состояние.. С транзистора Ув через диоды Уп и Ур на транзисторы У|.з, У|4. У20 и У21 поступает управляющий сигнал, который удерживает их в открытом состоянии. Открытие транзистора У24 приводит к появлению напряжения на резисторе R47, которое обеспечивает открытие транзисторов У25 и У29. При открытии транзистора У29 происходит перезаряд конденсатора Со по цепи ( + ) Со- У29 - излучающие диоды АОУ)-2 - {-) Сз. При этом происходит открытие тиристоров 19 и 15, что приводит к выключению тока. протекающего через силовой тиристор 12. В сзарочной цепи протекает ток паузы. С момента закрытия транзистора V происходит заряд конденсатора Со по цепи ( + ) EI - Ri-2 --€2 -- ( - ) ЕЬ Конденсатор С- заряжается до напряжения, равного +E|. Как только напряжение на Са становится больше напряжения, снимаемого с делителя напряжения, образованного резисторами Ri.i и Ri3, проис.чодит переключение микросхемы А-2 в положение, когда на ее выходе имеется нулевой сигнал. С этого момента снимается управляющее воздействие с транзисторов Vi3 и Vi4, которые переходят в закрытое состояние. При этом через диод Vi8 на управляющие переходы транзисторов 2оиУ21 поступает единичный сигнал, что обеспечивает их открытое состояние. Кроме того, закрытие транзистора V. обеспечивает открытие транзистора Vi9, который снимает управляющее воздействие с транзистора 34. Это приводит к закрытию транзисторов :,, Vrs, V29 и V:u и соответствующему открытию транзисторов V26 и Уз4.При этом происходит включение силового тиристора 12 и заряд конденсатора С. с полярностью, указанной на чертеже. В сварочной цепи начинается дозирование энергии плавления электрода. Длительность дозирования энерIt ПО1./-ГТЛП in П n и-г о 1U игчг-г U пгчоиг г оаииа liuon. 1ии плавления определяется постоянной времени заряда конденсатора Сз, которая может изменяться переменным резистором R22. Как только напряжение на конденсаторе Сз становится больше напряжения, снимаемого с делителя напряжения, образованного резисторами, происходит переключение микросхемы АЗ в положение, в котором на ее выходе имеется нулевой сигнал. С этого момента снимается управляющее воздействие с транзисторов 20, V2i и 2 и блокировка управляющего воздействия с транзистора V24, который переходит в открытое состояние. Это приводит к открытию транзисторов V-2b и 29 и соответствуюп1е.му включению тиристоров 19 и 15, а еледовательно, выключению силового тиристора 12. В сварочной цепи протекает ток паузы. Особенностью работы блоков 7 и 8 является то, что на этапе их работы имеется возможность щунтирования прохождепия сигнала по входной цепи. Это достигается благодаря наличию транзистора V,, шуптирующего фотодиод оптопары АОДь На интервале работы блоков 7 и 8 транзистор V2 открыт, что обеспечивает удержакие микросхемы А, в положении, когда на ее выходе имеется единичный сигнал. Таким образим, любое возмущение по входу не вызывает никаких изменений в схе.ме 5 управления. С момента выключения транзисторов V20 и V21 открывается транзистор V22 закрывается транзистор 23 и на вход блока 10 разрещения включения поступает единичный сигнал с выхода блока 9 задержки. Длительность работы блока 9 задержки определяется постоянной времени заряда конденсатора €4 по цепи (+)Е,- R.33 - С - (- )Е| и регулируется пере.менным резистором R:j3. При достижении на конденсаторе С4 напряжения, превышающего напряжения делителя, образованного резисторами R34 и R36, происходит переключение микросхемы А4 в положение, в котором на ее .выходе имеется нулевой сигнал. Блок разрешения включения работает следующим образом. На интервале работы блока 9 с его выходного канала на входы логической микросхемы АО поступает единичный сигнал, что соответствует нулевому сигналу на ее выходе, который поступает на вход I логической микросхемы Аб. Если на данном интервале приходит единичный сигнал на вход 2 Аб, соответствующии началу короткого замыкания (поступает с датчика 6 при закрытии транзистора УЗ через резистор Rn), то на выходе Аб появляется единичный сигнал, который преобразуется в нулевой на выходе логической микросхемы А. При этом благодаря закрытию транзисторов V24, V25- V29 и ncina l vnuixUtOTn U } /,-i, /л- /iln W Уз1 и открытию транзистора V.i4, происходит открытие силового тиристора 12, что обеспечивает протекание тока короткого замыкания в сварочной цепи без ограничения амплитуды. В случае, если на интервале работы блока 9 (наличие единичного сигнала на входе II блока 10 разрещения включения) не произошло короткого замыкания (не поступило единичного сигнала на вход 2 Аб с датчика 6), на входы AS поступает нулевой сигнал, который на выходе преобразуется в единичный. При этом при поступлении единичного сигнала на вход 2 Аб, на выходе будет иметь место нулевой сигнал, который преобразуется микросхемой AY в единичный сигнал, обеспечивающий покрытие транзисторов Vjj и Vjj. При открытии транзистора Vij блокируется прохождение управляющего сигнала на включение транзистора УЗ(а следовательно,и на включение силового тиристора 12), а при открытии транзистора Vjf обеспечивается протекание тока через излучающий диод оптопаР АОУ4 по цепи (+) Е2 - Rse- АОУ4- Vss-( -)Е2. Это Приводит к открытию фотодиодов оптопары АОУ4 и обеспечению протекания тока управления по цепи:020- АОУ4 Rsg УЭ2о К, а следовательно, к открытию дополнительного тиристора 20. В сварочной цепи протекает ток короткого замыкания с ограничением амплитуды. момент повторного возбуждения дуги все процессы повторяются. Таким образом, предлагаемое устройство позволяет автоматически управлять ди11намическим воздействием на сварочную ванну в момент повторного возбуждения дуги. Предлагаемые способ электродуговой сварки и устройство для его осуществления по сравнению с базовыми имеет следующие преимущества: улучщается формирование сварочного щва при сварке в различных пространственных положениях; 11 7 Осуществляется безостановочный процесс сварки неповоротных стыков труб диаметром 1400 мм по половине диаметра трубы сверху вниз одновременно с двух сторон; повышается производительность сварочных работ, сокращается процент брака, улучщается сплавление по кромкам свариваемого изделия в полупотолочном и потолочном положениях.
t,
tn,
3
I у 13 (I)
Iyi5 (Ю
V
11/ IZ (Ш
lyzoilY)
Выкл.
8 i
6 1
Л2
/A .
Фиг.
BM. VtcСГ Vte И
