Изобретение относится к сварке, конкретнее к устройствам дистанционного управления режимами сварки и дистанционного их задания.
Цель изобретения - расширение функциональных возможностей устройства и повышения качества сварного соединения за счет повышения точности задания режимов сварки.
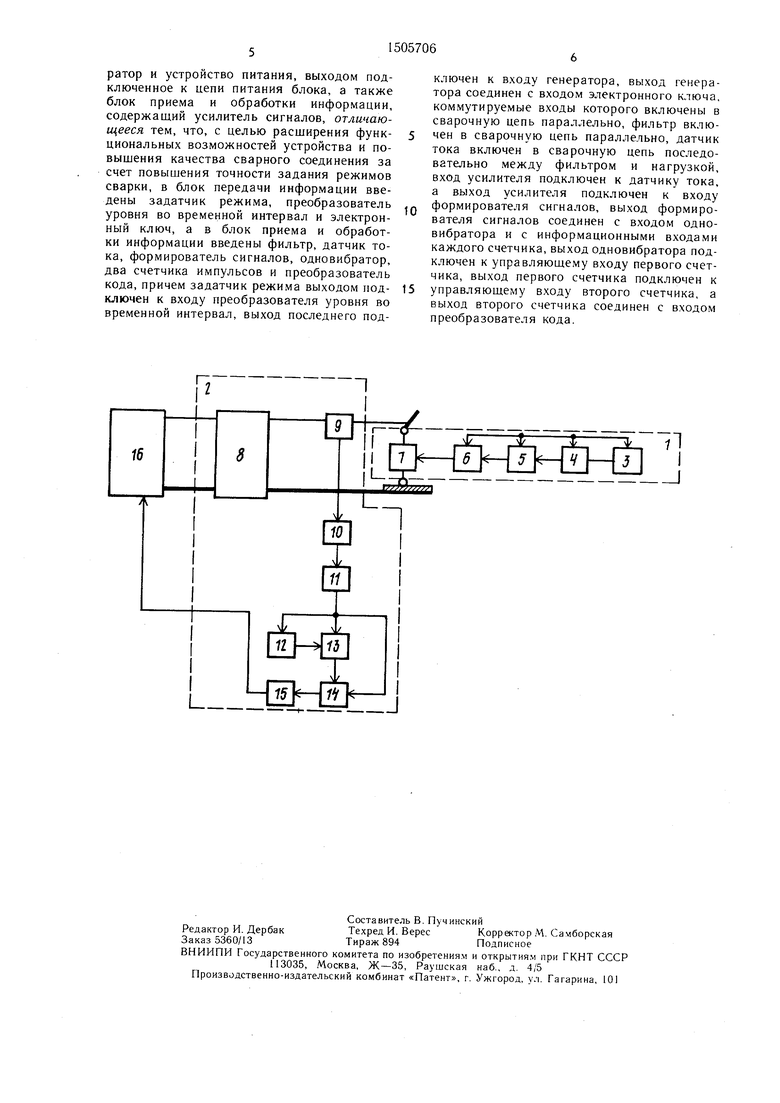
На чертеже представлена функциональная блок-схема устройства дистанционного задания режимов сварки.
Устройство состоит из блока 1 передачи информации, подключенного к сварочной цепи последовательно между сварочным электродом и изделием, и блока 2 приема и обработки информации.
Блок 1 передачи информации состоит из устройства 3 питания, выход которого
подключен к цепи питания устройства, за- датчика 4 режимов, выходом соединенного с входом преобразователя 5 уровня во временной интервал. Выход преобразователя 5 соединен с входом ждушего генератора 6. Выход генератора 6 подключен к управ- ляюшему входу электронного ключа 7, который включается последовательно в сварочную цепь между сварочным электродом и изделием.
Блок 2 приема и обработки информации состоит из фильтра 8, подключенного параллельно сварочной цепи, датчика 9 тока, включенного в сварочную цепь последовательно, а выходом соединенного с входом усилителя 10. Выход усилителя 10 подключен к входу формирователя 11. Выход последнего соединен с входом одновибратора 12 и информационными входами счетчиков 13
сл
о сл
о
О5
и 14, причем управляющий вход счетчика 13 подключен к выходу одновибратора 12, а управляющий вход счетчика 14 - к выходу счетчика 13. Выход счетчика 14 через преобразователь кода 15 подключает- ся к управляющему входу регулятора режима сварочного источника 16 питания. Устройство работает следующим образом. На задатчике режима 4 блока 1 передачи информации устанавливается при помо- щи органов управления требуемое значение режима сварки. Затем блок 1 передачи информации помещается между электродом и изделием, при этом электронный ключ 7 включается в сварочную цепь последовательно. С выхода устройства 3 питания подается напряжение в цепь питания блока. По команде с задатчика 4 режима закодированное в виде аналогового сигнала требуемое значение режима сварки передается на вход преобразователя 5, где уровень аналогового сигнала преобразуется во временной интервал, в течение которого ждущий генератор 6 формирует импульсный сигнал определенной частоты, управляющий электронным ключом 7. Таким образом, в сварочной цепи протекает ток, импульсы которого имеют определенную амплитуду, длительность и скважность, а число их пропорционально заданному значению режима сварки. Для протекания в сварочной цепи указанного импульсного тока, обусловленного режимом коммутации элект- ронного ключа 7, необходимо, чтобы сварочная цепь находилась под постоянным напряжением определенной величины. Получение такого напряжения обеспечивается при помощи фильтра 8 блока 2 приема и обработки информации. Фильтр 8 фильтрует напряжение холостого хода сварочного источника 16 питания либо при полном снижении напряжения на выходе источника питания на холостом ходу может подпитываться от дополнительного маломощ- ного источника питания или от цепи питания устройств блока приема и обработки информации.
Информация о токе, протекающем в сварочной цепи, полученная в виде импульсного сигнала при помощи датчика 9 тока блока 2 приема и обработки информации, усиливается усилителем 10 и поступает на вход формирователя 11 сигналов, на выходе которого получают импульсы, имеющие форму, пригодную для дальнейщей обработки информации. Первым импульсом с выхо- да формирователя 11 сигналов запускается одновибратор 12 и формирует на своем выходе импульс определенной длительности, разрешающий счетчику 13 счет импульсов, поступающих на его вход с выхо- да формирователя 11 сигналов. В том случае, если за время, равное длительности формируемого одновибратором 12 разрешающего импульса, счетчик 13 сосчитает определенное число импульсов, на его выходе появляется сигнал, разрешающий счет счетчику 14, который сосчитывает оставшееся количество импульсов в передаваемой пачке, что и является информацией об устанавливаемом режиме. Эта информация с выхода счетчика 14 поступает на вход преобразователя 15 кода, где преобразуется в сигнал, пригодный для управления регулирующим устройством источника 16 питания. Избирательность и помехоустойчивость при работе устройства обеспечивается за счет того, что при появлении на выходе формирователя 11 любого сигнала (полезного или помехи) одновибратор 12 формирует разрешающий счет импульс такой длительности, в которую укладывается лишь определенное число импульсов несущего информацию сигнала. Только в этом случае счетчик 13 разрешает счетчику 14 производить счет.
Предлагаемое устройство предназначено для работы в комплексе с управляемыми источниками питания, например, серии ВДУ. В этом случае на выходе преобразователя 15 кода получают при соответствующей настройке устройства аналоговый сигнал, уровень которого пропорционален уровню, задаваемому задатчиком 4 режима. При использовании устройства для работы с неуправляемым сварочным выпрямителем, имеющим регулятор режимов на базе балластного реостата с тиристорным коммутатором, преобразователь 15 кода преобразует поступающую на него информацию.
Известное устройство - источник серии ВДУ с пультом дистанционного управления, который соединен с блоком управления источника специальным кабелем. Это создает дополнительные неудобства на строительно- монтажной площадке, особенно при монтаже высотных объектов. При использовании кабеля большой длины ухудшается стаби.Ль- ность выходных параметров источника и точность задания режима сварки из-за возникновения мощных помех в управляющем кабеле. Кроме того, этот специальный кабель уязвим с точки зрения механических повреждений. В предлагаемом устройстве задание режимов сварки осуществляется по сварочному кабелю, т. е. дополнительный не нужен. Режим задается в паузах между сваркой, т. е. повышается помехозаши- щенность устройства, а следовательно, точность задания режимов сварки и качество сварного соединения.
Формула изобретения
Устройство дистанционного задания режимов сварки, состоящее из блока передачи информации, подключаемого в сварочную цепь последовательно между сварочным электродом и изделием, содержащего генератор и устройство питания, выходом подключенное к цепи питания блока, а также блок приема и обработки информации, содержащий усилитель сигналов, отличающееся тем, что, с целью расширения функциональных возможностей устройства и повышения качества сварного соединения за счет повышения точности задания режимов сварки, в блок передачи информации введены задатчик режима, преобразователь уровня во временной интервал и электронный ключ, а в блок приема и обработки информации введены фильтр, датчик тока, формирователь сигналов, одновибратор, два счетчика импульсов и преобразователь кода, причем задатчик режима выходом подключен к входу преобразователя уровня во временной интервал, выход последнего подo
ключен к входу генератора, выход генератора соединен с входом электронного ключа, коммутируемые входы которого включены в сварочную цепь параллельно, фильтр включен в сварочную цепь параллельно, датчик тока включен в сварочную цепь последовательно между фильтром и нагрузкой, вход усилителя подключен к датчику тока, а выход усилителя подключен к входу формирователя сигналов, выход формирователя сигналов соединен с входом одно- вибратора и с информационными входами каждого счетчика, выход одновибратора подключен к управляющему входу первого счетчика, выход первого счетчика подключен к управляющему входу второго счетчика, а выход второго счетчика соединен с входом преобразователя кода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи радиотелеметрических сигналов | 1990 |
|
SU1714368A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Тренажер сварщика | 1989 |
|
SU1663619A1 |
| Устройство для ультра- и гиперзвуковой микросварки и пайки | 1977 |
|
SU737165A1 |
| Электропривод стенда для испытания механических передач | 1985 |
|
SU1429267A1 |
| Устройство для сварки | 1988 |
|
SU1524973A2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1683244A1 |
| ИНФОРМАЦИОННАЯ СИСТЕМА СВЯЗИ | 1991 |
|
RU2019851C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ РАДИОТЕЛЕМЕТРИЧЕСКИХ СИГНАЛОВ | 1994 |
|
RU2126139C1 |
Изобретение относится к сварке, а именно к устройствам дистанционного управления режимами сварки и дистанционного их задания. Цель изобретения - расширение функциональных возможностей устройства и повышение качества сварного соединения за счет повышения точности задания режимов сварки. Устройство состоит из источника питания с регулятором режима, блока передачи информации, в который входят устройство питания, задатчик режимов, преобразователь уровня во временной интервал, генератор и электронный ключ. Имеется также блок приема и обработки информации, в который входят фильтр, датчик тока, усилитель, формирователь, одновибратор, два счетчика и преобразователь кода. На задатчике режима блока передачи информации устанавливается при помощи органов управления требуемое значение режима сварки. Затем блок передачи информации помещается между электродом и изделием. Через блок приема и обработки информации на регулятор режима сварочного источника питания поступает команда для установления нужного режима сварки. 1 ил.
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1984 |
|
SU1252099A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1984 |
|
SU1260132A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
