Изобретение относится к технологии очистки и может быть применено на предприятиях промышленности, где необходимо удаление с поверхности изделия технологических жидкостей, например обезжиривание, преимущественно рулонных материалов, а также удаление с поверхности изделий моющей и промывочной жидкостей со следами загрязнений в установках ультразвуковой очистки.
Цель изобретения - повышение качества очистки и экономии жидкости после обработки преимущественно рулонных материалов и различных технологических средах.
Способ заключается в том, что очищаемые изделия в виде рулонных или листовых материалов, например, после их обработки в различных жидких средах протягивают через валки, вращающиеся в направлении, противоположном протягиваемому материалу. Причем изделия протягивают через валки с гидрофобным покрытием со скоростью менее скорости вращения валков, при этом валки поджимают невращающимися валками с аналогичным покрытием и на валки подают струю сжатого воздуха.
В процессе очистки жидкость с рулонного материала переносится на валки с гидрофобным покрытием, что резко снижает адгезию, в результате значительно упрощается удаление жидкости путем, например, подачи сжатого воздуха на валки. Это повышает качество очистки рулонного материала. Практически не требуется сушка изделия. В данном способе жидкость удаляется с гидрофобной поверхности валков, а не с детали.
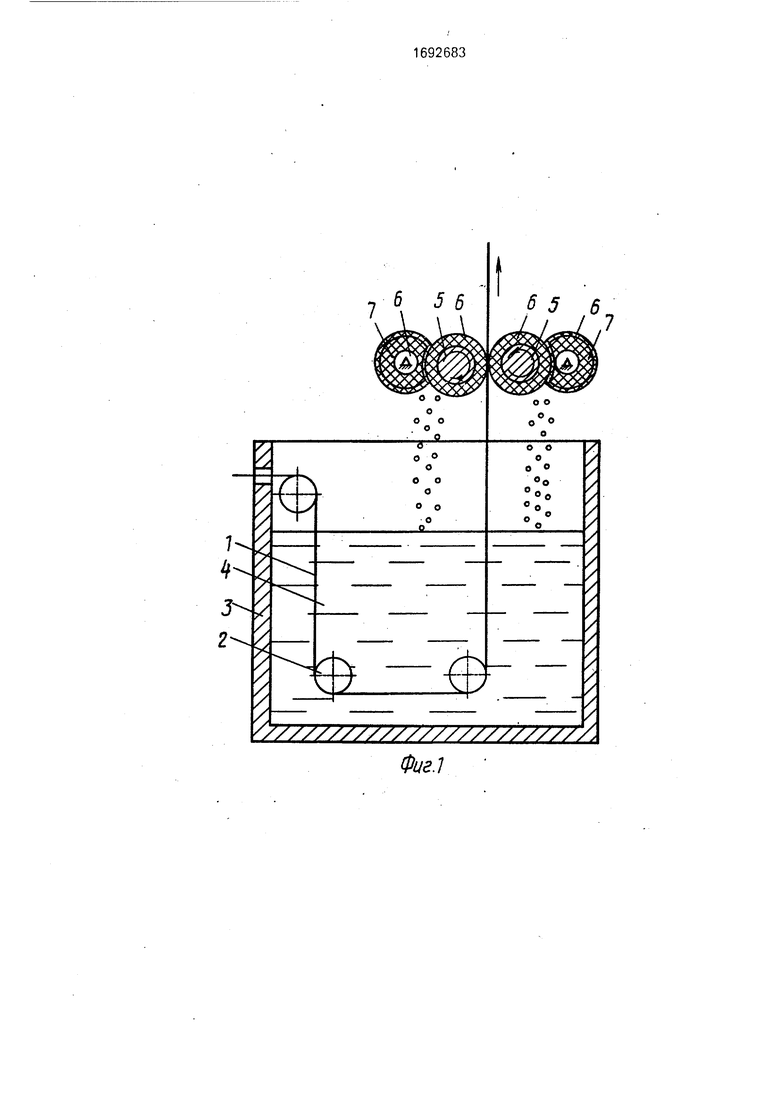
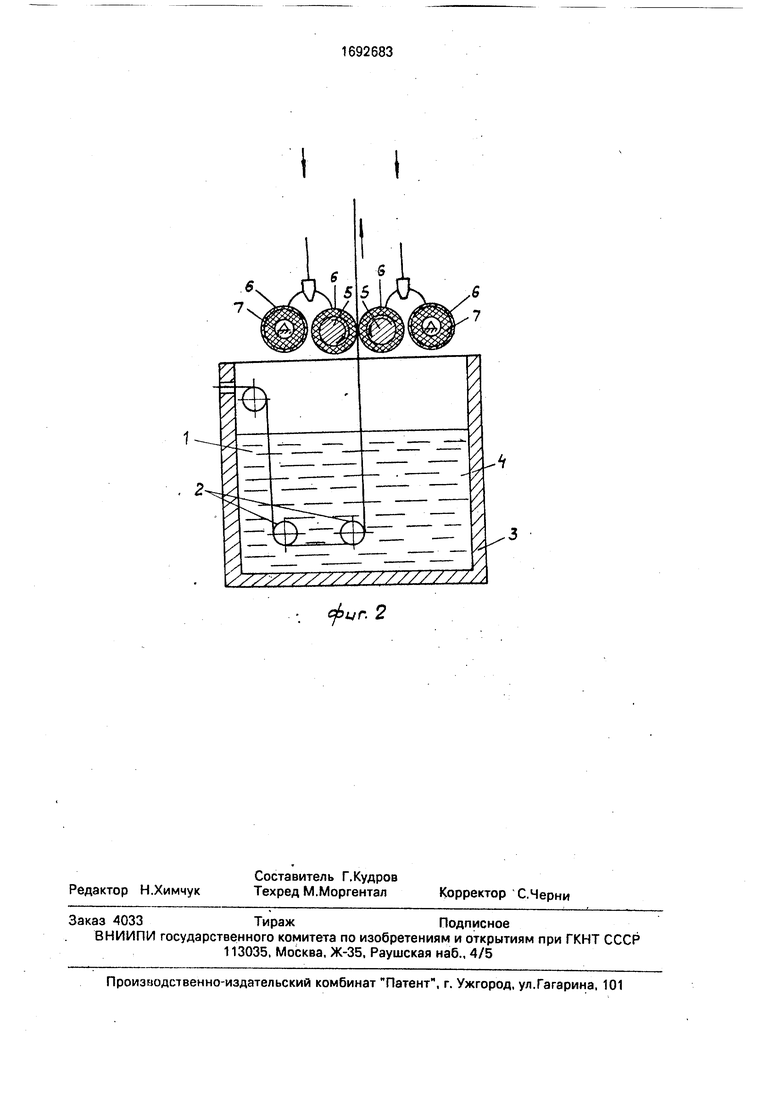
На фиг. 1 и 2 представлены примеры осуществления способа удаления влаги с рулонных материалов вращающимися валками с гидрофобным покрытием.
Рулонный материал, например фольгу 1, протягивают через направляющие ролики 2, материал подают в ванну 3 с жидкостью 4, например моющим составом для ее очистки. Материал, выходя из ванны 3, контактирует по всей ширине с двух противоположных сторон с отжимными валками 5 с гидрофобным покрытием 6, например полиэтиленом,
СП
С
о. ю кэ о
00
со
фторопластом и др. При этом отжимные валки плотно прижимают к фольге и вращают в направлении, противоположном перемещению фольги 1, со скоростью Vi больше скорости ее перемещения (Vi N/2), а с противоположных сторон валки плотно поджимают неподвижными эластичными валиками 7 с аналогичным покрытием 6. Жидкость 4, увлекаемая обрабатываемым материалом 1, переносится на вращающиеся валки 5 с гидрофобным покрытием 6, с которого легко удаляется неподвижно установленными валками 7, которые плотно поджимают к валкам 5, и остаточная жидкость стекает вновь в ванну 3 (фиг,1),
П р и м е р 1. Обезжиривание алюминиевой фольги в водных растворах синтетических моющих средств.
В ванну 3 заливают 1,5-2,0%-ный водный раствор вспомогательного вещества ОП-7 или ОП-10(ГОСТ 8433-81) температурой 70-80°С и протягивают алюминиевую фольгу А 5Т(ТУ 4&-21-169-72) через направляющие ролики 2 и валки 5, расположенные с двух противоположных сторон, со скоростью 1,5-2,0 м/мин. Валки 5 диаметром 80 мм с фторопластовым покрытием вращают в направлении, противоположном перемещению фольги, с 50-80 об/мин. В этом случае V2(1.5-2,0 м/мин)Л/1(12,5-18 м/мин), моющий раствор с фольги переносится на гидрофобную поверхность 6 с валков 5 и удаляется неподвижными валками 7 или воздухом, подаваемым на валки в зазор между валками 5 и 7 (фиг.2). Количество оставшегося моющего раствора составляет 0,5-2,5 г/м2 фольги.
П р и м е р 2. Промывка обезжиренной фольги в воде. Алюминиевую фольгу протягивают через направляющие ролики, расположенные в ванне с водой, нагретой до 50- 60°С. При перемещении фольги через ролики происходит удаление с фольги и перенос ее на валки 5, с которых вдага удаляется неподвижным валком 7 или воздухом. При скорости перемещения фольги 1,5 - 2,0 м/мин и скорости вращения валков (диаметром 80 мм) 3,0-10,0 м/мин оставшаяся
влага составляет 0,5-2,0 r/м2 поверхности фольги.
Данный способ отличается простотой исполнения и высокой степенью удаления остаточной жидкости, что экономит рабочие
технологические жидкости, сокращает время промывки материалов после их обработки и время для полного удаления оставшейся жидкости.
Способ может найти применение в процессах жидкостной обработки преимущественно плоских и рулонных материалов, например при обезжиривании фольги.
Формула изобретения
1.Способ удаления жидкостей с изде- лий, преимущественно с рулонных и листовых материалов, заключающийся в протягивании изделия через валки с подачей в зону протягивания сжатого воздуха, отличающийся тем, что, с целью
повышения качества очистки и экономии жидкости, изделие протягивают со скоростью, меньшей скорости вращения валков, а сжатый воздух подают на валки, при этом их вращают в направлении, противоположном направлению протягивания изделия.
2.Способ поп.1,отлича ющийся тем, что валки выполнены с гидрофобным покрытием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для жидкостной обработки длинномерных материалов типа лент | 1989 |
|
SU1719114A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| Способ очистки перед пайкой припоя, выполненного в виде фольги или ленты | 2017 |
|
RU2644486C1 |
| Способ очистки цилиндрических длинномерных изделий и устройство для его осуществления | 2016 |
|
RU2668033C1 |
| УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ МОДИФИКАЦИИ РЕЗИНОВЫХ МАТЕРИАЛОВ И СПОСОБ НАНЕСЕНИЯ МОДИФИЦИРУЮЩЕГО СОСТАВА | 1997 |
|
RU2137604C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
| Безфлюсовый способ получения луженой медной проволоки с покрытием сплавом на основе олова и индия | 2021 |
|
RU2769855C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕЛАТУННОЙ МНОГОСЛОЙНОЙ КОМПОЗИЦИИ | 2006 |
|
RU2347655C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИБКОГО ЛАКОФАЛЬГОВОГО ПОЛИИМИДНОГО МАТЕРИАЛА | 2003 |
|
RU2240921C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОЙ СТАЛЬНОЙ ПОЛОСЫ | 2010 |
|
RU2434072C1 |
Изобретение относится к очистке изделий, а именно к способу удаления жидкостей с рулонных и листовых материалов, и позволяет повысить качество очистки и снизить расход моющей жидкости. Для этого протягивают изделия через валки с гидрофобным покрытием со скоростью меньше скорости вращения последних, а на валки подают сжатый воздух, при этом валхи вращают в направлении, противоположном направлению протягивания изделия, 1 з.п. ф-лы, 2 ил.
Фиг.1
фцг. 2
| Способ формирования резьб в полых заготовках | 1986 |
|
SU1386342A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
