СлЭ
ас
О5
со 4 to
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении внутренних резьб различного профиля в полых заготовках.
Цель изобретения - расширение технологических возможностей за счет получения внутренней резьбы в длинны тонкостенных деталях.
На чертеже показана схема способа формирования внутренней резьбы в полых заготовках.
Заготовка 1 в виде стакана или трубы надевается на резьбообраззгющую оправку 2 и проталкивается через качающуюся матрицу 3. Проталкивание заготовки типа стакана с дном осуществляется нижним торцом резьбообра- зующей оправки через дно стакана. В случае изготовления резьбы в трубной заготовке на оправке вьтолняется вы- стзш по диаметру после резьбообразую- щей части оправки, посредством кото- рого заготовка проталкивается через обкатываюр уюся матрицу (не показано)
При качании матрицы вокруг заготовки с оправкой очаг деформации педелия. Цикл повторяется вновь на сле- лующей заготовке.
Пример. В заготовке трубы с наружным диаметром 127 мм и толщиной стенки 5 мм из стали ЗОХГСА на длине 67 мм изготавливают резьбу х1,5. Заготовку-трубу длиной 367 мм надевают на оправку, имеющую на конQ це длиной 67 мм обратный профиль резьбы С1М117х1,5. На длине 367 мм оправка имеет кольцевой выступ диаметром 127 мм, которым заготовку проталкивают через качающуюся матрицу,,.
5 имеющую угол качания 2. Число качания - 250 в минуту. Подача на одно качание 1 мм. При движении заготовки с оправкой через матрицу последняя обкатывается без вращения по
0 наружному контуру трубы. Благодаря малой толщине стенки трубы (5 мм) очаг деформации распространяется на всю глубину и металл заготовки затекает в резьбовой профиль оправки. По
5 мере поступательного перемещения заг готовки в матрице постепенно заполняется весь профиль резьбы на высоту 67 мм. После формирования резьбы заготовка с оправкой обратным ходом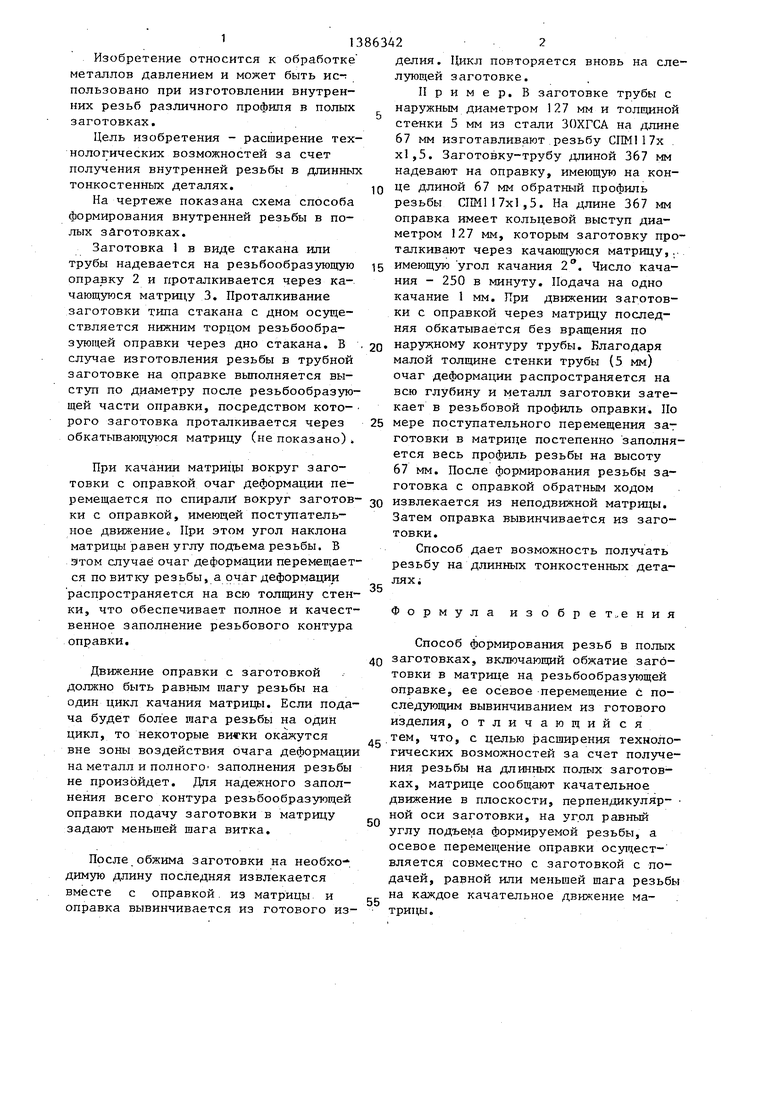
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для сферодвижной штамповки | 1978 |
|
SU770614A1 |
| Способ получения внутренней резьбы | 1987 |
|
SU1449235A1 |
| Способ сферодвижной штамповки полых деталей | 1986 |
|
SU1430147A1 |
| Рабочий ротор евграфовича | 1975 |
|
SU656873A1 |
| Способ получения внутренней резьбы | 1984 |
|
SU1274832A1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБ НА ДЕТАЛЯХ ГЛУБИННЫХ НАСОСОВ ДОБЫВАЮЩИХ СКВАЖИН | 1994 |
|
RU2071882C1 |
| Способ формирования резьбовых отверстий | 1988 |
|
SU1558540A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ ЛЕГИРОВАННЫХ ДЕФОРМАЦИОННО-УПРОЧНЯЕМЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2012 |
|
RU2539799C2 |
| Инструмент для деформирования трубных заготовок | 1976 |
|
SU621427A1 |

Изобретение относится к области металлов давлением и может быть использовано при изготовлении внутренних резьб на длинных тонкостенных деталях. Для этого полую заготовку насаживают на резьбообразующую оправку и перемещают их в осевом направлении относительно качающейся матрицы.Матрица расположена в плоскости, перпендикулярной оси заготовки, и совершает ка- чательные движения на угол, равный углу подъема формируемой резьбы, что обеспечивает перемещение очага деформации по витку резьбы и полное заполнение профиля резьбообразующей оправки. При этом оправка с заготовкой перемещается через матрицу с подачей, равной или меньшей шага формируемой резьбы, на каждое качательное движение матрицы. 1 ил.
ремещается по спиралиГ вокруг заготов- о извлекается из неподвижной матрицы.
ки с оправкой, имеющей поступательное движение с, При этом угол наклона матрицы равен углу подъема резьбы. В этом случае очаг деформации перемещается по витку резьбы, а очаг деформации распространяется на всю толщину стенки, что обеспечивает полное и качественное заполнение резьбового контура оправки.
Движение оправки с заготовкой должно быть равным шагу резьбы на один цикл качания матрицы. Если подача будет более иага резьбы на один цикл, то некоторые виски окажутся вне зоны воздействия очага деформации на металл и ПОЛНОГО заполнения резьбы не произойдет. Дпя надежного заполнения всего контура резьбообразующей оправки подачу заготовки в матрицу задают меньшей шага витка.
После обжима заготовки на необходимую длину последняя извлекается вместе с оправкой, из матрицы и оправка вывинчивается из готового из
Затем оправка вывинчивается из заготовки.
Способ дает возможность получать резьбу на длинных тонкостенных деталях;
Формула изобре т.е н и я
Способ формирования резьб в полых заготовках, включающий обжатие заготовки в матрице на резьбообразующей оправке, ее осевое перемещение с последующим вывинчиванием из готового изделия, отличающийся тем, что, с целью расширения технологических возможностей за счет получения резьбы на длинных полых заготовках, матрице сообщают качательное движение в плоскости, перпендикуляр- ной оси заготовки, на угол равный углу подъема формируемой резьбы, а осевое перемещение оправки ocyiqecT- вляется совместно с заготовкой с подачей, равной или меньшей шага резьбы на каждое качательное движение матрицы.
| ПРИСПОСОБЛЕНИЕ К РАСШИРЯЮЩЕЙСЯ КВЕРХУ ИЗЛОЖНИЦЕ ДЛЯ ПОЛУЧЕНИЯ ПЛОТНЫХ СЛИТКОВ | 1924 |
|
SU3682A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
