2
V I
Изобретение относится к технологической оснастке для термической обработки деталей и сыпучих материалов.
Известный контейнер содержит соединенные между собой днище и обечайку с вертикальными ребрами жесткости на наружной поверхности и с вертикальными температурными швами в виде прорезей извилистой формы в поперечном сечении, выполненными в местах соединения ребер жесткости с обечайкой. Извилистая, например Z-, V- или W-образная форма температурных швов обеспечивает удержание в рабочем объеме контейнера мелких деталей и гранулированного материала при одновременном сохранении низкого уровня термических напряжений в стенках обечайки
1.
Однако выполнение извилистых температурных швов в виде сквозных прорезей в стенкахобечайки не предотвращают до конца выход мелкозернистого материала из рабочего объема и существенно /сложняет процесс изготовления контейнера особенно в том случае, когда требуется выполнить извилистые прорези шириной менее 1 мм.
Цель изобретения - расширение номенклатуры обрабатываемых изделий путем обеспечения обработки особомелких деталей в мелкозернистом наполнителе при сохранении низкого уровня термических напряжений.
На фиг. 1 представлен контейнер, вид сверху; на фиг. 2 - вид А на фиг. 1.
Контейнер выполнен литым и содержит днище 1 и обечайку 2 с вертикальными ребрами 3 жесткости на наружной поверхности. В местах соединения ребер жесткости с обечайкой вертикально расположены пакеты стержней 4, заплавленных своими нижними концами в днище 1. При помощи указанных пакетов стержней в стенках обечайки выполнены температурные швы извилистой формы в виде капиллярных зазоров между стержнями в пакете. Для улучшения соединения стержней с днищем их нижние концы выполнены заостренными. Стержни в поперечном сечении могут иметь круглую, квадратную, многоугольную и другую форму. Ширина зазора между смежными в пакете стержнями может колебаться в широких пределах, например, от 0,01 мм до нескольких миллиметров и выбирается с учетом размеров обрабатываемых изделий (гранул материала) и длины прилегающих к пакету участков стенок обечайки.
Технология изготовления предлагаемого контейнера включает изготовление литейной формы, размещение в ее рабочей полости пакетов стержней, например, отрезкое проволоки из жаростойкой стали с предварительно нанесенным на их боковые поверхности огнеупорным покрытием, толщина которого составляет 0,5 требуемой ширины извилистого температурного шва, и
заливку а литейную форму сплава контейнера. В результате концы стержней, которые выполняют заостренными, например, расплющиванием, заплавляются в плоское днище контейнера,
В процессе первых циклов термической обработки огнеупорное покрытие на боковых поверхностях стержней разрушается с образованием между стержнями капиллярных зазоров - температурных швов извилистой формы.
Конструкция предлагаемого контейнера позволяет по сравнению с известным упростить процесс выполнения температурных швов в стенках высокотемпературной
техноло гической оснастки, используемой для термообработки мелких деталей, зернистого материала и деталей в зернистом наполнителе. Капиллярные зазоры между стержнями в пакете надежно предотвращают выход мелких деталей и гранул засыпоч- ного материала из рабочего объема контейнера и одновременно исключают термическую деформацию стенок обечайки за счет поддержания низкого уровня термических напряжений.
Формула изобретения
1,Контейнер для термообработки изделий, содержащий сопряженные между собой днище и замкнутую обечайку с вертикальными ребрами жесткости и вертикальными деконцентраторами термических напряжений, отличающийся тем, что, с целью расширения номенклатуры обрабатываемых изделий путем обеспечения обработки особо мелких деталей в мелкозернистом наполнителе при сохранении низкого уровня термических напряжений, деконцентраторы выполнены в виде пакета
металлических стержней с огнеупорным покрытием на их боковых поверхностях, при этом нижние концы стержней закреплены в днище,
2.Контейнер поп. 1,отличающий- с я тем, что стержни выполнены с заостренными нижними концами.
Вид/I
фиг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Контейнер для термообработки изделий | 1986 |
|
SU1404778A1 |
| Приспособление для высокотемпературной обработки изделий | 1988 |
|
SU1640506A1 |
| ОГНЕУПОРНОЕ КЕРАМИЧЕСКОЕ ИЗДЕЛИЕ | 2010 |
|
RU2433105C1 |
| НЕФТЕВОДЯНОЙ ФИЛЬТРУЮЩИЙ СЕПАРАТОР | 2002 |
|
RU2206514C1 |
| КОЛЬЦЕВАЯ КОНВЕЙЕРНАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2131569C1 |
| Контейнер для загрузки и выгрузки пакетов изделий | 1987 |
|
SU1469273A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ОБЕЧАЕК | 2014 |
|
RU2570249C1 |
| БЫТОВОЙ КОНТЕЙНЕР ДЛЯ ХРАНЕНИЯ ПЛОДОВ И ОВОЩЕЙ | 1992 |
|
RU2007904C1 |
| Контейнер для термообработки изделий | 1988 |
|
SU1608408A1 |
| Рама контейнеровоза и способ ее сборки | 1991 |
|
SU1776241A3 |
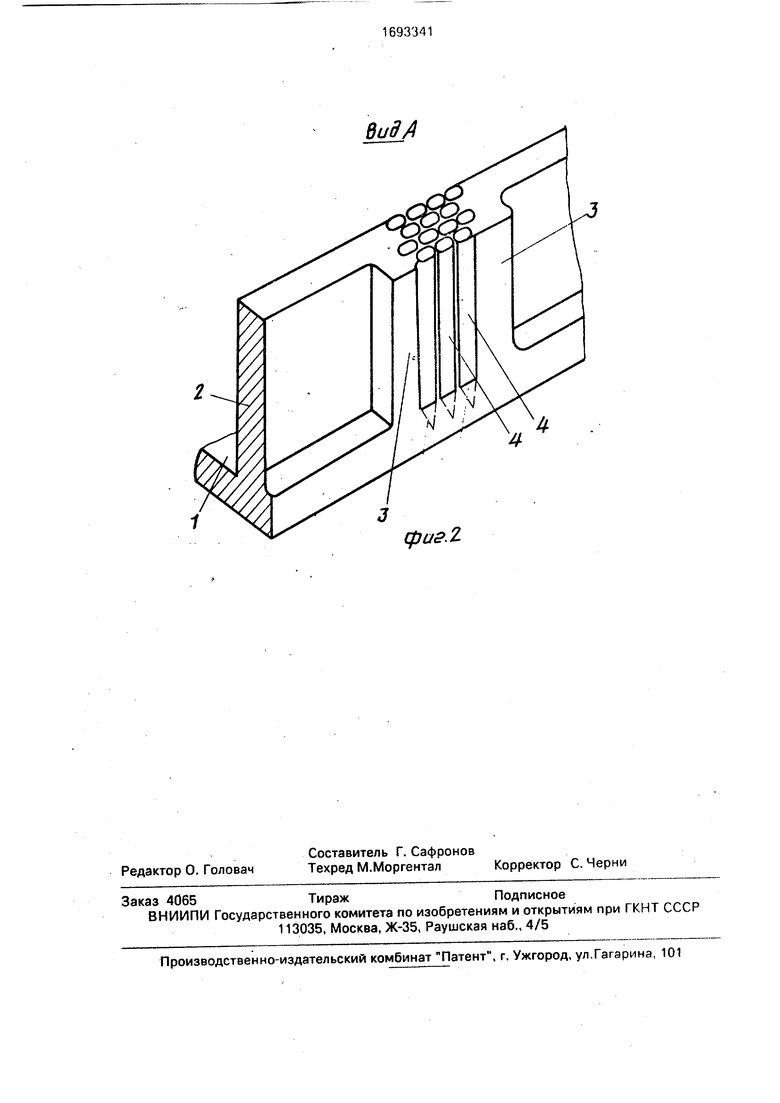
Изобретение относится к оснастке для термообработки изделий и сыпучих материалов. Цель изобретения - расширение номенклатуры обрабатываемых изделий путем обеспечения обработки особомелких деталей в мелкозернистом наполнителе при сохранении низкого уровня термических напряжений. Контейнер содержит соединенные между собой днище 1 и обечайку 2 с вертикальными ребрами жесткости 3 на нзоужной поверхности и с деконцентрато- рами термических напряжений, выполненными в местах соединения ребер жесткости с обечайкой при помощи вертикальных па: кетов стержней 4 в виде капиллярных зазоров между указанными стержнями. Последние заплавлены своими нижними концами в днище, при этом эти концы выполнены заостренными. Выполнение извилистых температурных швов в виде капиллярных зазоров между стержнями в пакете позволяет предотвратить выход мелких деталей и гранул засыпочного материала из рабочего объема контейнера и одновременно исключить термическую деформацию стенок контейнера. 1 з.п. ф-лы, 2 ил. С
| Контейнер для термообработки изделий | 1986 |
|
SU1404778A1 |
