Изобретение относится к области сборочно-сварочного производства и может быть использовано при изготовлении оребренных обечаек, применяемых для производства широкого спектра изделий, например корпусов и топливных баков летательных аппаратов, цистерн для транспортирования и хранения различных сред и пр.
Известен способ изготовления сварных тонкостенных конических обечаек с ребрами жесткости, согласно которому осуществляют формирование сегментов обечайки, образование на них ребер жесткости путем отгибания продольных кромок сегментов, размещение сегментов на съемных опорных пластинах каркаса с образованием конической поверхности и с зазорами между боковыми кромками смежных опорных пластин и сварку смежных сегментов друг с другом по линии продольных кромок, образующих ребра.
(см. патент РФ №2510686, кл. В23K 31/02, 2014 г.).
В результате анализа известного способа необходимо отметить, что он имеет весьма ограниченную область применения, так как может быть использован только для изготовления только тонкостенных обечаек с продольными ребрами.
Известен способ изготовления ребристых панелей, при котором на металлический лист устанавливают набор ребер, фиксируют и приваривают набор к листу, причем перед сваркой выполняют разделку кромок с каждой стороны ребра, фиксацию ребер набора относительно листа производят гидравлическим прижимом с образованием зазора, приварку каждого ребра набора осуществляют поочередно с противоположных сторон, причем перед выполнением первого прохода сварки в разделку со стороны, противоположной сварке, устанавливают вдоль и поджимают поперек привариваемого ребра формирующую подкладку в виде планки-обоймы с размещенным в ней набором подпружиненных керамических подкладок, а после выполнения первого прохода сварки подкладку удаляют, при этом формирующая подкладка имеет треугольную форму с углом при основании, равным углу разделки кромки, а ее вершины скруглены по радиусу, равному зазору между ребром и листом.
(см. патент РФ №2483848, кл. В23K 39/035, 2013 г.) - наиболее близкий аналог.
В результате анализа известного способа необходимо отметить, что он весьма сложен в реализации, обладает ограниченными технологическими возможностями, так как применим, в основном, для сварки материалов из алюминиевых сплавов АМг6. Используемая в способе многопроходная «заливка» разделки расплавленным присадочным материалом по рабочему сечению сварного соединения будет иметь прочность переплавленного присадочного материала, то есть более низкую по сравнению с прочностью основного материала. Кроме того, весьма энергозатратный и длительный процесс сварки по данному способу с расплавлением металла сварочной ванны приводит к разупрочнению основного материала свариваемых кромок, оказавшихся в зоне термического влияния в процессе сварки (примерно 60 мм от оси сварочного шва с каждой его стороны). Это уменьшает прочность сварного шва и приводит к необходимости использовать листы и ребра увеличенной толщины, что увеличивает массу изделия, а это нежелательно для изделий, используемых для изготовления летательных аппаратов.
Техническим результатом настоящего изобретения является разработка способа изготовления оребренных обечаек достаточно простого в осуществлении, позволяющего обеспечить прочность сварного соединения «лист-ребро», а также получение обечайки с минимальной массой.
Указанный технический результат обеспечивается тем, что в способе изготовления оребренных обечаек, согласно которому на лист обечайки устанавливают ребра и осуществляют сварку листа и ребер, новым является то, что на листе давлением с использованием вращающегося инструмента выполняют канавки, с образованием облоя по двум их сторонам, а на одном из торцов ребер - заострение по форме канавки, заостренные торцы ребер располагают в канавках листа, а сварку листа с ребрами осуществляют по двум сторонам ребер с использованием облоя в качестве присадочного материала, при этом глубина канавок на листе составляет 0,5-0,6 толщины листа.
Сущность заявленного изобретения поясняется графическими материалами, на которых:
- на фиг. 1 показан процесс выполнения канавок под ребра на листе обечайки;
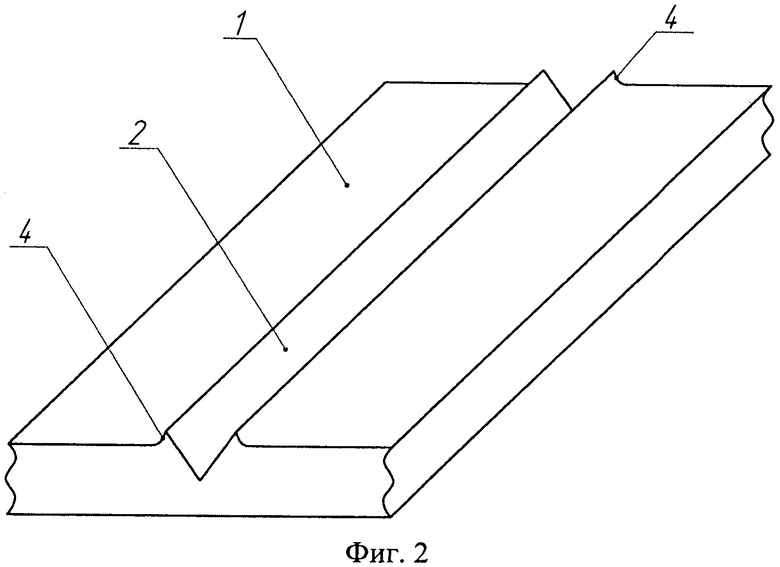
- на фиг. 2 представлено аксонометрическое изображение листа обечайки с выполненной на нем канавкой;
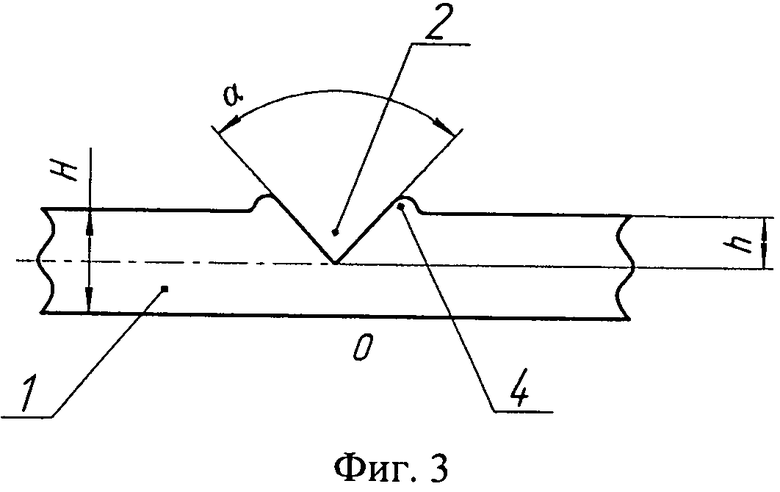
- на фиг. 3 показан вид с торца листа обечайки с выполненной на нем канавкой;
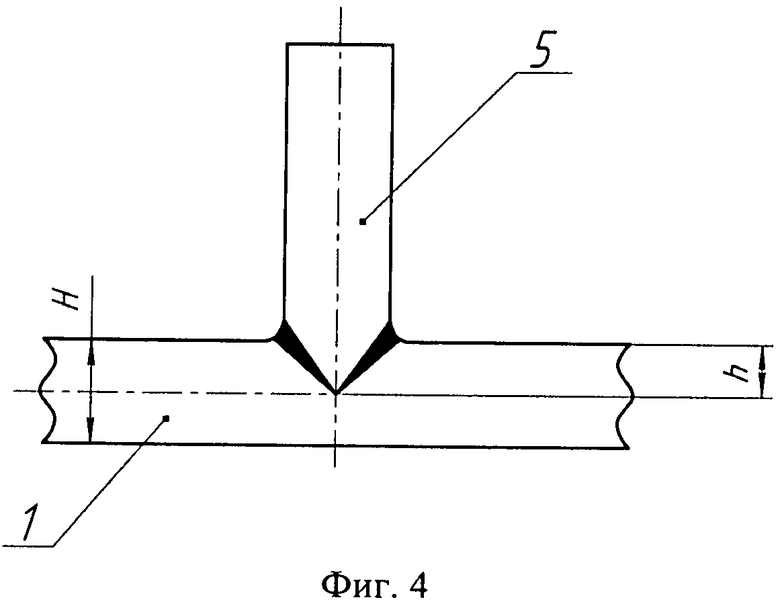
- на фиг. 4 показано сварное соединение листа с ребром.
Заявленный способ осуществляют следующим образом.
Согласно заявленному способу первоначально на листе 1 обечайки выполняют продольные и/или поперечные канавки 2 (если обечайка имеет цилиндрическую форму, то кольцевые). Количество и расположение канавок определяется количеством и расположением ребер, заданных конструкторской документацией. Канавки могут быть выполнены на стандартном оборудовании, например на фрезерных или строгальных станках, в суппортах которых установлены инструментальные головки, несущие деформирующий вращающийся инструмент, например, деформирующий ролик 3, имеющий возможность вращения при выполнении канавки 2. Как показали исследования, выполнение канавок выдавливанием, с использованием вращающегося ролика, в отличие от выполнения канавки резанием или давильным инструментом, не имеющим возможности вращения, позволяет сохранить структурную однородность материала листа 1, что минимально уменьшает его прочность и жесткость, а также получить на листе с двух сторон канавки достаточное количество облоя 4, служащего присадочным материалом в процессе сварки листа 1 с ребрами 5. Предпочтительно, чтобы количество облоя 4 с двух сторон канавки было одинаково, так как это обеспечивает при сварке листа с ребром получение сварных швов одинаковых характеристик. Поэтому рабочая поверхность ролика 3 должна быть симметричной относительно его оси симметрии (ось О-О).
Весьма важным для заявленного способа является глубина h канавки 2. Если канавка будет достаточно глубокой, то это ослабляет прочность листа 1, а если слишком мелкой, то прочность сварного соединения листа с ребром будет невысокой. В результате исследований установлено, что глубина канавки должна находиться в пределах 0,5-0,6 толщины (Н) листа, то есть h=0,5-0,6 Н. Меньшая глубина не позволяет получить достаточного для сварки количества присадочного материала, а большая - значительно ослабляет прочность листа 1. Канавка в сечении имеет форму клина с углом заострения α, который определен экспериментально и выбирается близким к 90°, а именно находится в пределах 85°-95°.
Торец ребра (ребер) 5 перед сваркой с листом 1 известным образом, например фрезерованием или обработкой давлением, заостряют под углом α, равным углу выполненной на листе канавки 2. Заострение на ребрах может быть выполнено обработкой давлением с образованием облоя вдоль ребра. В данном случае облой, как и облой, полученный на листе 1, используется в качестве присадочного материала при сварке листа с ребрами. Увеличение количества присадочного материала позволяет увеличить толщину сварных швов, а следовательно, прочность сварного соединения.
Таким образом, для реализации способа подготавливают лист 1, выполняя в нем сетку канавок 2, подготавливают ребра 5, заостряя их торец, контактирующий с листом. Далее лист 1 укладывают на стол стандартного сборочно-сварочного стенда, в образованные в нем канавки заостренными торцами устанавливают ребра 5 и фиксируют их в заданном положении известным образом, например, гидравлическими прижимами. Осуществляют сварку, например, электронно-лучевую, приваривая с двух сторон ребра 5 к листу 1, используя облой 4 в качестве присадочного материала. Процесс сварки является стандартным и не представляет сложностей для специалистов.
В результате получается оребренная обечайка. Ребра на ней могут быть расположены как с одной, так и с двух сторон. Это не меняет сущности заявленного способа. Соединением таких обечаек посредством, например, сварки, могут быть изготовлены изделия, например корпуса топливных баков летательных аппаратов.
Весьма важно также и то, что в процессе электронно-лучевой сварки плавление сварочной ванны происходит в узкой зоне и ширина шва составляет не более 2-3 мм. Использование в качестве присадочного материала облоя из того же материала, что и само изделие, позволяет обеспечить оптимальные условия сварки и минимизировать зону разупрочнения и повысить прочность сварного шва.
Сущность заявленного способа будет более понятна из приведенного ниже примера. Изготавливали листовую обечайку для сварки топливного бака ракетного двигателя.
Материал листа - сплав АМг6ННП с пределом прочности (σ)=42 кгс/мм2.
Размеры листа: длина 5966 мм, ширина 1600 мм, толщина 15 мм.
Материала ребер - сплав АМг6ННП с пределом прочности (σ)=42 кгс/мм2.
Размеры ребер: длина 1600 мм, ширина 70 мм, толщина 8 мм.
Расположение ребер - продольное, с равным шагом.
На фрезерном станке вращающимся инструментом, в качестве которого использовали ролик, выполняли десять продольных канавок, глубиной 7,5 мм с углом α, равным 90°. На фрезерном станке формировали острые кромки торца ребер. Устанавливали ребра в канавках листа и фиксировали их прижимами, оставляя одну сторону ребра свободной для обеспечения сварки с данной стороны. Электронно-лучевой сваркой осуществляли с одной стороны сварку листа с ребрами, используя облой в качестве присадочного материала. Затем переустанавливали прижимы и аналогично осуществляли сварку листа с ребрами с другой их стороны.
В итоге получили обечайку с заданным количеством и расположением ребер, которая имеет прочностные характеристики сварного шва, практически одинаковые с прочностными характеристиками основного материала.
Способ весьма прост в осуществлении. Для его реализации используется стандартное оборудование.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1999 |
|
RU2158666C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ПЛИТЫ С ОРЕБРЁННОЙ ПОВЕРХНОСТЬЮ | 2016 |
|
RU2627553C1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| Способ изготовления сварных стальных аппаратов | 1989 |
|
SU1636159A1 |
| Способ крепления сваркой патрубка на толстостенной обечайке | 1988 |
|
SU1804380A3 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ЛИСТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2702536C1 |
| СПОСОБ СВАРКИ СТЫКОВ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ ИЗ СТАЛЕЙ ПОВЫШЕННОЙ ПРОЧНОСТИ | 2009 |
|
RU2412032C1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
Изобретение относится к способу изготовления оребренных обечаек для топливных баков ракетных двигателей, цистерн для транспортирования и хранения различных сред и пр. Предварительно на листе обечайки обработкой давлением вращающимся инструментом выполняют канавки с образованием облоя по двум сторонам канавок. Свариваемые торцы ребер выполняют заостренными по форме канавки. Затем заостренные торцы ребер располагают в канавках листа и осуществляют сварку листа обечайки с ребрами по двум сторонам ребер с использованием облоя в качестве присадочного материала. Канавку выполняют глубиной от 0,5 до 0,6 толщины листа. Изобретение позволяет обеспечить прочность сварного соединения «лист-ребро». 4 ил.
Способ изготовления оребренных обечаек, включающий установку ребер на лист обечайки и сварку листа обечайки и ребер, отличающийся тем, что предварительно на листе обечайки выполняют канавки, при этом канавки выполняют обработкой давлением вращающимся инструментом с образованием облоя по двум сторонам канавок, причем свариваемые торцы ребер выполняют заостренными по форме канавки, затем заостренные торцы ребер располагают в канавках листа и осуществляют сварку листа обечайки с ребрами по двум сторонам ребер с использованием облоя в качестве присадочного материала, при этом канавку выполняют глубиной от 0,5 до 0,6 толщины листа.

