гп..„ . 5. 6 2
Фиг..
Изобретение относится к гехнологиче- ской оснзстке для термообработки изделий и может быть использовано в качестве приспособления для термомагнитной обработки постоянных магнитов в проходных печах с индукционным нагревом.
Цель изобретения - повышение качества термообработки путем снижения локаль- ных перегревов за счет образования разрывного контура между основанием и обечайкой к повышение долговечности.
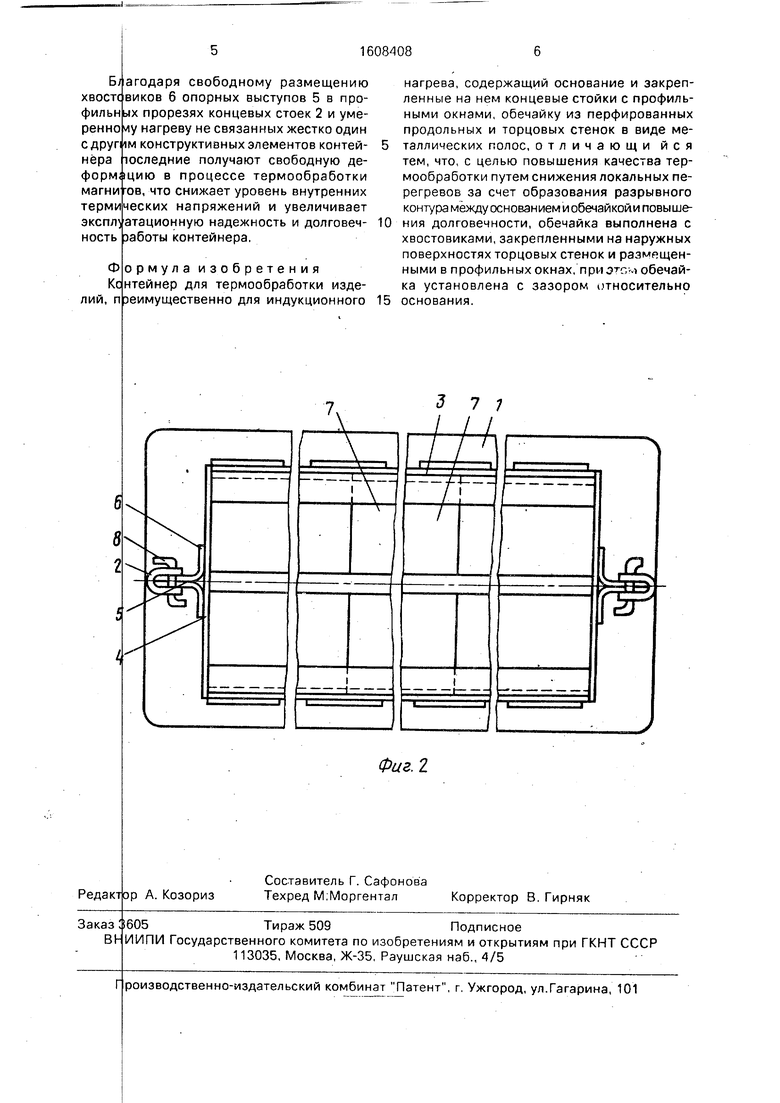
На фиг,1 показан контейнер, общий вид; на фиг.2 -то же, вид сбоку.
Контейнер выполнен сборным, состоящим из основания 1 с концевыми вертикальными стойками 2, образующими профильные окна в виде прорезей, и прямоугольной обечайки с продольными 3 и попе-- речными 4 стенками, выполненными из пластин толщиной 0,8- 1,2 мм, из жаростойкой стали с образованием в указанных стенках сквозных проемов окон. Стенки 3 и 4 обечайки расположены относительно основания- 1 с зазсром, который образован с помощью опорных наружных выступов 5, закрепленных на поперечных стенках 4. Каждый выступ имеет хвостовик 6, свободно размещенный в npopsin соотзетствую- щей концевой стойки 2. Вертикальные перемещения стенок обечашш и размещенных в контейнере изделий (лагнитов)- 7 предотвращаются шплинтэми 8.
Контейнер используется многократно для удержания заготовок постоянных магнитов 7 по всему циклу технологического процесса их термомагнитнсй обработки в проходных установк.-ix с индукционным нагревом в :услоБ1-;ях дмскретного перемещения контейнера внутри индуктора при нагреве и между полюсами магнмтопровода в процессе охлаждения с заданной скоростью в магнитном поле.
Перед термомагнитной обработкой в каждую гфямоугольмуа обечайку через ее проем со CTOpGHbJ опорных наружных выступов 5 у сладываюг jiirrye заготовки магнитов 7, напри / ер, в два ряда м в два слоя. Прсле этого на опорные поверхности наружных выступов 5 накладывают основание 1, размещая при этом хвостозикм б а прорезях, образованных концевыми стойкзм у 2. Далее собранней контейнер совместно с ездкой магнитов по- ворачмвают на 130° м соединяют обечайку с вертик8яьнь ми стайками 2 с помощью шплинтов 8 или нихромовом проволокой.
Контейнер с садкой магнитов размещают 3 продольном положении в индукционном- нагревате/. S и после нагрева до заданной температуры помещают s том же продольном положении между полюсамиэлектромагнита для охлаждания магнитов с требуемой скоростью в магнитном поле. Габаритные размеры контейнера: 210 х 60 х 50 мм, толщина днища основания 6 мм. Термо- 5 обрабатываемые изделия: литые постоянные магниты из сплава типа ЮНДК по ГОСТу; габаритные размеры магнита: диаметр 22 мм, длина 26 мм. Количество магнитов, размещаемых в одном контейнере в два 0 слоя, 28 шт.
Цикл термомагнитной обработки магнитов (ТМО) в контейнере включает индукционный нагрев до 960°С, охлаждение до 900°С вне магнитного поля, охлаждение до 625° С 5 со скоростью 25° С/мин в термостате, расположенном в постоянном магнитном поле, размагничивание в соленоиде переменного тока, охлаждение на воздухе до цеховых температур вне магнитного поля.
0В индукционном нагревателе происходит нагрев магнитов и конструктивных элементов контейнера за счет индуктирования в них вихревых токов, которые индуктируются в основании 1 и стенках 3 и 4 отдельно, по5 скольку стенки расположены относительно основания с зазором, образованным с помощью опорных наружных выступов 5. За счет этого в основании и стенках происходит незначительное выделение тепла и не возникает ло0 кальных перегревов по отношению к обрабатываемым магнитам, что создает необходимые условия для обеспечения требуемой скорости охлаждения в магнитном поле. Локальные перегревы не возникают еще и пото5 му, что нагреваемые детали стенки и днища контейнера покрываются в процессе нагрева окисной пленкой, обладающей большим сопротивлением, что препятствует возникновению больших контурных токов контейнер - деталь.
0 Малая толщина стенок контейнера (0,8 - 1 мм), выполненных из жаропрочной стали с большим удельным сопротивлением, также препятствует возникновению перегревов, а относительно большая толщина днища дает
5 положительный эффект за счет отсутствия прямых контактов между водоохлаждаемыми направляющими и деталями, т.е. обеспечивает более равномерный нагрев.
Равномерность охлаждения деталей
0 обусловлена прежде всего равномерностью нагрева и практическим отсутствием локальных перегревов по всему объему контейнера и малой толщиной его конструктивных элементов. Положительная
5 роль более толстого днища сказывается и в том, что оно пpeдokpaняeт детали от непосредственного контакта с холодными элементами конструкции термостата и индуктора, что также обеспечивает равномерность охлаждения.
Буагодаря свободному размещению хвосте виков 6 опорных выступов 5 в профильных прорезях концевых стоек 2 и умеренно иу нагреву не связанных жестко один с другим конструктивных элементов контейнера юследние получают свободную де- формлцию в процессе термообработки магнитов, что снижает уровень внутренних термических напряжений и увеличивает эксплуатационную надежность и долговечность заботы контейнера,
Формула изобретения Контейнер для термообработки изделий, преимущественно для индукционного
0
5
нагрева, содержащий основание и закрепленные на нем концевые стойки с профильными окнами, обечайку из перфированных продольных и торцовых стенок в виде металлических полос, отличающи йся тем, что, с целью повышения качества термообработки путем снижения локальных перегревов за счет образования разрывного конг/ра между основаниемиобечайкойи повышения долговечности, обечайка выполнена с хвостовиками, закрепленными на наружных поверхностях торцовых стенок и размещенными в профильныхокнах, приэтП О обечайка установлена с зазором относительно основания.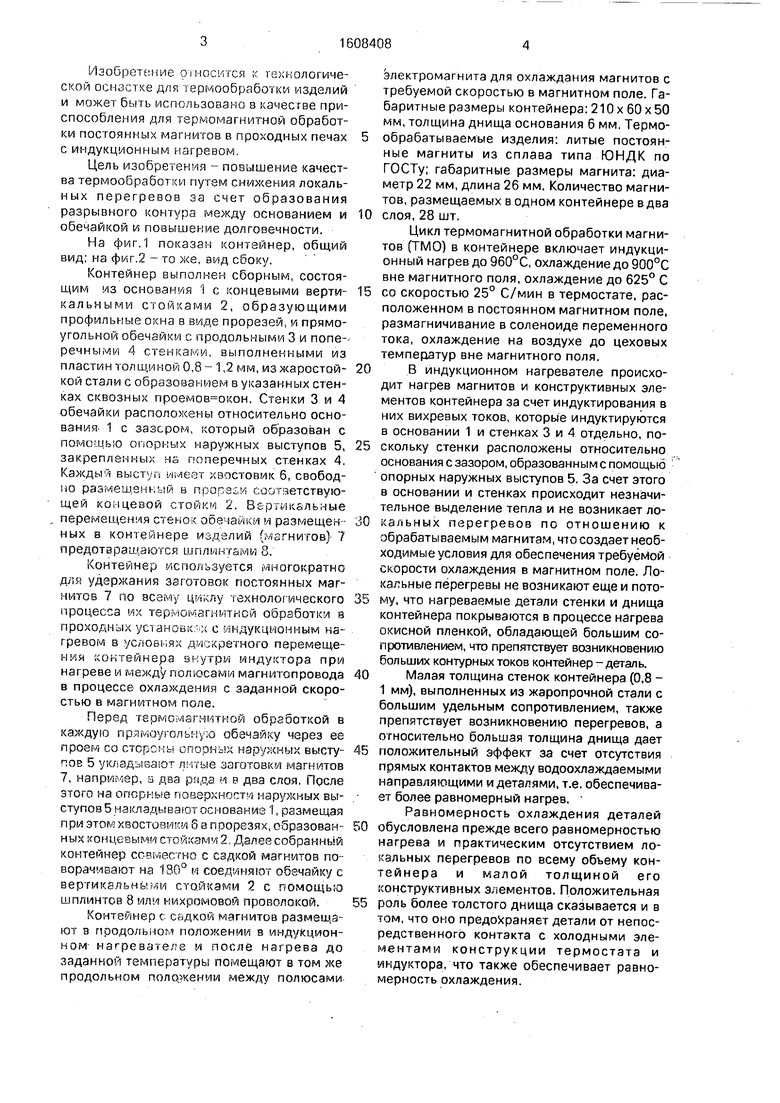
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для термомагнитной обработки изделий | 1987 |
|
SU1421778A1 |
| Контейнер для термообработки изделий | 1986 |
|
SU1404778A1 |
| Магнитотепловое устройство | 1990 |
|
SU1793525A1 |
| Устройство для термообработки лезвийного деревообрабатывающего инструмента | 1990 |
|
SU1786139A1 |
| ИНДУКЦИОННАЯ ПЕЧЬ ДЛЯ РАБОТЫ ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ | 2003 |
|
RU2326319C2 |
| Способ изготовления тары для термообработки деталей | 1987 |
|
SU1528617A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БЕЛЬЯ И СПОСОБ УПРАВЛЕНИЯ ИМ | 2017 |
|
RU2704898C1 |
| Установка для термомагнитной обработки постоянных магнитов | 1981 |
|
SU985072A1 |
| УСТРОЙСТВО ДЛЯ СВЧ-ТЕРМООБРАБОТКИ КРУПНЫХ ДИЭЛЕКТРИЧЕСКИХ ИЗДЕЛИЙ | 2001 |
|
RU2207474C1 |
| Установка для спекания и термической обработки порошковых магнитов | 1982 |
|
SU1068228A1 |
Изобретение относится к технологической оснастке для термической обработки изделий и может быть использовано для термомагнитной обработки постоянных магнитов в проходных печах с индукционным нагревом. Цель изобретения - повышение качества термообработки путем снижения локальных перегревов и повышение долговечности контейнера. Он состоит из основания 1 с концевыми вертикальными стойками 2, образующими окна-прорези, и прямоугольной обечайки с продольными 3 и торцовыми 4 стенками, выполненными из металлических полос. По отношению к основанию 1 стенки 3 и 4 обечайки расположены с зазором, образованным при помощи опорных наружных выступов 5, каждый из которых имеет хвостовик 6, свободно размещенный в окне-прорези соответствующей стойки 2. При индукционном нагреве размещенных в контейнере изделий /магнитов/ 7 за счет зазора между обечайкой и основанием вихревые токи индуцируются отдельно в основании 1 и отдельно в стенках 3 и 4 обечайки, вследствие чего получается два электрических контура, каждый из которых имеет незначительное поперечное сечение, что исключает перегрев конструктивных элементов контейнера, а следовательно, создает практически одинаковые условия охлаждения изделий, например постоянных магнитов, в магнитном поле при их термомагнитной обработке. Одновременно снижается уровень термических напряжений в стенках контейнера за счет их умеренного нагрева и свободной деформации, что повышает эксплуатационную долговечность контейнера. 2 ил.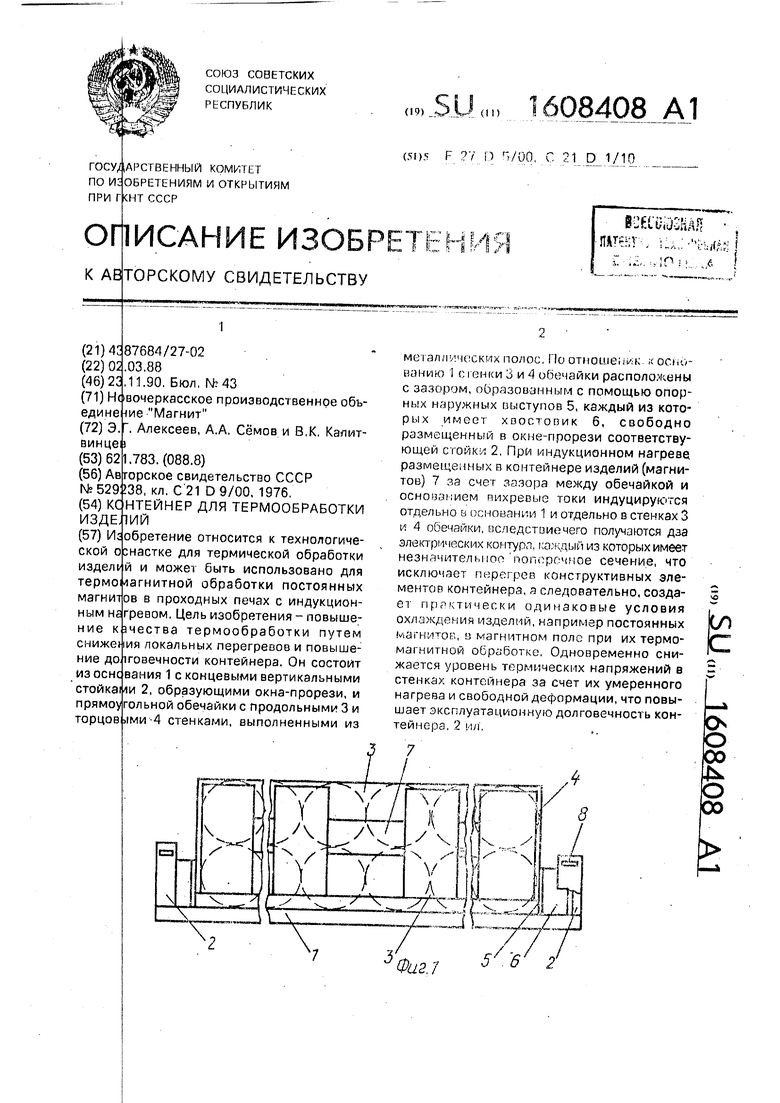
Фиг. г
| Авторское свидетельство СССР NS , кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
