Изобретение относится к механической очистке поверхностей изделий от продуктов коррозии, прокатной окалины, сварного грата и других трудноудалимых загрязнений.
Цель изобретения - повышение производительности.
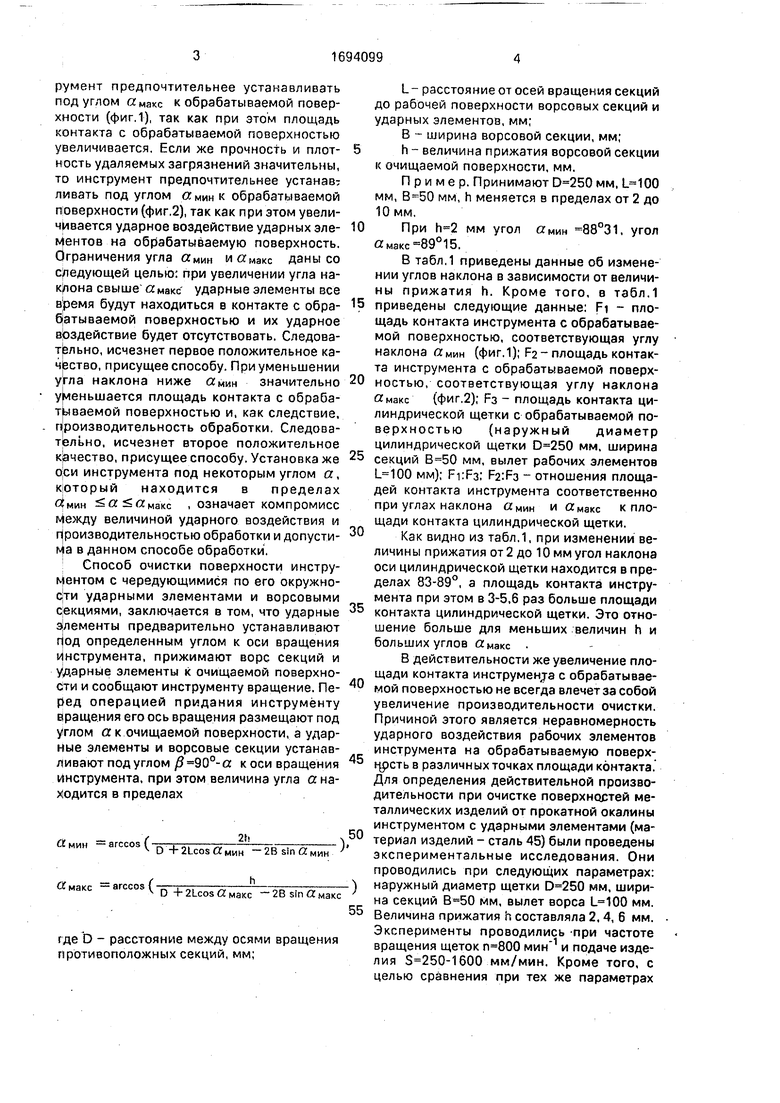
На фиг.1 представлена схема установки инструмента при наклоне его оси на угол а макс : на фиг.2 - схема установки инструмента при наклоне его оси на угол а мин
Перед проведением способа очистки поверхностей необходимо выполнить следующее: измерить конструктивные параметры инструмента D, L, В, принять, какая величина прижима ворсовых секций h необходима для качественной очистки поверхности, по имеющимся величинам D, L, В. h рассчитать предельные углы наклона оси инструмента к обрабатываемой поверхности Ямин и амакс ; установить ось инструмента под одним из рассчитанных углов к обрабатываемой поверхности, установить ворсовые секции и ударные элементы под углом а к оси вращения инструмента. При этом необходимо иметь в виду следующее: если прочность и плотность удаляемых загрязнений не велики, то инстО Ч)
&
о о
румент предпочтительнее устанавливать под углом «макс к обрабатываемой поверхности (фиг.1), так как при этом площадь контакта с обрабатываемой поверхностью увеличивается. Если же прочность и плот- ность удаляемых загрязнений значительны, то инструмент предпочтительнее устанавт ливать под углом «мин к обрабатываемой поверхности (фиг.2), так как при этом увеличивается ударное воздействие ударных эле- Центов на обрабатываемую поверхность. Ограничения угла «мин иамакс даны со следующей целью: при увеличении угла наклона свыше «макс ударные элементы все в|ремя будут находиться в контакте с обра- окатываемой поверхностью и их ударное воздействие будет отсутствовать. Следова- тЬльно, исчезнет первое положительное качество, присущее способу. При уменьшении угла наклона ниже «мин значительно уменьшается площадь контакта с обрабатываемой поверхностью и, как следствие, производительность обработки. Следовательно, исчезнет второе положительное качество, присущее способу. Установка же оси инструмента под некоторым углом а, который находится в пределах « «макс , означает компромисс Между величиной ударного воздействия и производительностью обработки и допусти- Ма в данном способе обработки.
Способ очистки поверхности инстру- г ентом с чередующимися по его окружности ударными элементами и ворсовыми секциями, заключается в том, что ударные элементы предварительно устанавливают г|од определенным углом к оси вращения Инструмента, прижимают ворс секций и Ударные элементы к очищаемой поверхности и сообщают инструменту вращение. Пе- ред операцией придания инструменту Вращения его ось вращения размещают под углом а к очищаемой поверхности, а ударные элементы и ворсовые секции устанавливают под углом/9 90°-а к оси вращения инструмента, при этом величина угла а находится в пределах
„ /2. ч 50
«мин -arccost D+2LcosaMMH -2В sin Z„ин J СГмакс arccos ( Q + 2Lcos Q - - )
55
где Ь - расстояние между осями вращения противоположных секций, мм;
L- расстояние от осей вращения секций до рабочей поверхности ворсовых секций и ударных элементов, мм;
В - ширина ворсовой секции, мм;
h - величина прижатия ворсовой секции к очищаемой поверхности, мм.
Пример. Принимают мм, мм, мм, h меняется в пределах от 2 до 10 мм.
При мм угол or мин 88°31, угол «макс 89°15.
В табл.1 приведены данные об изменении углов наклона в зависимости от величи- ны прижатия h. Кроме того, в табл.1 приведены следующие данные; FI - площадь контакта инструмента с обрабатываемой поверхностью, соответствующая углу наклона «мин (фиг. 1); F2-площадь контакта инструмента с обрабатываемой поверхностью, соответствующая углу наклона «макс (фиг.2); Рз - площадь контакта цилиндрической щетки с обрабатываемой поверхностью (наружный диаметр цилиндрической щетки мм, ширина секций мм, вылет рабочих элементов мм); Fi:F3: Ра:Рз - отношения площадей контакта инструмента соответственно при углах наклона «мин и «макс к площади контакта цилиндрической щетки.
Как видно из табл.1, при изменении величины прижатия от 2 до 10 мм угол наклона оси цилиндрической щетки находится в пределах 83-89°, а площадь контакта инструмента при этом в 3-5,6 раз больше площади контакта цилиндрической щетки. Это отношение больше для меньших величин h и
бОЛЬШИХ УГЛОВ «макс .
В действительности же увеличение площади контакта инструмента с обрабатываемой поверхностью не всегда влечет за собой увеличение производительности очистки. Причиной этого является неравномерность ударного воздействия рабочих элементов инструмента на обрабатываемую поверх- нЈсть в различных точках площади контакта. Для определения действительной производительности при очистке поверхностей металлических изделий от прокатной окалины инструментом с ударными элементами (материал изделий - сталь 45) были проведены экспериментальные исследования. Они проводились при следующих параметрах: наружный диаметр щетки мм, ширина секций мм, вылет ворса мм. Величина прижатия h составляла 2, 4, 6 мм. Эксперименты проводились при частоте вращения щеток и подаче изделия 5 250-1600 мм/мин. Кроме того, с целью сравнения при тех же параметрах
проводились исследования производительности очистки поверхностей металлических изделий от прокатной окалины цилиндрической щеткой. Производительность очистки определялась путем установления времени, необходимого для качественной очистки единицы площади очищаемого изделия (1000см2).
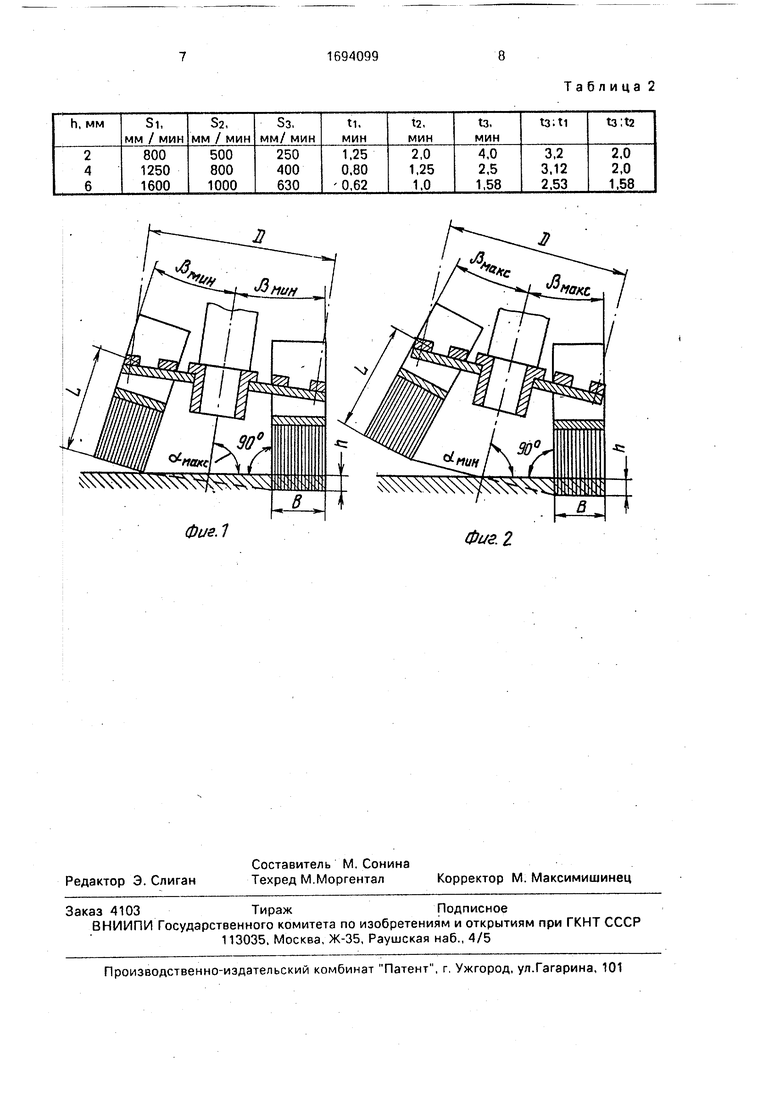
В табл.2 представлены результаты экспериментов, В табл.2 приведены следую- щие данные: Si - максимальная скорость перемещения изделия, при которой происходила его качественная очистка при обработке инструментомпри .угле наклона а мин (фиг.1); S2 - максимальная скорость перемещения изделия, при которой происходила его качественная очистка при обработке инструментом при угле наклона «макс (фиг.2); 5з - максимальная скорость перемещения изделия, при кото- рой происходила его качественная очистка цилиндрической щеткой; ti - время, необходимое для очистки единицы поверхности изделия (100 см2) инструментом при угле наклона амин ; t2 - время, необходимое для очистки единицы поверхности изделия (1000 см ) инструментом при угле наклона а. макс ; 1з - время, необходимое для очистки единицы поверхности изделия (1000 см ) цилиндрической щеткой; ta. ti; ta:t2 - отно- шение времени очистки поверхности изде- лия цилиндрической щеткой к временам очистки инструментом при разных углах наклона.
Как видно из табл.2, фактическая произ- водительность при очистке поверхностей изделий от прокатной окалины инструментом с ударными элементами в 1,5-3,2 раза больше производительности очистки поверхностей цилиндрическими щетками с удар- ными элементами. Это справедливо для меньших величин h и меньших углов ее мин.
а макс arccos (
Следовательно, при очистке поверхностей изделий от прокатной окалины и сварного грата, т.е. на тяжелых видах работ, когда возникает необходимость в значительном ударном воздействии рабочих элементов инструмента, оптимальным углом наклона для него будет угол «мин . Как указано выше, он изменяется в пределах 83-88°. Формула изобретения Способ очистки поверхности инструментом с чередующимися по его окружности ударными элементами и ворсовыми секциями, при котором ударные элементы предварительно устанавливают под определенным углом к оси вращения инструмента, прижимают ворс секций и ударные элементы к очищаемой поверхности и сообщают инструменту вращение, отличающий- с я тем, что, с целью повышения производительности, перед операцией придания инструменту вращения его ось вращения размещают под углом а. к очищаемой поверхности, а ударные элементы и ворсовые секции устанавливают под углом /J 90°-a к оси вращения инструмента, при этом величина угла а находится в пределах
а макс arccos (
«мин - arccos ( D+2LcosaMMH -2В5|памин
2Lcos«MaKC -2В sin « макс
-).
а макс arccos (
где D - расстояние между осями вращения противоположных секций, мм;
L - расстояние от осей вращения секций до рабочей поверхности ворсовых секций и ударных элементов, мм;
В - ширина секций, мм;
h - величина прижатия ворсовой секции к очищаемой поверхности, мм.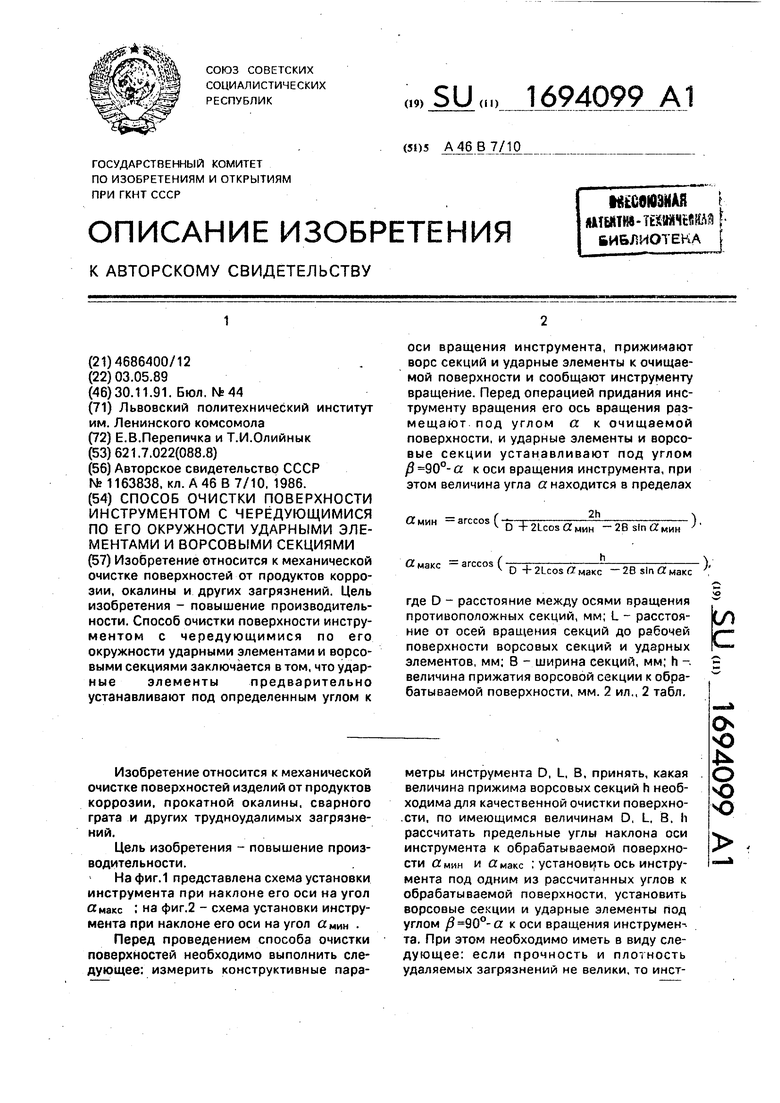

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки поверхности | 1989 |
|
SU1741931A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2017446C1 |
| Способ иглофрезерной зачистки цилиндрических деталей | 1990 |
|
SU1726065A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ОКАЛИНЫ | 1991 |
|
RU2016675C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1999 |
|
RU2145911C1 |
| КОМБИНИРОВАННЫЙ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2438850C2 |
| ТОРЦОВАЯ ИГЛОФРЕЗА | 1993 |
|
RU2063309C1 |
| СПОСОБ ИГЛОФРЕЗЕРНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2010 |
|
RU2434732C2 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2008 |
|
RU2364492C1 |
| Способ получистового иглофрезерования | 1990 |
|
SU1755958A1 |
Изобретение относится к механической очистке поверхностей от продуктов коррозии, окалины и других загрязнений. Цель изобретения - повышение производительности. Способ очистки поверхности инструментом с чередующимися по его окружности ударными элементами и ворсовыми секциями заключается в том, что удар- ные элементы предварительно устанавливают под определенным углом к оси вращения инструмента, прижимают ворс секций и ударные элементы к очищаемой поверхности и сообщают инструменту вращение. Перед операцией придания инструменту вращения его ось вращения размещают под углом а к очищаемой поверхности, и ударные элементы и ворсовые секции устанавливают под углом / 90°- а к оси вращения инструмента, при этом величина угла а находится в пределах 2h (in «мин (-D+2LcosaMMH 2В sin « мин ). С макс arccos(D+2Uos О макс 2В sin О, макс где D - расстояние между осями вращения противоположных секций, мм; L - расстояние от осей вращения секций до рабочей поверхности ворсовых секций и ударных элементов, мм; В - ширина секций, мм; h - величина прижатия ворсовой секции к обрабатываемой поверхности, мм. 2 ил., 2 табл.
Таблица 1
S Фиг.1
Таблица 2
3
Фие.2
| Цилиндрическая щетка для обработки металлических поверхностей | 1984 |
|
SU1163838A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
