Изобретение относится к технологии машиностроения и может быть использовано для обработки иглофрезерованием с одновременным поверхностным пластическим деформированием упрочнением рабочих поверхностей стальных и чугунных деталей.
Известна цилиндрическая щетка, содержащая втулку с установленными на ней дисками, каждый из которых имеет размещенные по периферии отверстия для крепления U-образных пучков проволочного ворса и фланцы для фиксации дисков на втулке [1].
Недостатками известного инструмента являются неэффективное использование щетки, с недостаточно плотным, ненадежным креплением проволочного ворса и поэтому обладающей малой жесткостью, что не позволяет добиться высокой производительности и качественно удалять значительные припуски. При этом для повышения твердости поверхностного слоя обрабатываемой детали необходимо вводить дополнительную, например, термическую операцию, что удорожает процесс изготовления.
Известен комбинированный способ иглофрезерования с упрочнением, характеризующийся тем, что используют комбинированный инструмент, содержащий корпус в виде втулки с установленными на ней дисками, один из которых выполнен гладким с рабочей поверхностью на периферии, а остальные диски имеют размещенные на периферии отверстия для крепления U-образных пучков проволочного ворса и фланцы для фиксации дисков на втулке, заготовке и комбинированному инструменту сообщают вращательные движения и движения подачи вдоль обрабатываемой поверхности, при этом упомянутые диски установлены под острым углом к плоскости, перпендикулярной оси вращения, причем гладкий диск выполнен как упрочняющий из материала с низким коэффициентом теплопроводности, а остальные диски установлены со смещением один относительно другого, при котором пучки ворса одного из них расположены между пучками другого, а расстояние между осями отверстий двух рядом расположенных по длине втулки дисков равно половине расстояния между осями пары отверстий в диске [2]. При этом используют комбинированный инструмент, содержащий четыре косые шайбы, из которых две расположены между неподвижным фланцем и дисками, позволяющие плавно изменять угол наклона дисков от нуля до максимального значения, причем угол между торцами косой шайбы равен половине максимального угла наклона дисков. Кроме того, диаметр упрочняющего диска комбинированного инструмента берут меньше диаметра дисков с проволочным ворсом на удвоенную величину натяга, с которым инструмент прижимается к детали.
Недостатками комбинированного инструмента, который реализует известный способ, являются узкие технологические возможности, низкое качество и небольшая толщина упрочненного слоя, а также низкая производительность и большая трудоемкость процесса обработки, требующей специального оборудования с длинной кинематической цепью, снижающей КПД и удорожающей обработку. Кроме того, каждый из процессов, иглофрезерование или упрочнение, требует своих режимов обработки и возможности их раздельного регулирования, что не позволяет данный инструмент.
Задача изобретения - расширение технологических возможностей, повышение качества упрочненного слоя и увеличение его толщины, а также повышение производительности за счет совмещения иглофрезерования и поверхностного пластического деформирования упрочнения и обеспечения индивидуальных независимых приводов вращения иглофрезы и упрочняющего инструмента, с короткой кинематической цепью, с возможностью установки оптимальных режимов иглофрезерования и упрочнения и их независимого регулирования.
Поставленная задача решается с помощью предлагаемого комбинированного иглофрезерно-упрочняющего инструмента, содержащего иглофрезу, имеющую проволочный ворс, подвижный фланец и неподвижный фланец, на котором с помощью болтов и подвижного фланца жестко закреплен проволочный ворс, и упрочняющую часть, имеющую диск с пазами, выполненными под острым углом к продольной оси инструмента, и расположенные и закрепленные в пазах диска деформирующие элементы, выполненные в виде витков свернутой в кольцо стальной винтовой цилиндрической пружины из проволоки круглого сечения, которое установлено с натягом на периферийной поверхности диска, при этом пазы на диске выполнены глубиной не менее диаметра проволоки пружины, имеют форму и размеры, ответные форме и размерам витков пружины, а угол их наклона к продольной оси инструмента равен углу наклона витков пружины, при этом инструмент снабжен первым ротором, вторым ротором с витым магнитопроводом, в пазах которого расположена короткозамкнутая вторичная обмотка, статором с витым магнитопроводом, в пазах которого расположена первичная обмотка, и центральным валом, запрессованным в центральной части статора и на котором на упорных подшипниках смонтированы с возможностью вращения первый и второй роторы, при этом с одного торца первого ротора установлен витой магнитопровод с короткозамкнутой вторичной обмоткой в его пазах, расположенный с обеспечением воздушного зазора с магнитопроводом статора, а с другого его торца установлен витой магнитопровод с первичной обмоткой в его пазах, расположенный с обеспечением воздушного зазора с магнитопроводом второго ротора, причем неподвижный фланец иглофрезы закреплен на втором роторе, а диск упрочняющей части напрессован на первый ротор.
Особенности конструкции предлагаемого инструмента поясняются чертежами.
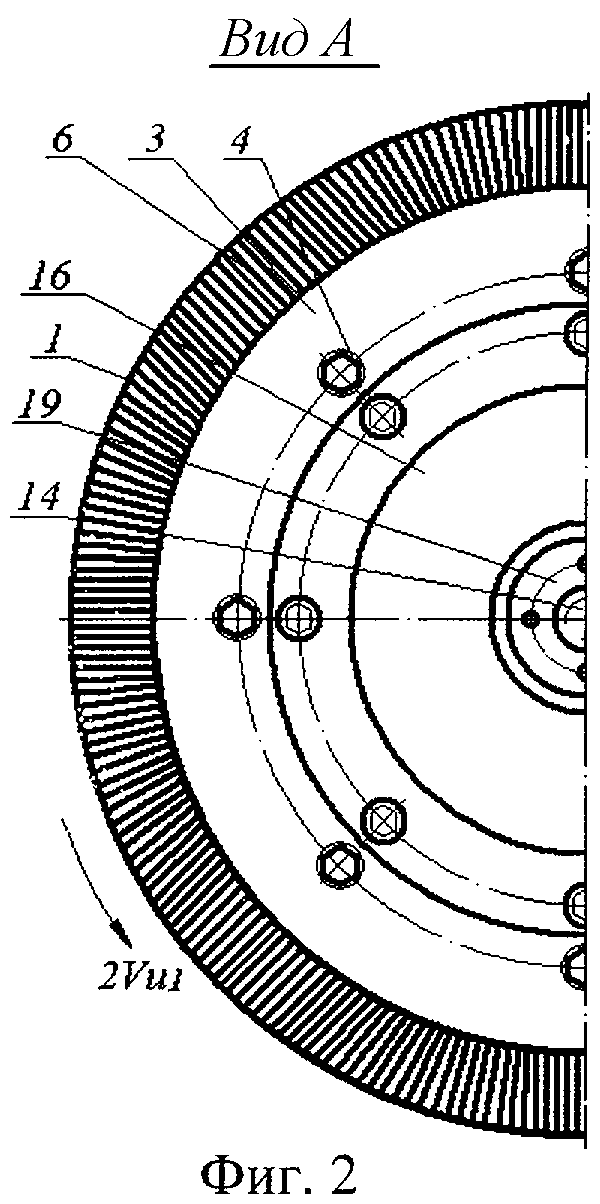
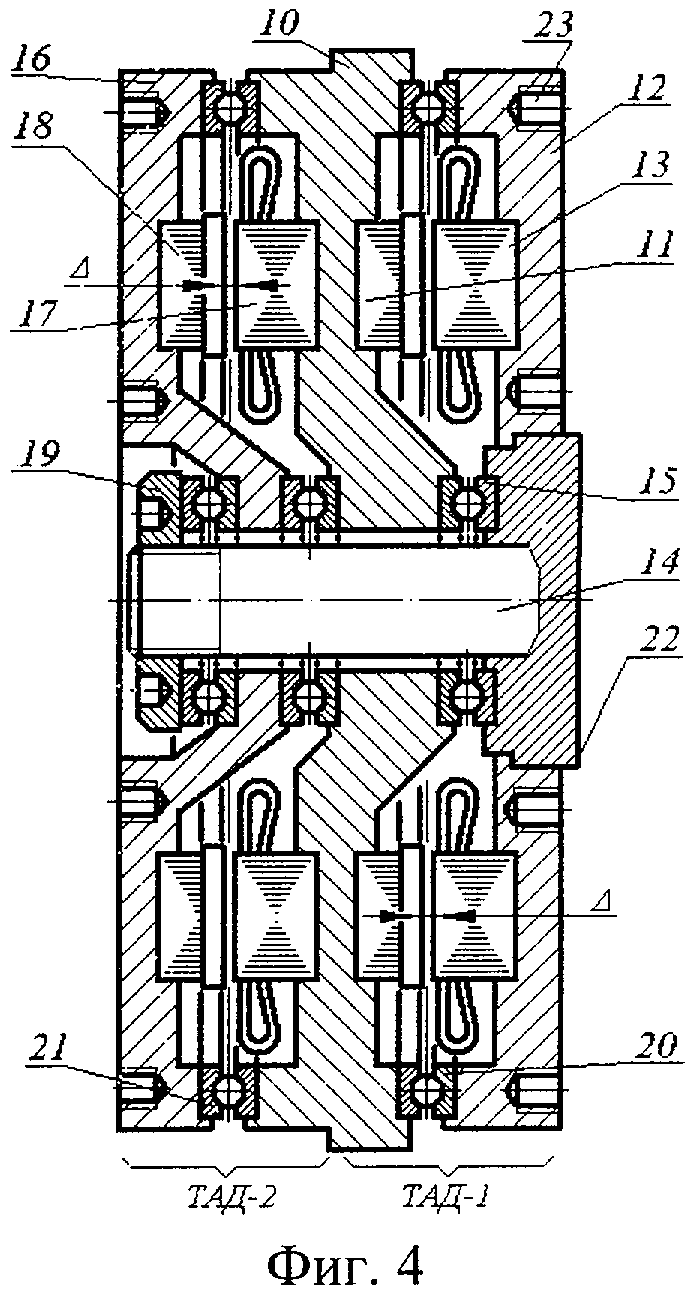
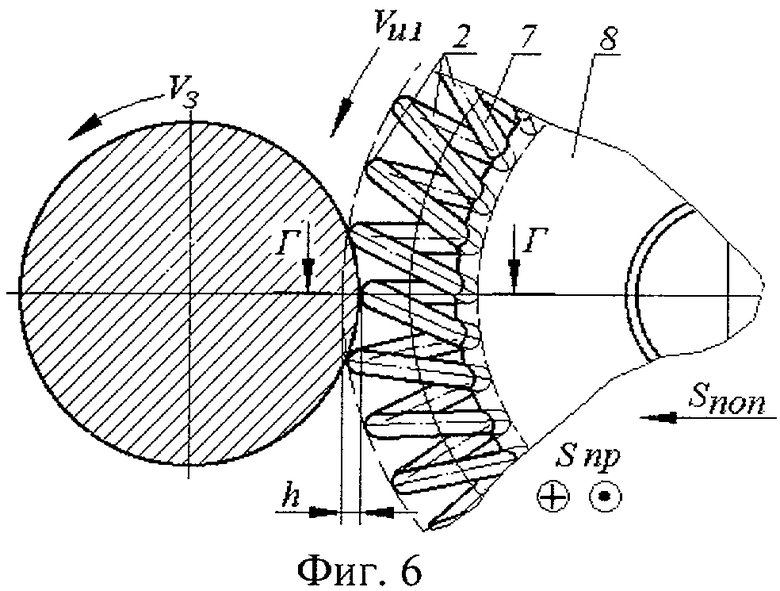
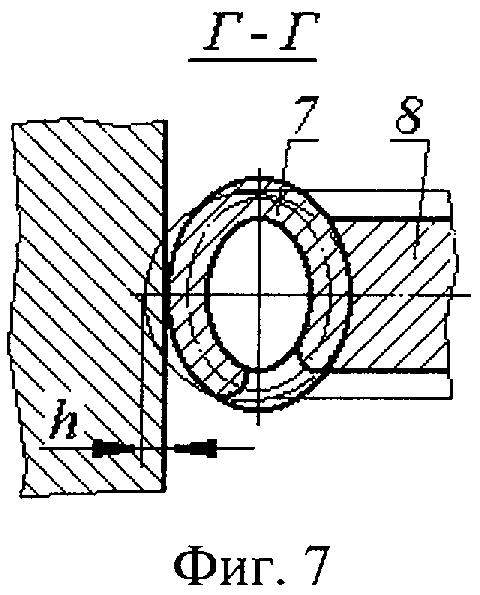
На фиг.1 изображен комбинированный иглофрезерно-упрочняющий инструмент, общий вид сбоку с частичными продольными разрезами; на фиг.2 - вид по А на фиг.1; на фиг.3 - вид по Б на фиг.1; на фиг.4 - привод инструмента, иглофреза с неподвижным и подвижным фланцами с проволочным ворсом и диск с деформирующими элементами условно сняты, продольный разрез; на фиг.5 - сечение В-В на фиг.1; на фиг.6 - схема процесса обработки поверхностным пластическим деформированием упрочнением наружной поверхности заготовки вала деформирующими элементами витками пружины упрочняющей части инструмента; на фиг.7 - сечение Г-Г на фиг.6.
Предлагаемый комбинированный иглофрезерно-упрочняющий инструмент предназначен для совместной и последовательной обработки иглофрезерованием и поверхностным пластическим деформированием упрочнением заготовок валов, а также плоских поверхностей.
Предлагаемый комбинированный иглофрезерно-упрочняющий инструмент содержит иглофрезу 1 и упрочняющую часть 2.
Иглофреза 1 состоит из неподвижного фланца 3, на периферии которого жестко с помощью болтов 4 и подвижного фланца 5 закреплен проволочный ворс 6.
Упрочняющая часть 2 имеет деформирующие элементы 7, которые размещены на периферии диска 8 [3]. В качестве деформирующих элементов использованы витки из стали круглого сечения винтовой цилиндрической пружины, свернутой в кольцо. Кольцо пружины установлено с натягом на периферийной поверхности диска, при этом витки расположены и закреплены в пазах диска, выполненных под острым углом к продольной оси инструмента, равным углу наклона витков пружины, а форма и размеры пазов являются ответными форме и размерам витков пружины, свернутой в кольцо. Глубина пазов выполнена не менее диаметра проволоки пружины. Закрепление витков может быть осуществлено чеканкой 9, как показано на фиг.5. В этом случае возможен поворот витка, находящегося в контакте с обрабатываемой заготовкой, относительно точки закрепления, который вызывает соударение витков и ведет к нестабильной обработке.
Жесткое закрепление витков в пазах диска, например, с помощью сварки предпочтительнее и позволяет получать стабильное качество обработки.
Диск упрочняющей части напрессован на первый ротор 10 с витым магнитопроводом 11, в пазах которого расположена короткозамкнутая вторичная обмотка, причем статор 12 имеет витой магнитопровод 13, в пазах которого расположена первичная обмотка, и центральный вал 14, на котором на упорных подшипниках 15 смонтирован первый ротор 10 с упрочняющей частью [4-6].
Неподвижный фланец 3 иглофрезы 1 закреплен на втором роторе 16. Ротор 16 с иглофрезой содержит витой магнитопровод 18, в пазах которого расположена короткозамкнутая вторичная обмотка. Магнитопровод 18 ротора 16 контактирует с витым магнитопроводом 17, в пазах которого расположена первичная обмотка, установленным на первом роторе 10.
Таким образом, с правого торца (согласно фиг.4) первого ротора 10 установлен витой магнитопровод 11, в пазах которого расположена короткозамкнутая вторичная обмотка, а с левого торца первого ротора 10 установлен витой магнитопровод 17, в пазах которого расположена первичная обмотка.
В центральной части статора 12 запрессован центральный вал 14, на котором на упорных подшипниках 15 смонтированы первый ротор с упрочняющей частью и второй ротор с иглофрезой, закрепленные гайкой 19 с учетом воздушного зазора Δ между магнитопроводами 11 и 13, а также 17 и 18.
После подключения обмотки магнитопровода 13 статора 12 к сети, в результате воздействия вращающегося магнитного поля на проводники короткозамкнутой обмотки магнитопровода 11 первого ротора 10, последний приводится во вращение со скоростью VИ1. Возникающие при этом силы осевого притяжения магнитопроводов 11 и 13 воспринимаются упорным подшипником 20. Благодаря тому что упорный подшипник 20 установлен снаружи магнитопроводов 11 и 13, следовательно, диаметр его дорожки качения достаточно большой, повышается устойчивость первого ротора 10 против выворачивающего действия сил, требующихся для эффективного упрочнения.
После подключения обмотки магнитопровода 17 к сети, в результате воздействия вращающегося магнитного поля на проводники короткозамкнутой обмотки магнитопровода 18 второго ротора 16, он приводится во вращение со скоростью VИ2 относительно первого ротора 10, который сам вращается со скоростью VИ1. При равных характеристиках обмоток магнитопроводов 17 и 18 с обмотками магнитопроводов 11 и 13 скорости VИ2 и VИ1 будут равны VИ2=VИ1. Значит, часть инструмента - иглофреза 1 будет вращаться с удвоенной скоростью V=2VИ1=2VИ2 относительно неподвижного статора 12.
Возникающие при этом силы осевого притяжения магнитопроводов 17 и 18 воспринимаются упорным подшипником 21. Благодаря тому что упорный подшипник 21 установлен снаружи магнитопроводов 17 и 18, следовательно, диаметр его дорожки качения достаточно большой, повышается устойчивость ротора 16 против выворачивающего действия сил, требующихся для эффективного иглофрезерования. Такая двухступенчатая конструкция привода вращения инструмента позволяет уменьшить осевой размер всего устройства привода инструмента и делает его высокоскоростным и компактным.
Центральный вал 14 образует наружный кольцевой выступ 22 для фиксированного соединения инструмента, например, со шпинделем инструментальной бабки (не показана) металлорежущего станка, на котором ведется отделочная обработка. Неподвижное крепление инструмента производится винтами (не показаны), которые закручиваются в резьбовые гнезда 23 статора 12.
Инструмент используют следующим образом.
Инструменту сообщают поперечную подачу SПОП для создания натяга h и включают продольную подачу SПР. При движении справа налево впереди идущие концы проволочного ворса иглофрезы взаимодействуют с обрабатываемой поверхностью вращающейся заготовки вала и осуществляют микрорезание.
Черновую обработку с удалением значительных припусков ведут более жесткой иглофрезой, при этом дополнительная жесткость обеспечивается затяжкой болтов и приближением подвижного фланца к неподвижному, которые, как под прессом, повышают плотность набивки ворса и жесткость иглофрезы.
Чистовое иглофрезерование, а также другие легкие виды работ: очистка поверхностей металлов и других материалов, например, от коррозии, окалины, зачистка сварных швов и заусенцев, ведут иглофрезой с минимальной жесткостью.
Вслед за иглофрезой в работу вступает упрочняющая часть комбинированного инструмента. Сущность процесса упрочнения заключается в том, что деформирующие витки устанавливаются также с натягом h относительно обрабатываемой заготовки, благодаря которому часть витка, контактирующего с заготовкой, смещается в радиальном направлении, а виток из цилиндрического превращается в эллипс (см. фиг.7). Часть инструмента с деформирующими элементами в виде витков кольцевой пружины вращается с скоростью VИ1. Элементы при этом наносят на поверхности заготовки многочисленные удары, пластически деформируя поверхность, и мгновенно отскакивают от нее. Помимо удара элементы за все время контакта производят также и выглаживающее действие.
В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости поверхности повышается до Ra=0,1…0,4 мкм при исходном значении Ra=0,8…3,2 мкм. Твердость поверхности увеличивается на 30…80% при глубине наклепанного слоя 0,3…3 мм. Остаточные напряжения сжатия достигают на поверхности 400…800 МПа.
Предыдущая обработка иглофрезерованием дает параметр шероховатости Ra=0,4…3,2 мкм. Иглофрезерно-упрочняющую комбинированную обработку предлагаемым инструментом применяют при изготовлении заготовок из цветных металлов и сплавов, чугуна и стали твердостью до HRC 58…64.
Деформирующие элементы упрочняющей части инструмента, т.е. витки пружины, изготовляют из сталей: легированных ШХ15, ХВГ, 9Х, 5ХНМ, углеродистых инструментальных У10А, У12А, быстрорежущих Р6М5, Р9. Твердость рабочей поверхности витков из сталей HRC 62…65. Параметр шероховатости рабочего профиля витков пружины Ra=0,32 мкм.
Условия упрочняющей обработки, такие как: твердость поверхностного слоя, глубина наклепа и шероховатость поверхности, зависят от силы удара и числа ударов, приходящихся на 1 мм2 поверхности. Эти параметры, в свою очередь, зависят от окружной скорости инструмента, натяга h, размера витков, их числа в диске, частоты вращения, величины подачи на один оборот заготовки и числа проходов.
Пример. Проводилась обработка заготовки вала из стали 45 с помощью предлагаемого инструмента, установленного на токарном станке мод. 16К20Т1 с ЧПУ. Комбинированный инструмент устанавливали на суппорте на специальной стойке. Каждая часть инструмента приводилась во вращение своим ротором при неподвижном статоре. Инструмент подводили к обрабатываемой поверхности с помощью поперечной подачи суппорта. Концы проволочного ворса, взаимодействуя с обрабатываемой поверхностью, осуществляли микрорезание.
В качестве ворса иглофрезы применяли стальную пружинную проволоку диаметром 0,5…1,0 мм из стали 65Г. Использовали иглофрезу с соотношением h/i, где h - длина вылета ворса над фланцами; i - наименьший радиус инерции поперечного сечения проволочных элементов, находящимся в пределах 50…100, а коэффициент Кп плотности проволочного ворса в пределах 0,6…0,7 для чистовой обработки и 0,8…0,9 для черновой обработки; при этом натяг составлял - h=0,7…1,0 мм для чистовой обработки и h=1,2…1,5 мм для черновой обработки [3].
Режимы работы: окружная скорость для черновой обработки 2…3 м/с, для чистовой - 4…5 м/с. Продольная подача определялась по формуле S=h·n (мм/мин), где n - частота вращения инструмента, мин-1; значение h (мм) зависит от натяга и диаметра диска, и определяли опытным путем.
Обработка показала, что иглофреза комбинированного инструмента при черновой обработки срезает с обрабатываемой поверхности окалину вместе с упрочненным слоем; при чистовом иглофрезеровании - улучшается шероховатость на один класс, усилие прижатия иглофрезы к обрабатываемой поверхности заготовки составляла 200…300Н и 400…600Н на 10 мм ширины рабочей поверхности иглофрезы соответственно при чистовой и черновой обработке, а тангенциальная составляющая силы резания при этом составляла 150…250Н и 450…550Н соответственно при чистовой и черновой обработке.
При обработки иглофрезерной частью предлагаемого инструмента соблюдалось условие:
для чистовой обработки - Kp=p/σв=1,5…1,7;
для черновой обработки - Кр=р/σв=1,8…2,0;
где p - давление иглофрезы на обрабатываемую поверхность, МПа;
σв - предел прочности материала обрабатываемой заготовки, МПа.
Выбор соответствующего давления p зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга h [3].
Использование иглофрезы для предварительной обработки в конструкции предлагаемого комбинированного инструмента позволяет расширить технологические возможности иглофрезерования, повысить эффективность использования иглофрезы с надежным креплением проволочного ворса за счет повышения плотности набивки ворса и повышения жесткости. Надежность крепления ворса и управление жесткостью позволяют также высокопроизводительно удалять значительные припуски, т.е. работать в тяжелых силовых условиях, прогнозировать шероховатость и качество обрабатываемой поверхности.
Вслед за обработкой поверхности иглофрезерованием вступала в работу вторая часть комбинированного инструмента с деформирующими элементами в виде витков диаметром 8…10 мм кольцевой пружины из проволоки диаметром 2…2,5 мм из стали ШХ15 с режимами, приведенными в табл.1.
1. Режимы обработки поверхностей деформирующими элементами в виде витков кольцевой пружины
При неправильно выбранном режиме может возникнуть перенаклеп поверхности с растягивающими остаточными напряжениями в поверхностном слое, которые ведут к трещинам и отслаиванию поверхностного слоя. Для получения высокого качества поверхности необходимо соблюдать следующие условия обработки:
- обеспечение постоянной величины натяга h;
- допускаемое радиальное биение витков кольцевой пружины, отклонения формы и радиальное биение заготовки не должны превышать 0,04…0,05 мм.
Обработка с большими натягами приводит к увеличению шероховатости поверхности, но при этом несколько увеличивается эффект упрочнения. Для получения поверхности заготовки высокого качества перед обработкой заготовки очищают от следов коррозии и обезжиривают. Обработку ведут с использованием смазочно-охлаждающего технологического средства. Деформирующие витки смазывают смесью индустриального масла (60%) и керосина (40%), поверхность заготовки - керосином.
Оставлять припуск под обработку не следует, так как изменение размера весьма незначительно (2…5 мкм). После обработки этим инструментом точность заготовок соответствует 7…9-му квалитетам.
Предлагаемая упрочняющая часть комбинированного инструмента расширяет технологические возможности процесса поверхностного пластического деформирования, повышает параметр шероховатости обработанной поверхности, увеличивает ее твердость на значительную глубину благодаря не только ударному, но и выглаживающему действиям, повышает производительность за счет увеличения пятна контакта деформирующих элементов с обрабатываемой поверхностью, а также снижает себестоимость процесса и сокращает расходы на его изготовление.
Использование предлагаемого технического решения позволяет повысить эффективность использования комбинированного иглофрезерно-упрочняющего инструмента в целом, а также части его - иглофрезы за счет повышения скорости вращения индивидуального привода иглофрезы. Надежность крепления ворса позволяет высокопроизводительно и качественно удалять значительные припуски, т.е. работать в тяжелых условиях. Что касается упрочняющей части инструмента, то она проста по конструкции и надежна в эксплуатации. Получаемые на поверхности упрочняемой детали структуры упрочненных слоев обладают повышенной твердостью, а соответственно, износостойкостью и сопротивлением усталостному разрушению.
Комбинированный иглофрезерно-упрочняющий инструмент обеспечивает индивидуальные независимые приводы вращения иглофрезы и упрочняющего инструмента, с короткой кинематической цепью, с возможностью установки оптимальных режимов иглофрезерования и упрочнения и их независимого регулирования, расширяет технологические возможности обработки благодаря совмещению иглофрезерования и упрочнения, сокращает вспомогательное время, повышает в 2…2,5 раза производительность обработки, улучшает качество и шероховатость обрабатываемой поверхности.
Источники информации
1. Патент США №2983940, кл. 15-181. 1961.
2. Патент РФ №2243877, МПК С1 В24В 39/04, 39/06. Комбинированный способ иглофрезерования с упрочнением. Степанов Ю.С., Харламов Г.А., Киричек А.В. и др. Заявка №2003115186/02, 22.05.03; 10.01.2005. Бюл. №1.
3. Патент РФ №2297315, МПК С1 В24В 39/00. Способ поверхностной пластической обработки инструментом с деформирующей пружиной. Степанов Ю.С., Киричек А.В., Самойлов Н.Н. и др. Заявка №2005131655/02, 12.10.05; 20.04.2007. Бюл. №11.
4. Загрядцкий В.И., Кобяков Е.Т., Степанов Ю.С. Торцовые асинхронные электродвигатели и электромеханические агрегаты. Под общей ред. докт. технич. наук, проф. Ю.С.Степанова - М.: Машиностроение - 1, 2003. - С.6-15, рис.1.4-1.5.
5. Патент RU 2058655, C6 H02К 5/16, 17/00. Торцовая электрическая асинхронная машина/ Загрядцкий В.И., Кобяков Е.Т. 1996. Бюл. №11.
6. Патент RU 2140700, C1 6 H02К 5/173, 5/16, 17/16. Торцовая электрическая асинхронная машина/ Загрядцкий В.И., Кобяков Е.Т., Сидоров Е.П. 1999. Бюл. №30.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИГЛОФРЕЗЕРНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2010 |
|
RU2434732C2 |
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |
| СПОСОБ ВИБРОУПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2009 |
|
RU2429962C2 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2363564C1 |
| ВИБРОУПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2009 |
|
RU2429963C2 |
| ИГЛО-УПРОЧНЯЮЩАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366546C1 |
| СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ СПИРОИДНЫХ ЧЕРВЯКОВ С УПРОЧНЕНИЕМ | 2008 |
|
RU2385798C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ СПИРОИДНОГО ЧЕРВЯКА | 2008 |
|
RU2385797C1 |
| ИНСТРУМЕНТ ДЛЯ ПЛАНЕТАРНОЙ ИГЛОФРЕЗЕРНОЙ ОБРАБОТКИ | 2006 |
|
RU2306204C1 |


Изобретение относится к технологии машиностроения и может быть использовано для иглофрезерования и упрочнения поверхностей деталей. Инструмент содержит иглофрезу, упрочняющую часть, первый ротор, второй ротор, статор и центральный вал. Иглофреза содержит неподвижный фланец, на котором с помощью болтов и подвижного фланца закреплен проволочный ворс. Упрочняющая часть содержит диск с пазами, в которых закреплены деформирующие элементы в виде витков свернутой в кольцо пружины, которое установлено на периферийной поверхности диска. Второй ротор выполнен с витым магнитопроводом, в пазах которого расположена короткозамкнутая вторичная обмотка. Статор выполнен с витым магнитопроводом, в пазах которого расположена первичная обмотка. Центральный вал запрессован в центральной части статора, и на нем на упорных подшипниках смонтированы с возможностью вращения первый и второй роторы. С одного торца первого ротора установлен витой магнитопровод с короткозамкнутой вторичной обмоткой в его пазах, расположенный с обеспечением воздушного зазора с магнитопроводом статора, а с другого его торца установлен витой магнитопровод с первичной обмоткой в его пазах, расположенный с обеспечением воздушного зазора с магнитопроводом второго ротора. Неподвижный фланец иглофрезы закреплен на втором роторе. Диск упрочняющей части напрессован на первый ротор. В результате расширяются технологические возможности, повышается производительность обработки, улучшается качество и шероховатость обработанной поверхности. 7 ил., 1 табл.
Комбинированный иглофрезерно-упрочняющий инструмент, содержащий иглофрезу, имеющую проволочный ворс, подвижный фланец и неподвижный фланец, на котором с помощью болтов и подвижного фланца жестко закреплен проволочный ворс, и упрочняющую часть, имеющую диск с пазами, выполненными под острым углом к продольной оси инструмента, и расположенные и закрепленные в пазах диска деформирующие элементы, выполненные в виде витков свернутой в кольцо стальной винтовой цилиндрической пружины из проволоки круглого сечения, которое установлено с натягом на периферийной поверхности диска, при этом пазы на диске выполнены глубиной не менее диаметра проволоки пружины, имеют форму и размеры, ответные форме и размерам витков пружины, а угол их наклона к продольной оси инструмента равен углу наклона витков пружины, отличающийся тем, что он снабжен первым ротором, вторым ротором с витым магнитопроводом, в пазах которого расположена короткозамкнутая вторичная обмотка, статором с витым магнитопроводом, в пазах которого расположена первичная обмотка, и центральным валом, запрессованным в центральной части статора, и на котором на упорных подшипниках смонтированы с возможностью вращения первый и второй роторы, при этом с одного торца первого ротора установлен витой магнитопровод с короткозамкнутой вторичной обмоткой в его пазах, расположенный с обеспечением воздушного зазора с магнитопроводом статора, а с другого его торца установлен витой магнитопровод с первичной обмоткой в его пазах, расположенный с обеспечением воздушного зазора с магнитопроводом второго ротора, причем неподвижный фланец иглофрезы закреплен на втором роторе, а диск упрочняющей части напрессован на первый ротор.
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2003 |
|
RU2243877C1 |
| Устройство для совмещенной обработки резанием и обкаткой | 1984 |
|
SU1206071A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ИГЛОФРЕЗЕРОВАНИЕМ С УПРОЧНЕНИЕМ | 2005 |
|
RU2291764C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
| US 4367576 A, 20.12.2007. | |||

