Изобретение относится к машиностроению и может быть использовано при обработке торцовых кольцевых уплотнительных канавок фланцевых соединений.
Целью изобретения является расширение технологических возможностей за счет обработки кольцевых торцовых канавок.
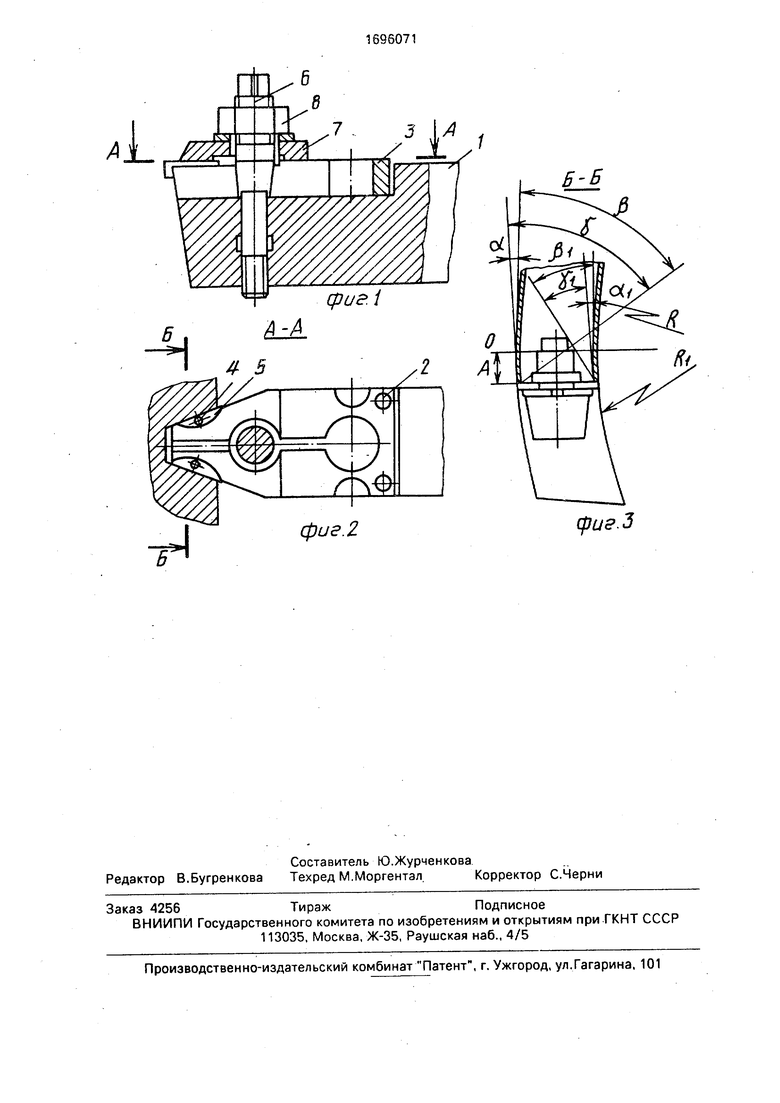
На фиг. 1 изображено устройство для калибрования торцовых кольцевых канавок; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг, 2.
Устройство для калибрования торцовых кольцевых канавок состоит из корпуса 1,
рабочая часть которой выполнена по профилю обрабатываемой поверхности, на которой посредством двух штифтов 2 устанавливается упругая разрезная пластина 3, в пазах которой свободно на осях 4 располагаются два калибрующих элемента в виде сегментов 5, разжимаемых в радиальной плоскости конусным винтом 6, и закрепляются через планку 7 гайкой 8.
Для создания одинаковых условий обработки двух поверхностей канавки, рассчитывается требуемый угол конуса передней части сегментов. Угол конуса сегментов 5
О
ю о. о VI
для вогнутой поверхности Б радиусом R (фиг. 3) определяется по формуле у / + а, в для выпуклой поверхности радиусом Ri по формуле: yi / - «1, где /J-угол заборной поверхности, рекомендуемый для обработки пластическим деформированием конкретныхматериалов,щ , од- дополнительная величина угла заборной поверхности, определяемая в зависимости от величина смещения (А) плоскости калибрующих ленточек сегментов 5 от центра вращения детали OOi и радиуса R, R2 кривизны обрабатываемой поверхности.
Дополнительная величина угла заборной поверхности определяется по формуле
|д| а ± arcsin .
Положительное значение угла а принимается при расположении сегментов 5 ниже центра вращения детали, а отрицательное значение угла при расположении сегментов 5 выше центра вращения детали.
Устройство для калибрования торцовых кольцевых канавок работает следующим образом.
В резцедержателе суппорта токарного станка, на котором производится токарная обработка канавки, устанавливается с заданной величиной смещения плоскости калибрующих элементов от центра вращения детали и закрепляется хвостовиком корпус 1 устройства. Суппорт с устройством подводится к прбфилю канавки таким образом, чтобы два сегмента 5, предварительно раскрепленные гайкой 8 и выведенные из сопряжения конусной поверхности винта 6, вошли в область обработки. Винтом 6 посредством разжима упругой разрезной пластины 3 создается необходимый натяг калибрования, при этом под действием возникших радиальных усилий сегменты 5, поворачиваясь на оси 4, самоустанавливаются относительно обрабатываемых поверхностей. Таким образом компенсируются линейные по ширине и угловые погрешности
обрабатываемых боковых поверхностей канавок. Затем гайкой 8 через планку 7 калибрующие сегменты 5 закрепляются.
Отрегулированное калибрующее устройство выводится из канавки, деталь приводится во вращение и подается смазывающе-охлаждающая жидкость. Калибрующее устройство с подачей вводится в канавку и за 2-3 полных оборота детали
калибруются одновременно обе поверхности канавки. Таким образом, обрабатывается партия деталей. Переналадка производится после износа калибрующих элементов 5.
Применение предлагаемого устройства позволяет производить обработку уплотни- тельных канавок фланцевых соединений требуемым качеством, при этом обеспечивается упрочнение и снижение высоты мик- ронеровностейконтактируемых
поверхностей.
Формула изобретения Устройство для калибрования профильных канавок на заготовках, содержащее
корпус с размещенной в нем упругой разрезной державкой с двумя рабочими элементами, установленными с возможностью радиального перемещения, отличающееся тем, что, с целью расширения технологических возможностей за счет обработки кольцевых торцовых канавок и повышения качества обработки путем обеспечения возможности самоустановки рабочих элементов, каждый рабочий элемент выполнен в
виде смонтированного на оси с возможностью поворота сегмента, имеющего конические передние и задние части и калибрующую ленточку, при этом углы конуса передней части одного сегмента выполнены отличными от углов конуса передней части другого сегмента, причем на державке выполнены радиусные выемки под сегменты, а оси закреплены в упомянутых выемках державки.
т
L
8
кзГ
iч
7 .
фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| Комбинированный инструмент для регуляризации микрорельефов | 1991 |
|
SU1792823A1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ | 2010 |
|
RU2460626C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при обработке торцовых кольцевых канавок фланцевых соединений. Целью изобретения является расширение технологических возможностей устройства и повышение качества обработки профилей. Это обеспечивается за счет того, что в устройстве для калибрования профильных канавок на заготовках, содержащем корпус с установленной в нем упругой разрезной державкой с двумя рабочими элементами, последние выполнены в виде установленных на осях сегментов, имеющих конические передние и задние части и калибрующую ленточку, при этом углы конуса передней части одного сегмента выполнены отличными от углов конуса передней части другого сегмента, а на державке выполнены радиусные выемки под зти сегменты, в которых закреплены оси сегментов. В процессе калибрования кольцевых поверхностей различной кривизны сегменты самоустанавливаются как в радиальном, так и угловом положении, что повышает качество поверхности. 3 ил.
| Ермаков Ю.М | |||
| и Ершов А.А | |||
| Тенденции развития конструкций инструментов для от- делочно-упрочняющей обработки: Сб ВНИ- ИТЭМР | |||
| вып | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Режущие инструменты | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
