Изобретение относится к механической обработке поверхностей деталей из различных материалов поверхностным пластическим деформированием (ППД) и может быть использовано в различных отраслях машиностроения и ремонтном производстве.
Известны комбинированные инструменты для регуляризации микрорельефов (ЧРМР и ПРМР) на технических поверхности путем ППД шаром, роликом, дорном, пр ггяжкой. Однако известные инструменты не позволяют совмещать образование ПРМР и ЧРМР в один процесс, обрабатывать цилиндрические поверхности малого диаметра, обеспечивать высокое качество и производительность обработки ППД.
Наиболее близок к предлагаемому инструмент для образования микрорельефа в набора вращающихся дисков с ко- созубыми выступами правого и левого направлений.-Но инструмент обеспечивает образование лишь ЧРМР в виде винтовых кайавок даух противоположных направлений, не обеспечивает высокого качества рабочих поверхностей деталей по микрогеометрии и точности из-за наличия на йих приканавочных наплывов (нагромождений) выдавленного из-под деформирующих выступов дисков материала, что резко увеличивает шероховатость и изменяет размер обрабатываемых поверхностей. Следует отметить низкую производительность обработки, т.к. обеспечение качества и точности поверхностей деталей при этом связано с использованием другого инструмента и введением дополнительных операций снятия приканавочных наплывов материала, выгла- живания исходной поверхности, обработки мест расположения снятых наплывов и калибрования отверстой. Кроме того, инструмент предназначен лишь для обработки внутренних цилиндрических поверхностей, что сокращает его технологические возможности.
Цель изобретения - повышение производительности за счет совмещения в один
ел
с
-vj О Ю 00
ю
00
процесс образования полностью и частично регулярных микрорельефов и повышение качества обработки. Применение предлагаемого комбинированного инструмента позволяет без дополнительных источников вибрации (виброголовок) за один проход одновременно образовывать на поверхностях ПРМР и ЧРМР, увеличивать как несущую способность; так и маслоемкость рабочих поверхностей деталей, улучшать их качество и экспулатационные свойства. За счет совмещения образования ПРМР и ЧРМР, снятия приканаврчных наплывов и калибрования поверхностей в один процесс в несколько раз возрастает производительность обработки.
Указанная цель достигается тем, что в инструменте, состоящем из державки, вращающихся деформирующих, режущих и калибрующих элементов, на (в) державке последовательно за деформирующими элементами установлены режущие элементы для снятия приканавочных наплывов и калибрующие элементы, а деформирующие элементы выполнены двух разновидностей. причем элементы первой разновидности, служащие для образования полностью регулярных микрорельефов, выполнены в виде секций зубьев разных диаметров и винтовых направлений с равномерно расположенными в шахматном порядке и в количестве zi выступами в виде выпуклостей, образованных цилиндрическими поясками диаметрами d и eh, заборными с углами ©1 и обратными с углами ©г конусами и винтовыми разных направлений лысками с углами у расположения относительно продольной оси инструмента и углом р 30° относительно касательной к цилиндрическим пояскам зубьев в местах их перехода в лыски, цилиндрических частей
ШИРИНОЙ ПО хорде И ЛЫСОК ШИрИНОЙ D2,
элементы второй разновидности, служащие .для образования частично регулярных микрорельефов, выполнены в виде зубьев с равномерно расположенными на цилиндрах одинакового диаметра d2 в количестве Z2, шириной Ьз и под углами yi и уг винтовыми противоположного направления выпукло стями, ограниченными Цилиндрической поверхностью радиусом г, заборным и обратным конусами с углами ©з , ©4 и расположенными под углом рг относительно касательных к цилиндру в местах пересечения продолжения стенок разделительных пазов с окружностью диаметром da параллельными между собой боковыми поверхно- стями симметрично расположенных относительно радиальных осей разделительных винтовых пазов, режущие элементы выполнены диаметром da, а калибрующие элементы - в виде зубьев диаметром d-i с углом заборного и обратного конусов ©5
. при этом вышеуказанные параметры отдельных элементов инструмента связаны строго определенными соотношениями.
Существенные отличия инструмента от известных заключаются в том, что в нем
предусмотрены деформирующие элементы не только для образования ЧРМР в виде системы пересекающихся под определенными углами канавок, повышающих только маслоемкость поверхностей, но и для образования ПРМР с регулярными по высоте и форме микронеровностями, большими ра-. диусами их скругления, что увеличивает опорную площадь и несущую способность поверхностей в соединениях; после обработкй инструментом приканавочные наплывы не остаются на поверхности, а срезаются; шероховатость поверхностнее увеличивается, а уменьшается; точность обработки не ухудшается, а улучшается. Все
перечисленное достигается за счет наличия в инструменте не только деформирующих двух разновидностей, ной режущих и калибрующих элементов. Если для образования ЧРМР ширина выпуклостей деформирующих элементов во много раз меньше шири- ны разделительных канавок, как это предусмотрено и в существующих инструментах, то для образования ПРМР ширина выпуклостей деформирующих элементов
должна превышать ширину лысок (впадин). В существующих инструментах для групповой обработки ППД угол между поверхностью, ограничивающую выпуклость (сектор) элемента в круговом направлении, и касательной к окружности выпуклостей (секторов) секций в местах ее перехода в лыску (р. 90°, то в предложенном инструменте этот угол не превышает 30°, что повышает качество обработки цилиндрических повер5 хностей за счет исключения при обработки в режиме создания ПРМР выдавливания материала из-под выпуклостей и нагромождения его вдоль обработанных предыдущим зубом полос поверхности.
U
Инструмент выполняется в вариантах для обработки отверстий и наружных цилиндрических поверхностей. Он относится к . легкопереналаживаемым (гибким), т.к. на (в) 5 державке можно устанавливать не весь комплект элементов, а только часть его в зависимости от целей обработки. Например, нужно создать только ПРМР, или только ЧРМР без приканавочных наплывов, или
ПРМР + ЧРМР с приканавочными наплывами, что необходимо в ряде случаев для обеспечения прочности соединения (сцепления) неразъемных соединений, обеспечиваемых заливкой в жидком состоянии металла одной детали в другую, напрессовкой нагретой детали на холодную, напылением металла одной детали на другую, тогда набор элементов в инструменте будет неполным.
Деформа.ция переходных ленточек поверхности под углом 60° и более, что обеспечивается углом р 30° между лыской (элементом впадины) и касательной к цилиндрической поверхности выпуклости в мебте перехода ее в лыску, приводит к исключению выдавливания материала из-под вы пуклости, исключает необходимость его выравнивания, повышает качество и точность обрабатываемой поверхности.
Перекрытие выпуклостей одного зуба сек ции выпуклостями другого, что обеспечивается превышением ширины выпуклости по хорде над шириной лыски (впадины) зубьев, исключает ленточки необработанно поверхности, наблюдаемые, например, npt обработке поверхностей по групповой схе ие существующим инструментом, у которого секторы (выпуклости) равны по ширине паз ам и не имеют жесткого положения в кругово м направлении. Эта особенность но- вогЬ инструмента приводит к равномерной микрогеометрии обработанных поверхностей.
Для высокоэффективной работы необходимы обоснованные соотношения разме- ров инструмента и относительных положений поверхностей, что достигается путем расчета параметров или назначения их q определенных пределах.
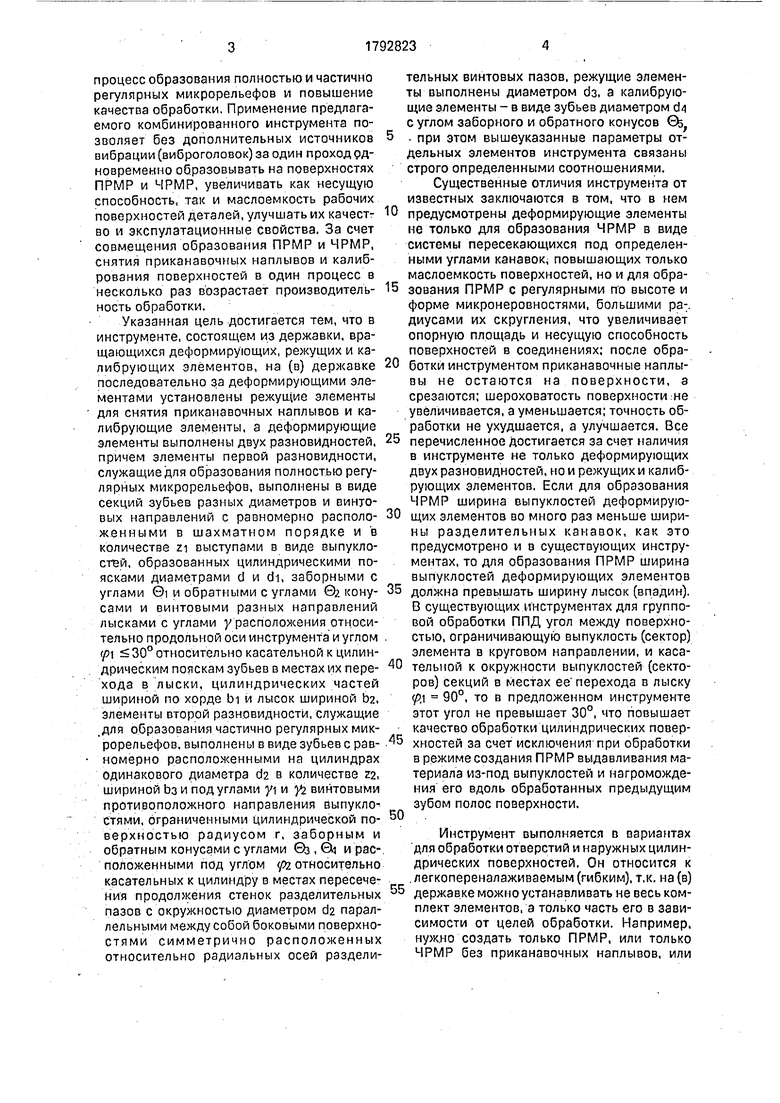
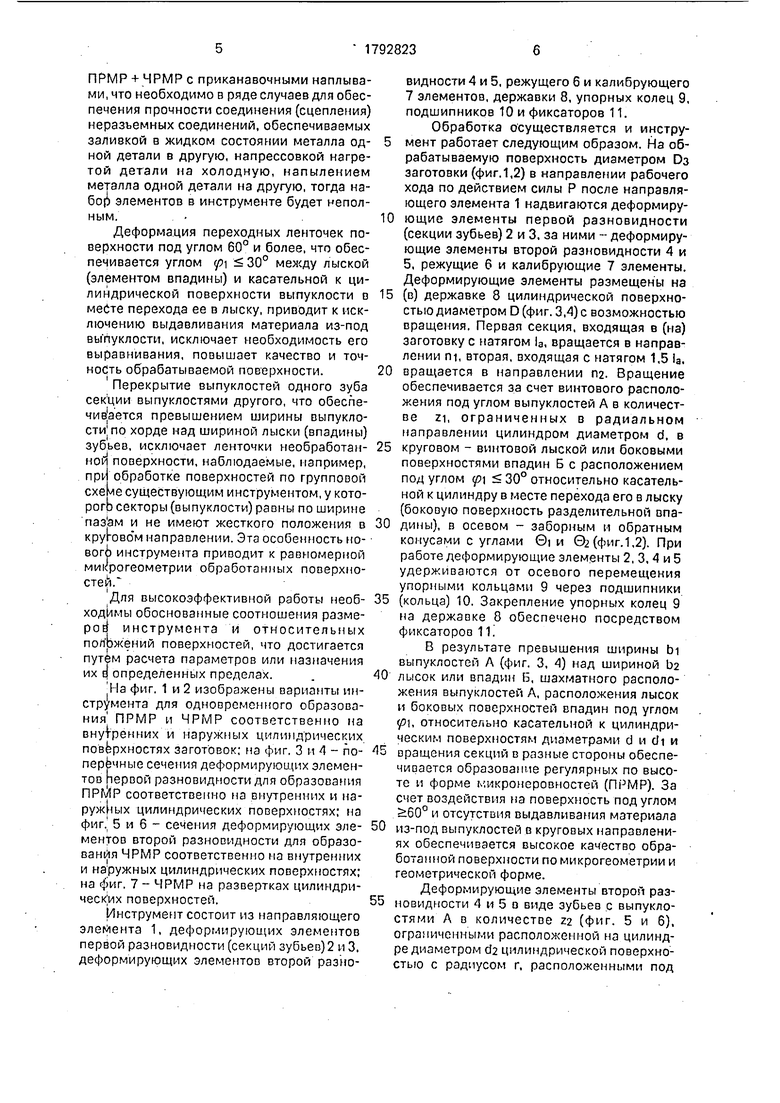
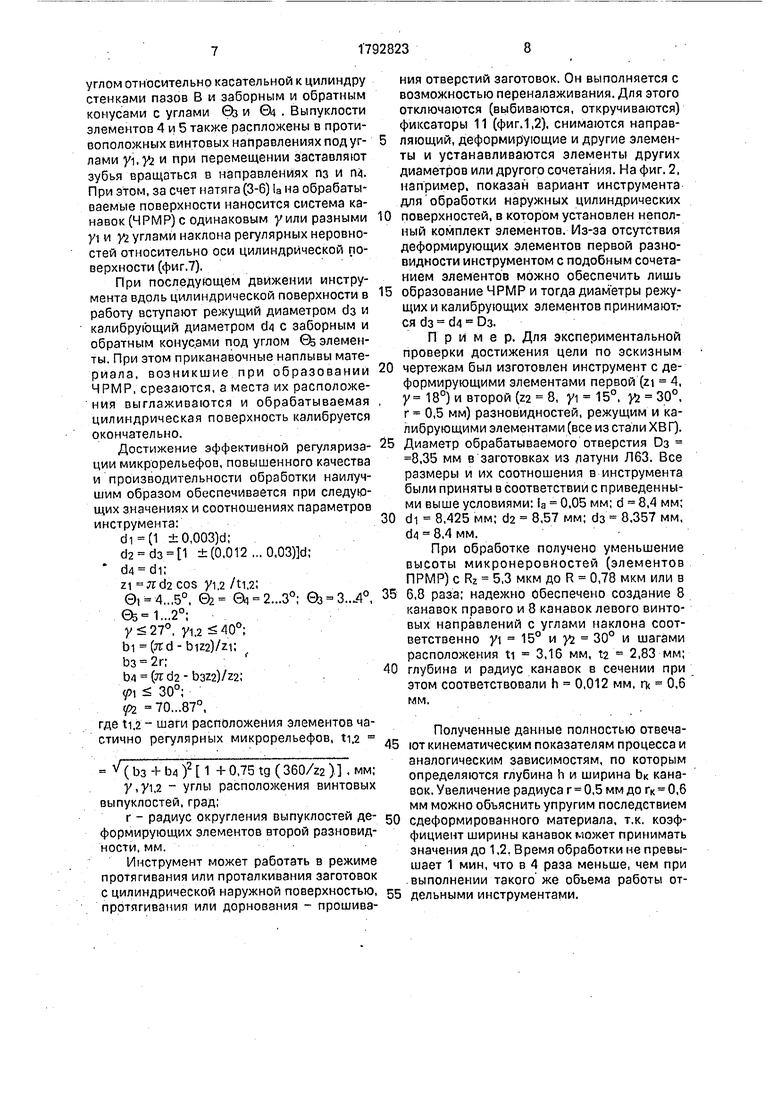
На фиг. 1 и 2 изображены варианты инструмента для одновременного образования ПРМР и ЧРМР соответственно на внутренних и наружных цилиндрических поверхностях заготовок; на фиг, 3 и А - поперечные сечения деформирующих элементов первой разновидности для образования ПРМР соответственно на внутренних и на- цилиндрических поверхностях; на фиг 5 и б - сечения деформирующих элементов второй разновидности для образования ЧРМР соответственно на внутренних и наружных цилиндрических поверхностях; на фиг, 7 - ЧРМР на развертках цилиыдри- ческ их поверхностей.
Инструмент состоит из направляющего элемента 1, деформирующих элементов первой разновидности (секций зубьев) 2 иЗ. деформирующих элементов второй разновидности 4 и 5, режущего 6 и калибрующего 7 элементов, державки 8, упорных колец 9, подшипников 10 и фиксаторов 11.
Обработка осуществляется и инстру- 5 мент работает следующим образом. На обрабатываемую поверхность диаметром Оз заготовки (фиг. 1,2) в направлении рабочего хода по действием силы Р после направляющего элемента 1 надвигаются деформиру0 ющие элементы первой разновидности (секции зубьев) 2 и 3. за ними - деформирующие элементы второй разновидности 4 и 5. режущие б и калибрующие 7 элементы. Деформирующие элементы размещены на
5 (в) державке 8 цилиндрической поверхностью диаметром D (фиг. 3,4) с возможностью вращения. Первая секция, входящая в (на) заготовку с натягом la, вращается в направлении щ, вторая, входящая с натягом 1,5 а.
0 вращается в направлении П2. Вращение обеспечивается за счет винтового расположения под углом выпуклостей А в количестве zi, ограниченных в радиальном направлении цилиндром диаметром d, в
5 круговом - винтовой лыской или боковыми поверхностями впадин Б с расположением под углом (р 30° относительно касательной к цилиндру в месте перехода его в лыску (боковую поверхность разделительной впа0 дины), в осевом - заборным и обратным конусами с углами 0 и &2 (фиг. 1,2). При работе деформирующие элементы 2, 3, 4 и 5 удерживаются от осевого перемещения упорными кольцами 9 через подшипники
5 (кольца) 10. Закрепление упорных колец 9 на державке 8 обеспечено посредством фиксаторов 11.
В результате превышения ширины bi выпуклостей Л (фиг. 3, 4) над шириной Ь2
0 лисок или впадин Б, шахматного расположения выпуклостей А, расположения лысок и боковых поверхностей впадин под углом р, относительно касательной к цилиндрическим поверхностям диаметрами d и сМ и
5 сращения секций в разные стороны обеспечивается образование регулярных по высоте и форме микронеровностей (ПРМР). За счет воздействия на поверхность под углом 60° и отсутствия выдавливания материала
0 из-под выпуклостей в круговых направлениях обеспечивается высокое качество обработанной поверхности по микрогеометрии и геометрической форме.
Деформирующие элементы второй раз5 новидности 4 и 5 о виде зубьев с выпуклостями А в количестве Z2 (фиг. 5 и 6), ограниченными расположенной на цилиндре диаметром d2 цилиндрической поверхностью с радиусом г, расположенными под
углом относительно касательной к цилиндру стенками пазов В и заборным и обратным конусами с углами Эз и ©t . Выпуклости элементов 4 и 5 также распложены в противоположных винтовых направлениях под углами у1,уг и при перемещении заставляют зубья вращаться в направлениях пз и ПА. При этом, за счет натяга (3-6) а на обрабатываемые поверхности наносится система канавок (ЧРМР) с одинаковым у или разными yi и У2 углами наклона регулярных неровностей относительно оси цилиндрической поверхности (фиг,7).
При последующем движении инструмента вдоль цилиндрической поверхности в работу вступают режущий диаметром и калибрующий диаметром cto с заборным и обратным конусами под углом Ј% элементы. При этом приканавочные наплывы материала, возникшие при образовании ЧРМР, срезаются, а места их расположения выглаживаются и обрабатываемая цилиндрическая поверхность калибруется окончательно.
Достижение эффективной регуляризации микрорельефов, повышенного качества и производительности обработки наилучшим образом обеспечивается при следующих значениях и соотношениях параметров инструмента:
di (1 ±0,003)d;
cl2 d3 1 ±(0,012... 0,03)d;
d4 di;
Z1 jrd2 COS У1.2 /tl.2
01 4...5°, 62 в} 2...3°; Оз 3...40,
&i 1 2°
. yi. bi (7Td-biZ2)/zi;
bs 2r;-.
b.4 (7rd2-b3Z2)/Z2;
i 30°;
02 70..,87°,
где ti,2 - шаги расположения элементов частично регулярных микрорельефов, ti.2
(Ьз + ЪА )2 1 + 0,75 tg ( 360/22 ), мм;
У.У1.2 углы расположения винтовых выпуклостей, град;
г - радиус округления выпуклостей деформирующих элементов второй разновидности, мм.
Инструмент может работать в режиме протягивания или проталкивания заготовок с цилиндрической наружной поверхностью, протягивания или дорнования - прошивания отверстий заготовок. Он выполняется с возможностью переналаживания. Для этого отключаются (выбиваются, откручиваются) фиксаторы 11 (фиг.1,2), снимаются направляющий, деформирующие и другие элементы и устанавливаются элементы других диаметров или другого сочетания. На фиг. 2, например, показан вариант инструмента для обработки наружных цилиндрических
0 поверхностей, в котором установлен неполный комплект элементов. Из-за отсутствия деформирующих элементов первой разновидности инструментом с подобным сочетанием элементов можно обеспечить лишь
5 образование ЧРМР и тогда диаметры режущих и калибрующих элементов принимаются da d4 Оз.
Пример. Для экспериментальной проверки достижения цели по эскизным
0 чертежам был изготовлен инструмент с деформирующими элементами первой (zi 4, у 18°) и второй (Z2 8, yi 15°, уг 30°, г 0,5 мм) разновидностей, режущим и калибрующими элементами (все из стали ХВ Г)5 Диаметр обрабатываемого отверстия Оз 8,35 мм в заготовках из латуни Л63. Все размеры и их соотношения в инструмента были приняты в соответствии с приведенными выше условиями: а 0,05 мм; d 8,4 мм;
0 di 8,425 мм; d2 8,57 мм; из 8,357 мм, d4 8,4 мм.
При обработке получено уменьшение высоты микронеровностей (элементов ПРМР) с RZ 5,3 мкм до R 0,78 мкм или в
5 6,8 раза; надежно обеспечено создание 8 канавок правого и 8 канавок левого винтовых направлений с углами наклона соответственно yi 15° и уг 30° и шагами расположения ti 3,16 мм, t2 2,83 мм;
0 глубина и радиус канавок в сечении при этом соответствовали h 0,012 мм. п 0,6 мм.
Полученные данные полностью отвеча- 5 ют кинематическим показателям процесса и аналогическим зависимостям, по которым определяются глубина h и ширина Ьк канавок. Увеличение радиуса ,5 мм до гк 0,6 мм можно объяснить упругим последствием 0 сдеформированного материала, т.к. коэффициент ширины канавок может принимать значения до 1,2, Время обработки не превышает 1 мин, что в 4 раза меньше, чем при .выполнении такого же объема работы от- 5 дельными инструментами.
Формула изобретения Комбинированный инструмент для регуляризации микрорельефов цилиндрических поверхностей, содержащий дер:-:савку с последовательно установленными на ней с возможностью вращения деформирующими si ементами, имеющими косозубые вы- ступь правого и левого направлений, о т л и- ч а ю щ и и с я тем, что, с целью повышения производительности за счет совмещения в одинтфоцесс образование полностью и ча- стичйо регулярных микрорельефов и повышения качества обработки, на державке последовательно за деформирующими эле- установлены режущие элементы для снятия приканавочных наплывов и ка- элементы, а деформирующие элементы выполнены двух разновидностей, причем элементы первой разновидности, служащие для образования полностью регулярных микрорельефов, выполнены в виде секций зубьев разных диаметров и винтовых Направлений с равномерно расположенными в шахматном порядке и в количестве zi выступами в виде выпуклостей, образованных цилиндрическими поясками диаметрами d и di, заборными с углами ©1 и обратными с углами ©2 конусами и винтовыми разных направлений лысками с углами у расположения относи- тельйо продольной оси инструмента и углом относительно касательной к цилиндрическим пояскам зубьев в местах их перехода в лыски, цилиндрических частей, шириной bi. и лысок шириной Ь2, элементы второй разновидности, служащие для образования частично регулярных микрорельефов, выполнены в виде зубьев с равномерно расположенными на цилиндрах одинакового диЬметра d2 в количестве гг, шириной Ьз и под углами yi и уг винтовыми противоположного направления выпуклостями, ограниченными цилиндрической поверхностью радиусом г, заборным и обратным конусами с углами ©з . ©4 и расположенными под углом относительно касательных к цилиндру в местах пересечения продолжения стенок разделительных пазов с окружностью диаметром cte параллельными межу собой боковыми поверхностями симметрично расположенных относительно радиальных осей разделительных винтовых пазов, режущие элементы выполнены диаметром da, a калибрующие элементы - в виде зубьев диаметром d4 с углом заборного и обратного конусов ©5 , при этом указанные параметры отдельных элементов инструмента связаны следующими соотношениями:
di (1 ±0,003)d;
d2 d3 1 ±(0,012... 0,03)d; . d4 di;
Z1 jrd2 COS у 1,2 /t1,2; Q- - -1 , yi,2 40°; . bi (1,05-sin (90/zi); 02 (ли -bizi)/zi; Ьз 2 r;
D4 (rd2-b3Z2)/Z2;
tp Z 30°; .
70...87°. где ti,2 - шаги расположения элементов частично регулярных микрорельефов, ti,2
5 V ( Ьз + Ь4 )2 1 + 0,75 tg ( 360/z2 ) мм;
У./1.2 - углы расположения винтовых выпуклостей, град;
г - радиус округления выпуклостей де- д. формирующих элементов второй разновидности, мм.
0
5
0
5
0
JL
A.
lo/
SX
A
Л
WM74Ч Ч у; х- ч
SЈS
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для дорнования отверстий | 1990 |
|
SU1766644A1 |
| Многороликовое устройство для вибронакатывания | 1990 |
|
SU1803314A1 |
| Устройство для отделочно-упрочняющей обработки | 1990 |
|
SU1764970A1 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕ-ВЫГЛАЖИВАЮЩЕГО ПРОШИВАНИЯ ПРЕЦИЗИОННЫХ ОТВЕРСТИЙ В РАДИАЛЬНО-НЕРАВНОЖЕСТКИХ ЗАГОТОВКАХ | 1992 |
|
RU2043909C1 |
| Устройство для вибронакатывания поверхностей | 1989 |
|
SU1682145A1 |
| СБОРНАЯ СЕКЦИОННАЯ ПРОТЯЖКА ДЛЯ ОБТОЧКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2380201C2 |
| Устройство для виброобкатывания | 1987 |
|
SU1466917A1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ВОЛОЧЕНИЯ СПЛОШНЫХ И ПОЛЫХ ПРОФИЛЕЙ. | 2013 |
|
RU2560475C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |


Использование: обработка металлов давлением, поверхностное пластическое деформирование. Сущность изобретения: инструмент содержит установленные на державке деформирующие элементы, режущие элементы и калибрующие элементы. Деформирующие элементы выполнены двух разновидностей, раскрыты конструктивные особенности выполнения отдельных элементов инструмента. Даны математические зависимости между параметрами инструмента. 7 ил.
Фи2. 2.
