Изобретение относится к машиностроению и касается устройств, используемых для обработки тел вращения и других изделий, преимущественно коленчатых валов, методом протягивания.
Известно устройство для протягивания, содержащее станину, смонтированные на ней шпиндельный узел и многорезцовую протяжку (авт. св. N 102363, кл. В 23 D 37/02, 1954).
Однако известное устройство не обеспечивает достаточное качество обработки за счет переменности снимаемого при обработке припуска и образования огранки. Кроме того, данное устройство не предназначено для обработки коленчатых валов, так как не позволяет осуществить одновременную обработку поверхностей шеек и балансиров.
Известно устройство для фрезерования шеек коленчатых валов, содержащее станину и смонтированные на ней шпиндельный узел и дисковую фрезу (Косилова А.Г. и Мещеряков Р.К., "Справочник технолога-машиностроителя", т.1, М.: Машиностроение, 1985, с. 331-333).
Однако известное устройство отличается невысокой производительностью и не обеспечивает высокой точности обработки и поэтому требуется окончательная обработка коленчатых валов на шлифовальных станках.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для протягивания, содержащее станину, смонтированные на ней шпиндельный узел, многорезцовую протяжку, выполненную в виде последовательно расположенных секций черновой и чистовой обработки и установленную на каретке, силовой цилиндр для перемещения каретки с протяжкой, причем режущие элементы выполнены в виде отдельных зубьев с режущими пластинками.
Указанное устройство предназначено для обработки коленчатых валов путем протягивания шеек за один рабочий ход протяжки.
Однако известное устройство не обеспечивает получение достаточно высокого качества обработки за счет образования огранки на обрабатываемой поверхности, кроме того, стойкость режущих элементов снижается вследствие абразивного износа от окалины, имеющейся на заготовках коленчатых валов. Известное устройство обеспечивает выполнение только одной функции - резания, что приводит к образованию большого количества мелкой стружки, которая трудноудалима из впадин между режущими пластинками.
Целью изобретения является повышение производительности и качества обработки и увеличение износостойкости протяжки.
Это достигается тем, что устройство для протягивания, содержащее станину, смонтированные на ней шпиндельный узел и каретку с секционной протяжкой, включающей набор последовательно установленных режущих пластин, силовой цилиндр для перемещения каретки с протяжкой, снабжено установленной перед секцией с набором режущих пластин шлицевой секцией, выполненной в виде шлицев, установленных под углом 70...90о к поперечной оси протяжки и последовательно установленными после указанных выглаживающей секцией, выполненной в виде набора элементов в форме параллелепипеда с примыкающими к нему с двух сторон большими основаниями усеченными пирамидами, секцией для нанесения регулярного микрорельефа, выполненной в виде шариковой головки, связанной с плечом двуплечего рычага, второе плечо которого соединено с подпружиненным пальцем, взаимодействующим с копиром, жестко закрепленным на станине. При этом режущие пластины выполнены призматическими и установлены пол углом 70...90о к продольной оси протяжки.
Такое конструктивное решение позволяет за счет шлицевой секции снять окалину с поверхности шеек коленчатого вала с выводом ее через шлицевые пазы, а также выполнить систему стружкоразделительных канавок за счет выглаживающей секции осуществить пластическую деформацию с упрочнением поверхностного слоя, а на конечной стадии обработки с помощью шариковой головки нанести на обработанную поверхность регулярный микрорельеф по заданной копиром программе. Это расширяет технологические возможности устройства, увеличивает стойкость режущих элементов за счет уменьшения абразивного действия окалины, повышает качество обработки за счет более качественного резания с образованием мелкой стружки, легко удаляемой с режущих зубьев и дополнительного поверхностного упрочнения с нанесением регулярного микрорельефа, а также повышает производительность.
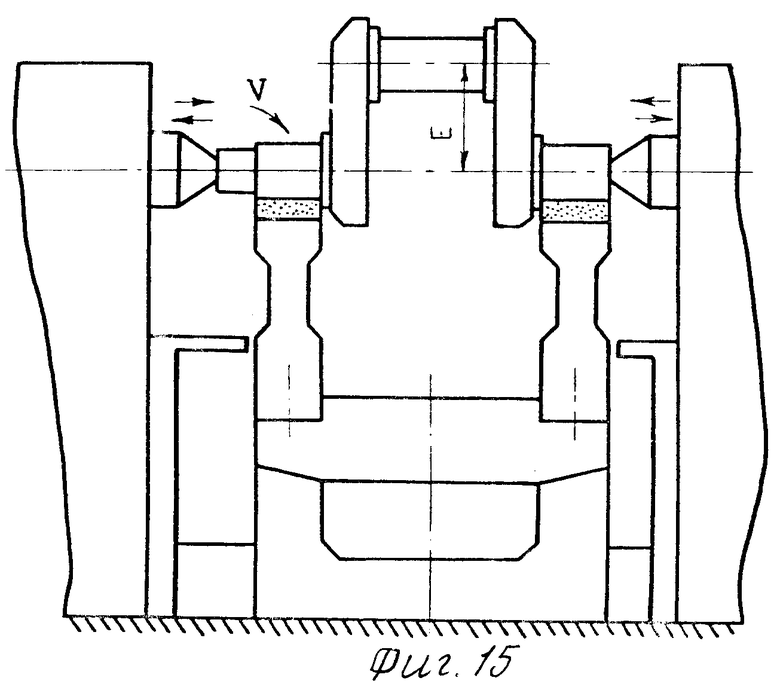
На фиг. 1 показано устройство для протягивания, общий вид; на фиг. 2 - шлицевая секция, план; на фиг. 3 - то же, вид сбоку; на фиг. 4 - то же, вид спереди; на фиг. 5 - часть режущей секции, план; на фиг. 6 - то же, вид сбоку; на фиг. 7 - то же, вид спереди; на фиг. 8 - выглаживающая секция, план; на фиг. 9 - то же, вид сбоку; на фиг. 10 - то же, вид спереди с частичным вырывом; на фиг. 11 - секция для нанесения регулярного микрорельефа, поперечный разрез; на фиг. 12 - то же, план; на фиг. 13 - сечение А-А на фиг. 11; на фиг. 14 - вариант устройства для обработки шатунных шеек коленчатых валов; на фиг. 15 - вариант устройства для обработки коренных шеек коленчатых валов.
Устройство для обработки протягиванием (фиг. 1) содержит станину 1, смонтированные на ней каретку 2 с секционной протяжкой 3, шпиндельный узел 4, в котором базируется обрабатываемое изделие 5, силовой цилиндр 6, жестко связанный с кареткой 2. Протяжка 3 состоит из шлицевой секции 7, режущей секции 8, выглаживающей секции 9 и секции 10 для нанесения регулярного микрорельефа.
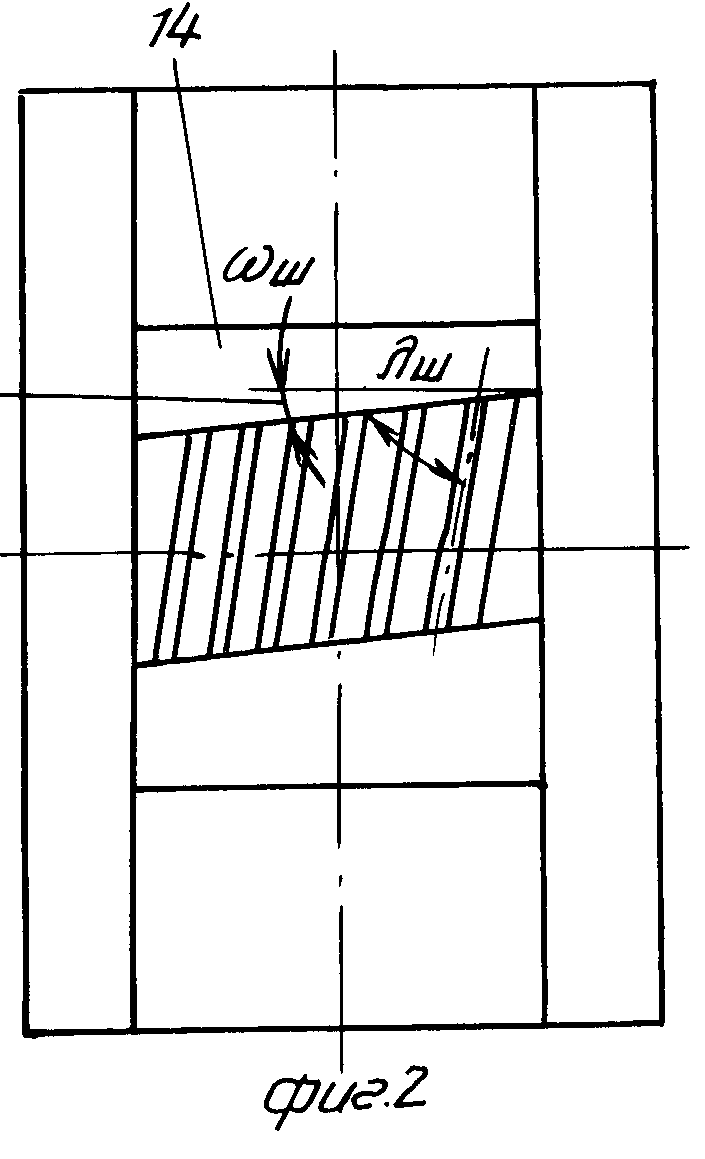
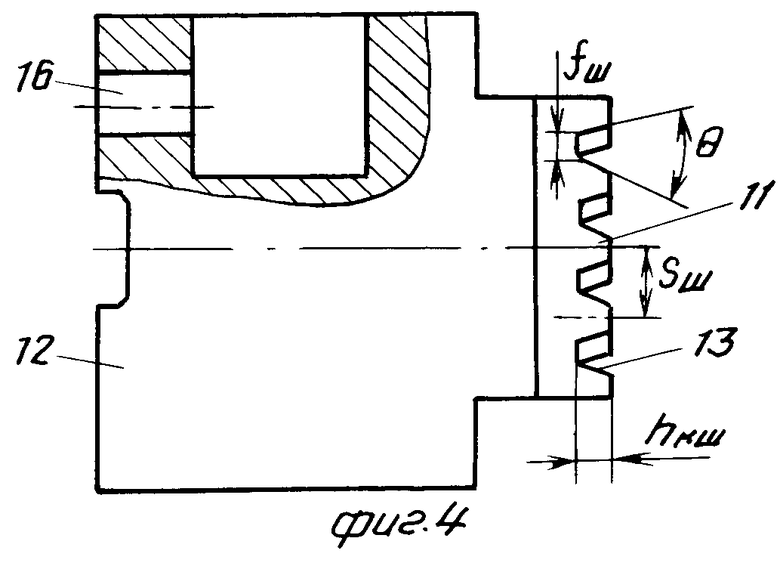
Шлицевая секция (фиг. 2-4) выполнена в виде ряда шлицев 11, расположенных на корпусе 12 с постепенным увеличением высоты по направлению обработки, с чередующимися шлицевыми канавками 13, при этом каждый из шлицев расположен под углом (λш+ωш) к поперечной оси протяжки, равным 70...90о и снабжен заборным конусом 14 с углом αзш, равным 4...6о, калибрующей ленточкой 15, имеющей ширину lлш и обратным конусом с углом αош , равным 4...6о. Шлицевые канавки 13 выполнены трапецеидальными с углом профиля Θ, равным 30. . . 150о, глубиной hкш, равной 1...5 мм и шагом sкш, равным 2...15 мм, натяг шлицев iш выбран равным 0,2...1,0 мм, длиной меньшего основания fш, равной 1...5 мм. Корпус 12 жестко закреплен на каретке 2 с помощью крепежных элементов, размещенных в отверстиях 16.
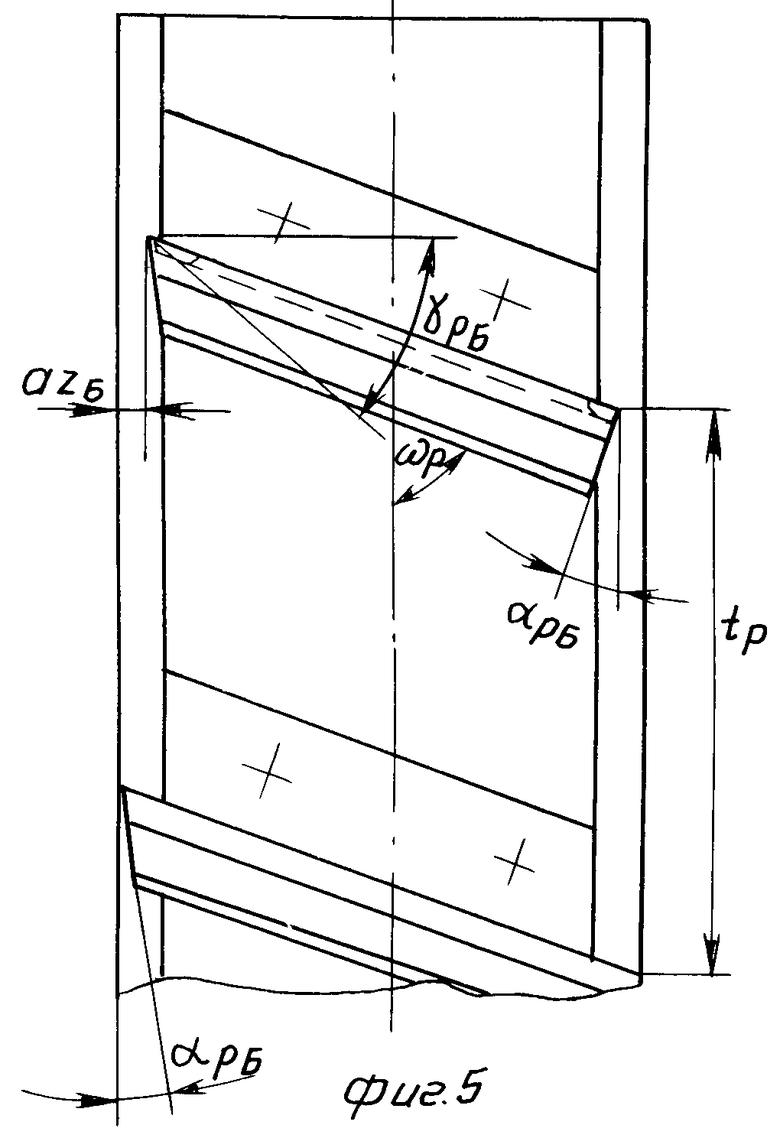
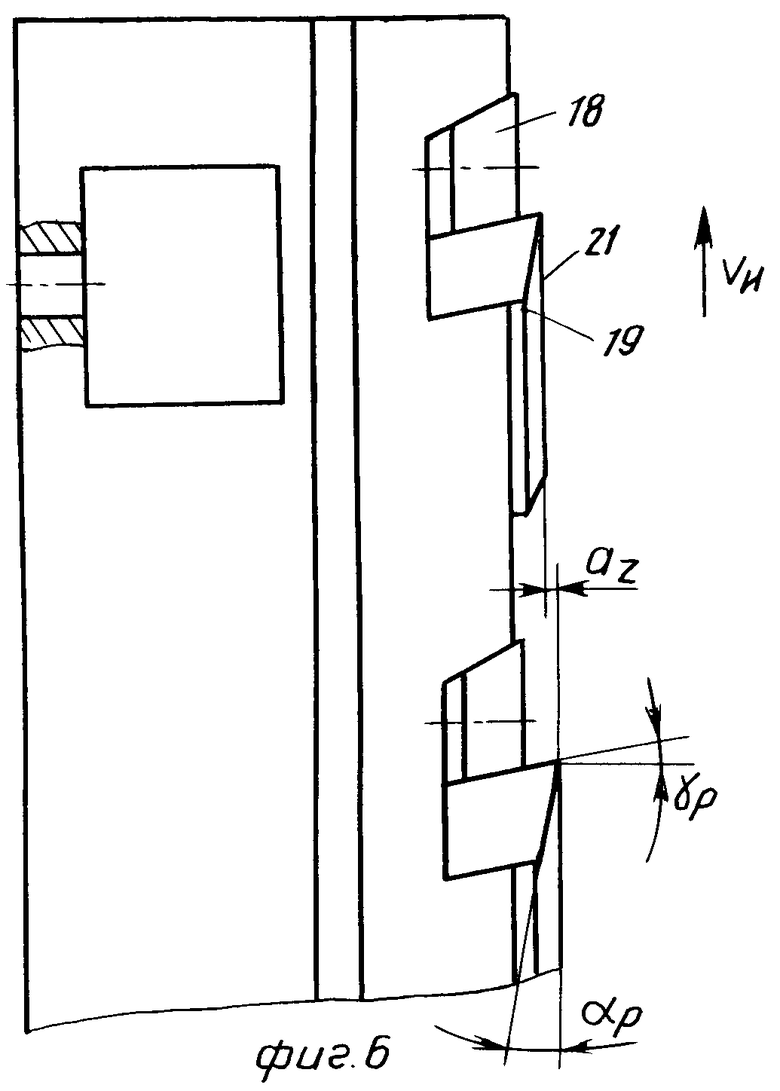
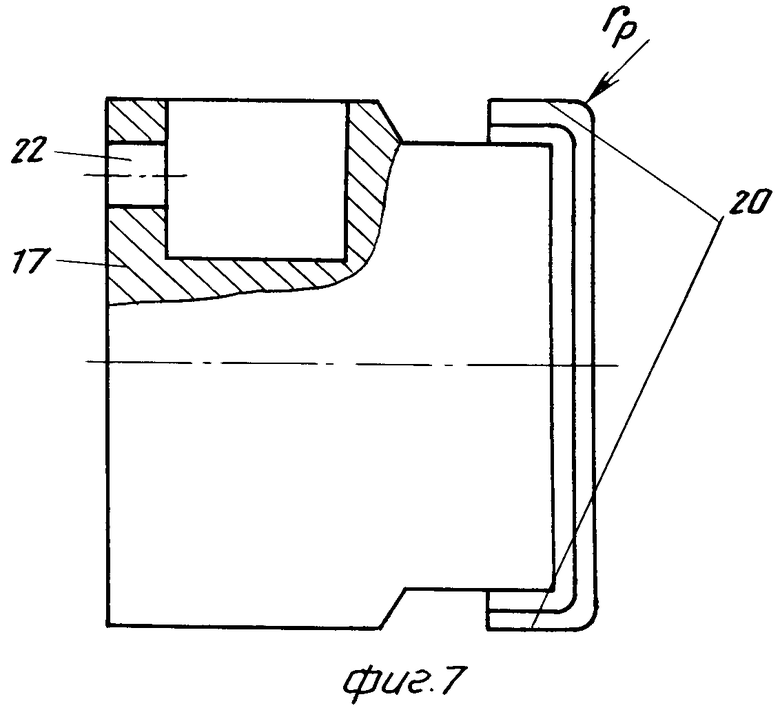
Режущая секция 8 (фиг. 5-7) содержит корпус 17 с закрепленными в нем с помощью клиньев 18 режущими пластинами 19, расположенными с постепенным увеличением по высоте на величину az и ширине на величину azБ, в направлении обработки и выбранных равными 0,05...1,0 мм. Режущие пластины 19 установлены под углом ωp к продольной оси протяжки, равным 70...90о. Пластины 19 выполнены призматическими с двумя боковыми режущими кромками 20 с передним углом γPБ, равным 5...15о, с задним углом αРБ, равным 1...5о, передней режущей кромкой 21 с углами γр и αр , равными 5...15о и 1...5о соответственно. Режущие пластины 19 установлены с шагом tp, а передняя режущая кромка 21 имеет радиусные сопряжения rp с боковыми режущими кромками 20, корпус 17 снабжен отверстиями 22 для крепежных элементов, жестко соединяющих его с кареткой 2.
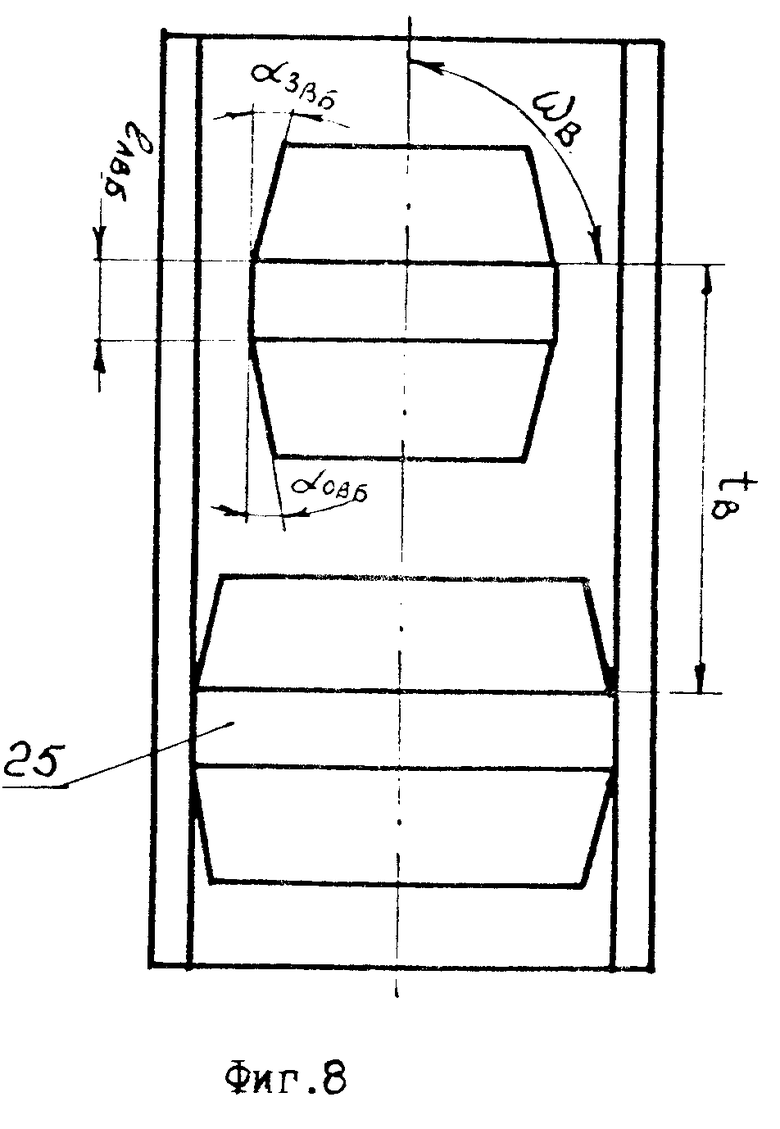
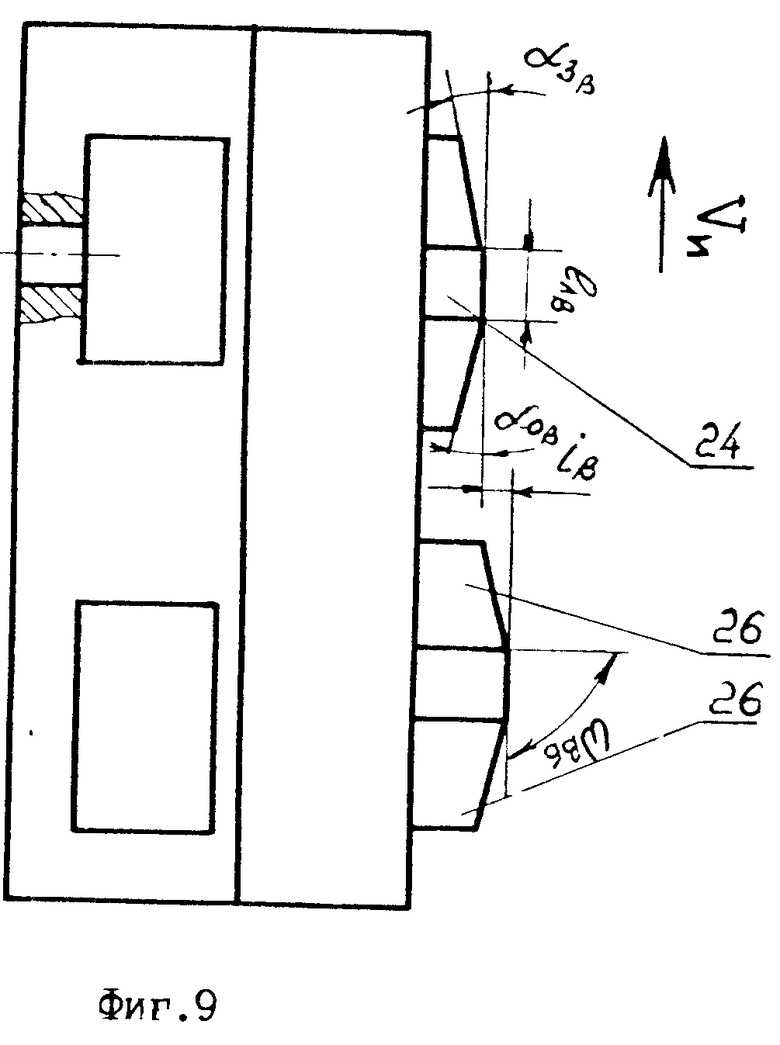
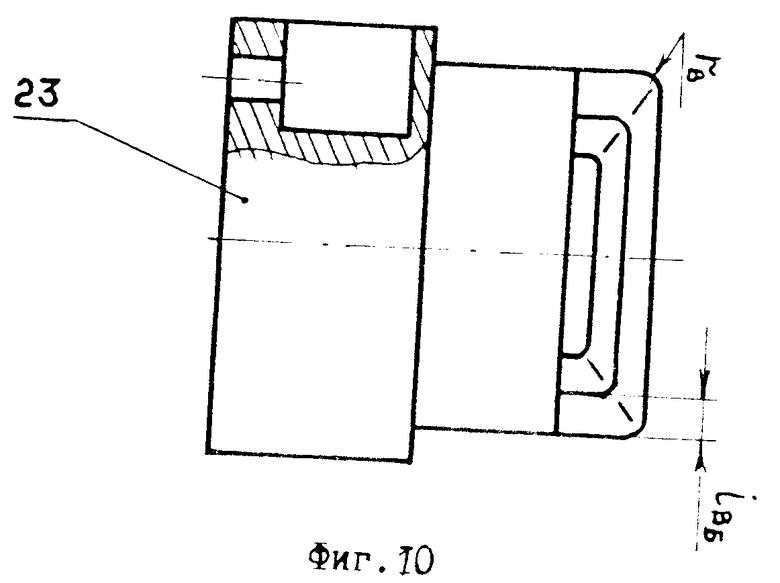
Выглаживающая секция 9 (фиг. 8-10) выполнена в виде корпуса 23 с набором постепенно увеличивающихся по высоте на величину iВ и ширине на величину iВБ в направлении обработки элементов, каждый из которых выполнен в форме параллелепипеда 24 шириной калибрующей ленточки 25 lЛВ и примыкающими к нему с двух сторон большими основаниями усеченными пирамидами 26 с углом заборного конуса αЗВ, равным 4...6о и углом обратного конуса αОВ , так же равным 4...6о. Элементы секции 9 установлены с шагом tВ, а калибрующая ленточка параллелепипеда 24 расположена под углом ωВ к продольной оси протяжки, равным 70...90о, причем пирамиды 26 имеют заборный участок αЗВБ и обратный конус с углом αОВБ , равными 4...6о, а калибрующая ленточка шириной lЛВБ на боковой поверхности параллелепипеда 24 расположена под углом ωВБ , равным 70. . . 90о, ленточки lЛБ и lЛВБ сопрягаются по радиусу rB. Натяги пластического деформирования iB и iВБ выбираются равными 0,05...1,0 мм.
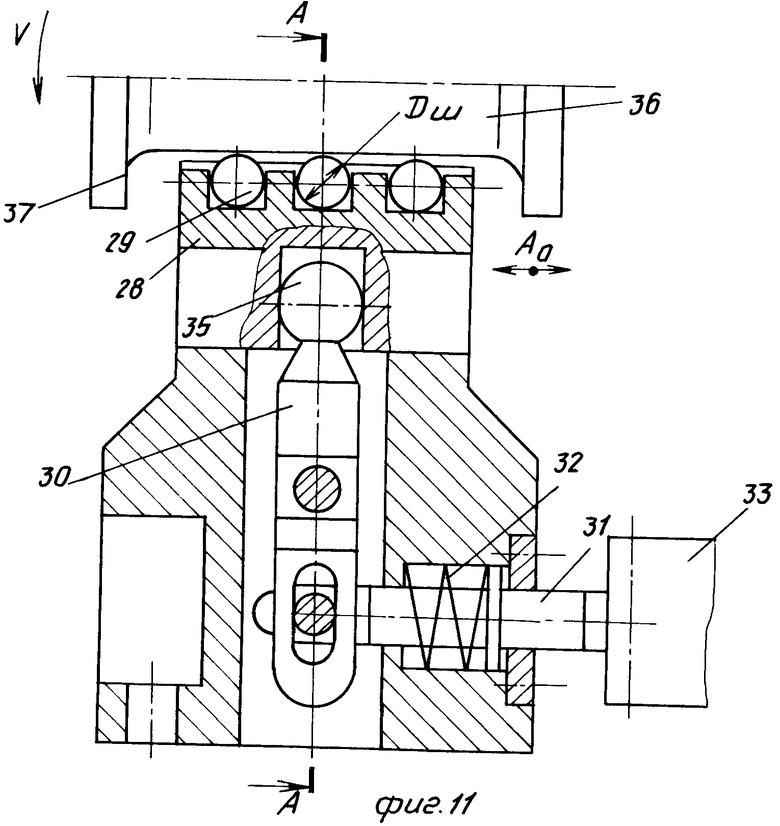
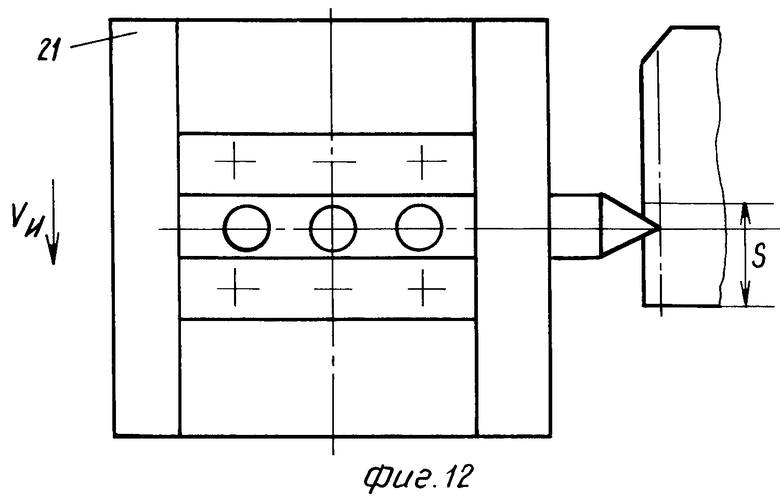
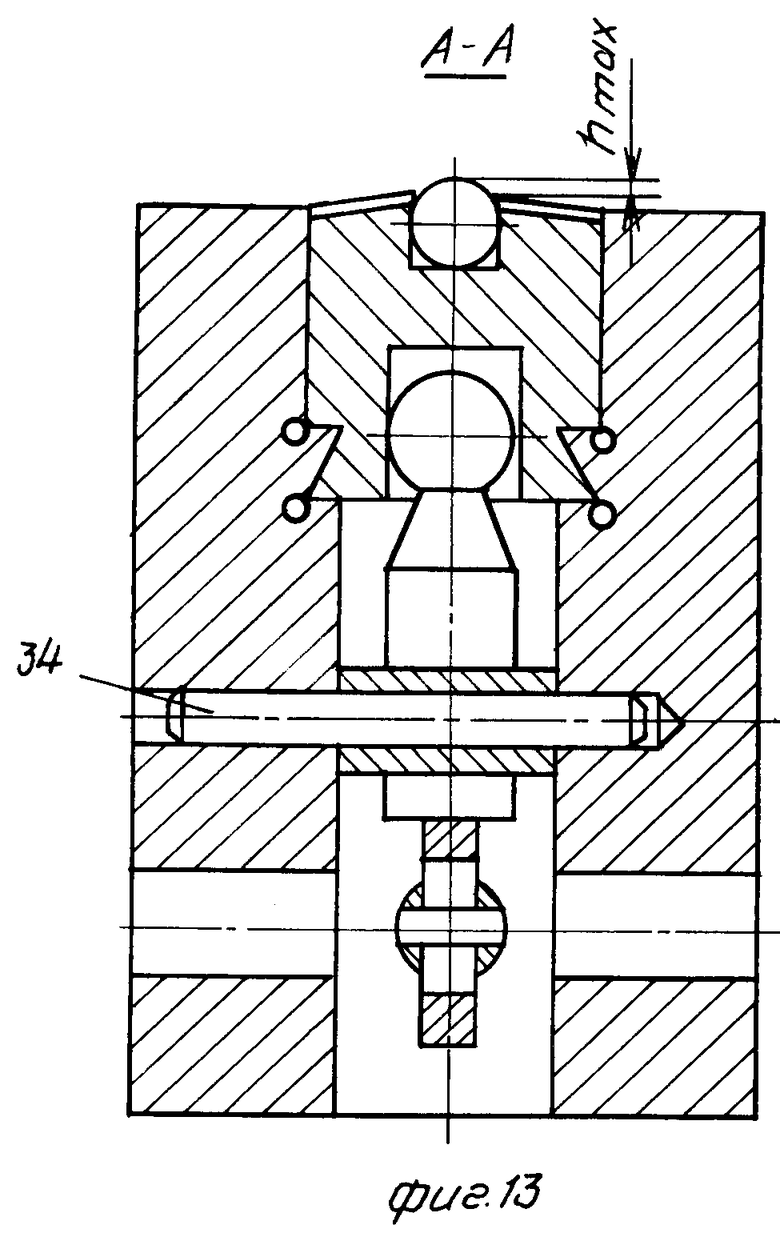
Секция 10 для нанесения регулярного микрорельефа (фиг. 11-13) состоит из корпуса 27, шариковой головки 28 с обрабатывающими шариками 29, диаметром Dш, равным 1...10 мм, двуплечего рычага 30, пальца 31 с пружиной 32, копира 33, жестко закрепленного на станине 1 и выполненного по закону: As = As(Ao; s), где Ао - амплитуда осцилляции;
s - линейный период осцилляции;
As - функция, зависящая от заданных геометрических параметров микрорельефа;
hmax - максимальная глубина канавок микрорельефа
hmax = 0,05...0,5 мм.
При этом одно плечо рычага 30, установленного на оси 34, соединено через сферический шарнир 35 с шариковой головкой 28, а другое плечо - с толкателем 31. В шпиндельный узел 4 устанавливают обрабатываемое изделие 5, например коленчатый вал, включающий подлежащие обработке цилиндрические поверхности 36 шатунных и коренных шеек, и балансиров 37. Е - эксцентриситет между осями шеек.
Для шлицевой и выглаживающей секций длину калибрующей ленточки рассчитывают по формулам:
lлш =  lлв=lЛВБ =
lлв=lЛВБ =  где D - диаметр шейки;
где D - диаметр шейки;
vu - скорость поступательного перемещения протяжки.
k = 1,2,3... - число полных оборотов шейки;
v - скорость вращения шейки.
Предлагаемое устройство для протягивания работает следующим образом. Изделие 5, например заготовку коленчатого вала, закрепляют в шпиндельном узле 4 и включают привод устройства. При этом заготовка коленчатого вала приводится во вращение, а за счет силового цилиндра 6 каретка 2 протяжкой 3 перемещается поступательно по касательной к изделию 5. Сначала в контакт с заготовкой вступает шлицевая секция 7. Шлицами 11, жестко соединенными с корпусом 12, нарушается сплошность слоя окалины, которая падает в шлицевые канавки и удаляется из них потоком СОЖ.
За счет расположения шлицев 11 под углом к поперечной оси протяжки и наличия заборного и обратного конусов, калибрующей ленточки 15 происходит плавное взаимодействие шлицев 11 с поверхностью заготовки, одновременно улучшается удаление окалины по наклонным канавкам 13, причем за счет натяга iш, определяющего увеличение высоты шлицев 11, осуществляется постепенное удаление окалины слой за слоем и продавливание на поверхности шеек коленчатого вала системы стружкоделительных канавок.
При дальнейшем перемещении протяжки 3 во взаимодействии с заготовкой вступает режущая секция 8. Передними режущими кромками 21 режущих пластин 19, закрепленных на корпусе 17 клиньями 18, обрабатываются цилиндрические поверхности шеек коленчатого вала, а боковыми режущими кромками 20 - поверхности балансиров вала. Снятие и удаление стружки из зоны обработки облегчается с помощью системы стружкоразделительных канавок. Образующаяся стружка удаляется струей СОЖ. За счет расположения под углом к продольной оси протяжки 3 режущих пластин 19 на корпусе 17, жестко связанном с кареткой крепежными элементами в отверстиях 22, обеспечивается их плавное поочередное взаимодействие с заготовкой.
При последовательном перемещении во взаимодействие с изделием 5 вступают элементы выглаживающей секции 9, установленные на корпусе 23. При этом калибрующая ленточка 25 шириной lЛВ на верхней грани параллелепипеда 24 обрабатывает цилиндрическую поверхность шейки коленчатого вала, а боковые грани с шириной калибрующей ленточки lЛВБ обрабатывают с двух противоположных сторон поверхности балансиров. За счет заборного и обратного конусов пирамид 26 происходит заход и сход обрабатывающих элементов при взаимодействии с изделием 5. Натяги iВ и iВБ между выглаживающими элементами и изделием 5 обеспечивают пластическую деформацию металла заготовки и выглаживание поверхностей шейки и балансиров коленчатого вала.
При последующем перемещении протяжки 3 во взаимодействие с изделием 5 вступает секция 10 для нанесения регулярного микрорельефа. При подходе шариковой головки 28, установленной на корпусе 27, к изделию 5, палец 31 под действием пружины 32 взаимодействует с копиром 33, а вторым своим концом перемещает двуплечий рычаг 30, который, поворачиваясь на оси 34, через сферический шарнир 35 приводит в движение головку 28 с обрабатывающими шариками 29, которыми наносится регулярный микрорельеф на цилиндрическую поверхность 36 шейки, причем конфигурация микрорельефа задается копиром 33.
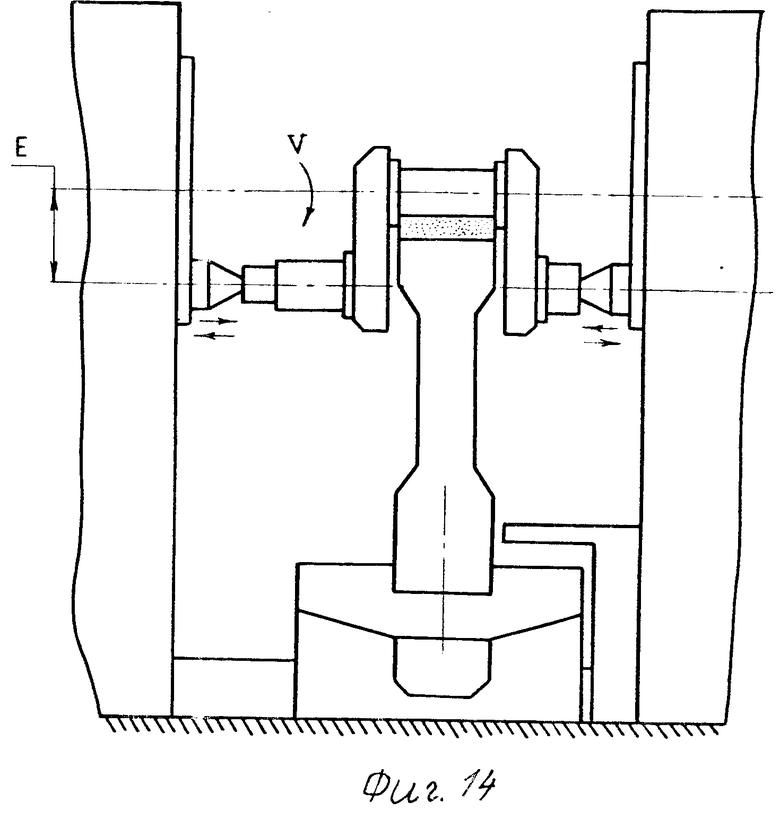
В конце хода протяжки 3 каретка 2 доходит до упора, закрепленного на станине и приводы силового цилиндра 6 и изделия 5 автоматически отключаются. Изделие 5 снимается со шпиндельного узла 4 и поступает на следующую позицию технологического процесса обработки. Шатунная шейка и балансиры коленчатого вала обрабатываются на станке, оборудованном одной протяжкой (фиг. 14), а коренные шейки и балансиры для повышения производительности могут обрабатываться на станке, оборудованном двумя и более однотипными протяжками, смонтированными на одной каретке (фиг. 15).
Выполнение протяжки 3 с последовательно расположенными секциями - шлицевой 7, режущей 8, выглаживающей 9 и для нанесения регулярного микрорельефа 1, позволяет повысить производительность обработки и экономичность процесса за счет совмещения операций и одновременной обработки шеек и поверхностей балансиров.
Исключение образования огранки на цилиндрической поверхности шеек происходит за счет применения выглаживающих элементов в виде параллелепипеда 24 с калибрующей ленточкой 25 и примыкающими к нему большими основаниями усеченных пирамид 26, кроме того, при этом достигается упрочнение поверхностного слоя, что повышает качество обработки.
Установка на протяжке шариковой головки 28, связанной через двуплечий рычаг 30 и подпружиненный палец 31 с копиром 33, позволяет наносить на обрабатываемую поверхность заданный регулярный микрорельеф, что повышает качество обработки и эксплуатационные характеристики изделия, так как в образованных регулярных канавках рельефа в последующем концентрируется смазка, снижающая трение и износ изделия 5 при эксплуатации. Установка перед режущей секцией 8 шлицевой 7 со шлицами 11 и канавками 13 обеспечивает удаление окалины и образование системы стружкоразделительных канавок, что повышает стойкость обрабатывающих элементов остальных секций за счет устранения абразивного износа от окалины и повышает производительность труда за счет сокращения простоев, связанных с заменой инструмента и облегчения удаления стружки по линиям стружкоразделительных канавок. Выполнение режущих пластин 19 призматическими позволяет одновременно осуществить обработку резанием цилиндрической поверхности шеек передней гранью 21 и балансиров - боковыми гранями 20, что так же повышает производительность. Установка пластин 19, шлицев 11, ленточек 25 под углом 70...90о к продольной и поперечной оси протяжки, а также выполнение шлицевых и выглаживающих элементов с заборными и обратными обеспечивает плавную работу протяжки, что снижает вибрацию и за счет этого дополнительно повышает качество обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ СЕКЦИОННАЯ ПРОТЯЖКА ДЛЯ ОБТОЧКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2380201C2 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕ-ВЫГЛАЖИВАЮЩЕГО ПРОШИВАНИЯ ПРЕЦИЗИОННЫХ ОТВЕРСТИЙ В РАДИАЛЬНО-НЕРАВНОЖЕСТКИХ ЗАГОТОВКАХ | 1992 |
|
RU2043909C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРУЮЩЕГО ЭЛЕМЕНТА ПРОТЯЖКИ | 2013 |
|
RU2560477C2 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ВОЛОЧЕНИЯ СПЛОШНЫХ И ПОЛЫХ ПРОФИЛЕЙ. | 2013 |
|
RU2560475C2 |
| Комбинированный инструмент для регуляризации микрорельефов | 1991 |
|
SU1792823A1 |
| СПОСОБ ЛЕЗВИЙНОЙ ОБРАБОТКИ | 2004 |
|
RU2261781C1 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2187577C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |

Применение: обработка коленчатых валов методом протягивания. Сущность изобретения: устройство содержит каретку 2 и последовательно установленные на ней секцию 7 со стружкоделительными элементами, секцию 8 с режущими пластинами, секцию 9 с выглаживающими элементами, секцию 10 для нанесения регулярного микрорельефа. Стружкоделительные элементы выполнены в виде шлицев с калибрующими ленточками, расположенными под углом 70..90° к поперечной оси каретки 2. Каждый выглаживающий элемент выполнен с калибрующей ленточкой, расположенной под углом 70..90° к продольной оси каретки. Передняя, задняя и боковые поверхности выглаживающих элементов расположены в плоскостях, наклонных к калибрующим ленточкам. Секция 10 для нанесения регулярного микрорельефа выполнена в виде шариковой головки с приводом. 15 ил.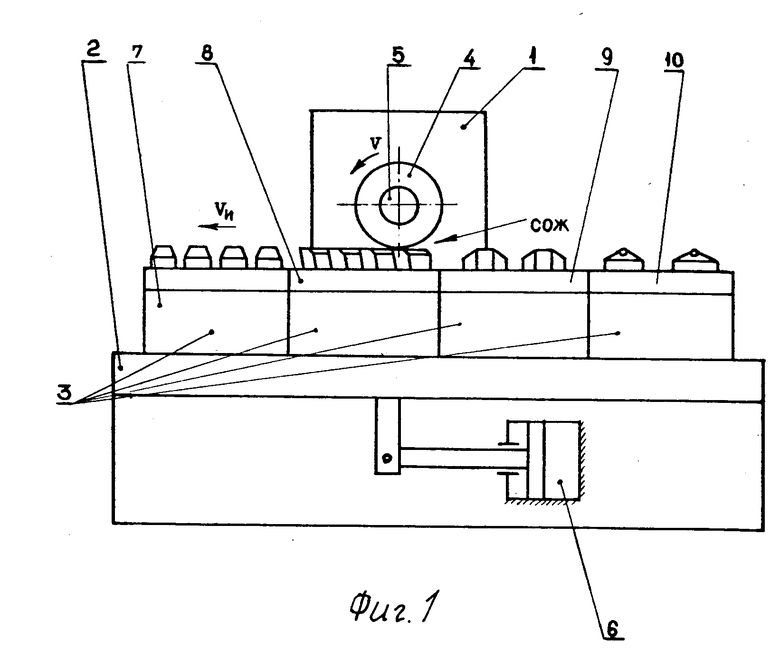
УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ шеек коленчатых валов, содержащее каретку, на которой последовательно установлены секция со стружкоделительными элементами и секция с режущими пластинами, отличающееся тем, что, с целью повышения производительности и качества обработки, устройство дополнительно снабжено секцией с выглаживающими элементами и секцией для нанесения регулярного микрорельефа, последовательно установленными на каретке за секцией с режущими пластинами, при этом стружкоделительные элементы выполнены в виде шлицев с калибрующими ленточками, расположенными под углом 70 - 90oС к поперечной оси каретки, каждый выглаживающий элемент выполнен с калибрующей ленточкой, расположенной под углом 70 - 90oС к продольной оси каретки, и с передней, задней и боковыми поверхностями, расположенными в плоскостях, наклонных к калибрующей ленточке, а секция для нанесения регулярного микрорельефа выполнена в виде шариковой головки с приводом.
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
