Изобретение относится к оптико-механической промышленности и может применяться для финишной обработки поверхностей деталей металлооптики.
Цель изобретения - повышение производительности и качества при обработке деталей металлооптики за счет формирования на рабочей поверхности индуктора чередующихся зон с повышенной жесткостью инс- трумента и зон отвода продуктов обработки.
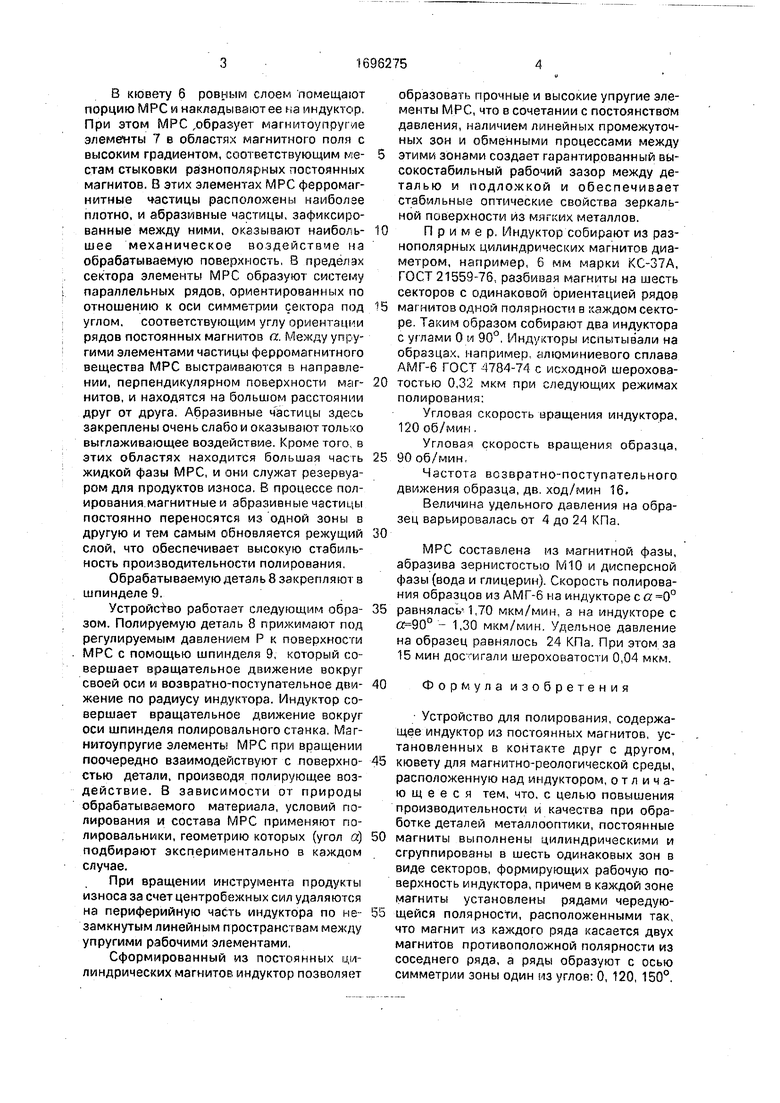
На фиг.1 схематично изображено устройство в разрезе; на фиг 2 -вид сверху на индуктор.
Устройство для полирования состоит из индуктора с постоянными магнитами и магнитно-реологической среды (МРС). Индуктор содержит планшайбу 1 из магнитного материала и расположенных на ней упорядоченным образом разнополярных цилиндрических магнитов 2. Система магнитов разбита на шесть одинаковых зон - секторов 3 с углом при вершине 60°. В пределах каждого сектора магниты одной полярности расположены в линейный ряд, ориентированный к оси симметрии сектора 4 под углом а. Вплотную к этому ряду расположен ряд магнитов противоположной полярности. Весь сектор заполнен параллельными рядами постоянных магнитов чередующейся полярности под определенным углом а (О, 120, 150°). Ряды располагают так, что магнит из каждого ряда касается двух магнитов противоположной полярности из соседнего ряда.
Индукторе постоянными магнитами помещен в диамагнитный корпус 5, который с помощью хвостовика может быть установлен в шпиндель полировального станка.
В кювету 6 ровным слоем помещают порцию МРС и накладывают ее на индуктор. При этом МРС .образует магнитоупругие элементы 7 в областях магнитного поля с высоким градиентом, соответствующим ме- стам стыковки разнополярных постоянных магнитов. В этих элементах МРС ферромагнитные частицы расположены наиболее плотно, и абразивные частицы, зафиксированные между ними, оказывают наиболь- шее механическое воздействие на обрабатываемую поверхность. В пределах сектора элементы МРС образуют систему параллельных рядов, ориентированных по отношению к оси симметрии сектора под углом, соответствующим углу ориентации рядов постоянных магнитов а. Между упругими элементами частицы ферромагнитного вещества МРС выстраиваются в направлении, перпендикулярном поверхности маг- нитов, и находятся на большом расстоянии друг от друга. Абразивные частицы здесь закреплены очень слабо и оказывают только выглаживающее воздействие. Кроме того, в этих областях находится большая часть жидкой фазы МРС, и они служат резервуаром для продуктов износа, В процессе полирования магнитные и абразивные частицы постоянно переносятся из одной зоны в другую и тем самым обновляется режущий слой, что обеспечивает высокую стабильность производительности полирования.
Обрабатываемую деталь 8 закрепляют в шпинделе 9.
Устройство работает следующим обра- зом. Полируемую деталь 8 прижимают под регулируемым давлением Р к поверхности МРС с помощью шпинделя 9, который совершает вращательное движение вокруг своей оси и возвратно-поступательное дви- по радиусу индуктора. Индуктор совершает вращательное движение вокруг оси шпинделя полировального станка. Маг- нитоупругие элементы МРС при вращении поочередно взаимодействуют с поверхно- стью детали, производя полирующее воздействие. В зависимости от природы обрабатываемого материала, условий полирования и состава МРС применяют полировальники, геометрию которых (угол а подбирают экспериментально в каждом случае.
При вращении инструмента продукты износа за счет центробежных сил удаляются на периферийную часть индуктора по не- замкнутым линейным пространствам между упругими рабочими элементами.
Сформированный из постоянных цилиндрических магнитов индуктор позволяет
образовать прочные и высокие упругие элементы МРС, что в сочетании с постоянством давления, наличием линейных промежуточных зон и обменными процессами между этими зонами создает гарантированный высокостабильный рабочий зазор между деталью и подложкой и обеспечивает стабильные оптические свойства зеркальной поверхности из мягких металлов.
Пример. Индуктор собирают из разнополярных цилиндрических магнитов диаметром, например, 6 мм марки КС-37А, ГОСТ 21559-76, разбивая магниты на шесть секторов с одинаковой ориентацией рядов магнитов одной полярности в каждом секторе. Таким образом собирают два индуктора с углами 0 и 90°. Индукторы испытывали на образцах, например, алюминиевого сплава АМГ-б ГОСТ 4784-74 с исходной шероховатостью 0,32 мкм при следующих режимах полирования:
Угловая скорость вращения индуктора, 120 об/мин.
Угловая скорость вращения образца, 90 об/мин,
Частота возвратно-поступательного движения образца, дв. ход/мин 16.
Величина удельного давления на образец варьировалась от 4 до 24 КПа.
МРС составлена из магнитной фазы, абразива зернистостью М10 и дисперсной фазы (вода и глицерин). Скорость полирования образцов из АМГ-6 на индукторе с а 0° равнялась 1,70 мкм/мин, а на индукторе с - 1,30 мкм/мин. Удельное давление на образец равнялось 24 КПа. При этом за 15 мин достигали шероховатости 0,04 мкм.
Формула изобретения
Устройство для полирования, содержащее индуктор из постоянных магнитов, установленных в контакте друг с другом, кювету для магнитно-реологической среды, расположенную над индуктором, отличающееся тем, что, с целью повышения производительности и качества при обработке деталей металлооптики, постоянные магниты выполнены цилиндрическими и сгруппированы в шесть одинаковых зон в виде секторов, формирующих рабочую поверхность индуктора, причем в каждой зоне магниты установлены рядами чередующейся полярности, расположенными так, что магнит из каждого ряда касается двух магнитов противоположной полярности из соседнего ряда, а ряды образуют с осью симметрии зоны один из углов: 0, 120, 150°.
JilfliUi lU.Aai i« i tlAiHf llMi f4Ml llftn tl«l ll A lfl tfc
Щр7$ТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав магнитореологической суспензии для финишной обработки оптических элементов на основе водорастворимых кристаллов | 2023 |
|
RU2808226C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 1988 |
|
SU1783714A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Индуктор для намагничивания постоянных магнитов | 1981 |
|
SU1003159A1 |
| Устройство для обработки пластового флюида и продуктов его переработки магнитным полем | 2024 |
|
RU2836070C1 |
| Поворотный переключатель | 1974 |
|
SU528627A1 |
| ИНДУКТОР ДЛЯ МНОГОПОЛЮСНОГО АКСИАЛЬНОГО НАМАГНИЧИВАНИЯ КОЛЬЦЕВЫХ ПОСТОЯННЫХ МАГНИТОВ | 2017 |
|
RU2678432C1 |
| СИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С МАГНИТНОЙ РЕДУКЦИЕЙ | 2013 |
|
RU2544835C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ С ПЕРИОДИЧЕСКОЙ СТРУКТУРОЙ МЕТОДОМ МАГНЕТРОННОГО РАСПЫЛЕНИЯ | 2006 |
|
RU2308538C1 |
| Синхронный электродвигатель для винта вертолета | 2019 |
|
RU2708382C1 |
Изобретение относится к оптико-механической промышленности и может приме- няться для финишной обработки поверхностей деталей металлооптики. Целью изобретения является повышение производительности и качества обработки. Устройство для полирования состоит из индуктора и магнитно-реологической среды. Рабочая поверхность индуктора сформирована из цилиндрических постоянных магнитов 2, сгруппированных в шесть одинаковых секторов 3. В каждом секторе магниты 2 установлены рядами чередующейся полярности, образующими с осью симметрии 4 сектора 3 один из углов а 0; 120°; 150°. Магнитно-реологическая среда формирует на поверхности индуктора незамкнутые магнитоупругие элементы 7, оказывающие наибольшее механическое воздействие на обрабатываемую поверхность. При вращении индуктора за счет центробежных сил происходит удаление продуктов износа из зоны обработки по незамкнутым пространствам между элементами 7. 2 ил. ю С
&
Y/ W/////// /////,
oL
7
У////Х/ // ///% .
f
5
Фиг. I
Фиг. 2
| Магнитно-абразивное полирование плоскостей деталей машин и приборов, серия Новости технологии | |||
| М | |||
| Машиностроение, 1987, с.31-32. |
