Изобретение относится и устройствам для малоокислительного нагрева и термообработки металла, в частности проволоки, и может быть использовано в металлургической и машиностроительной промышленности.
Цель изобретения - повышение экономичности.
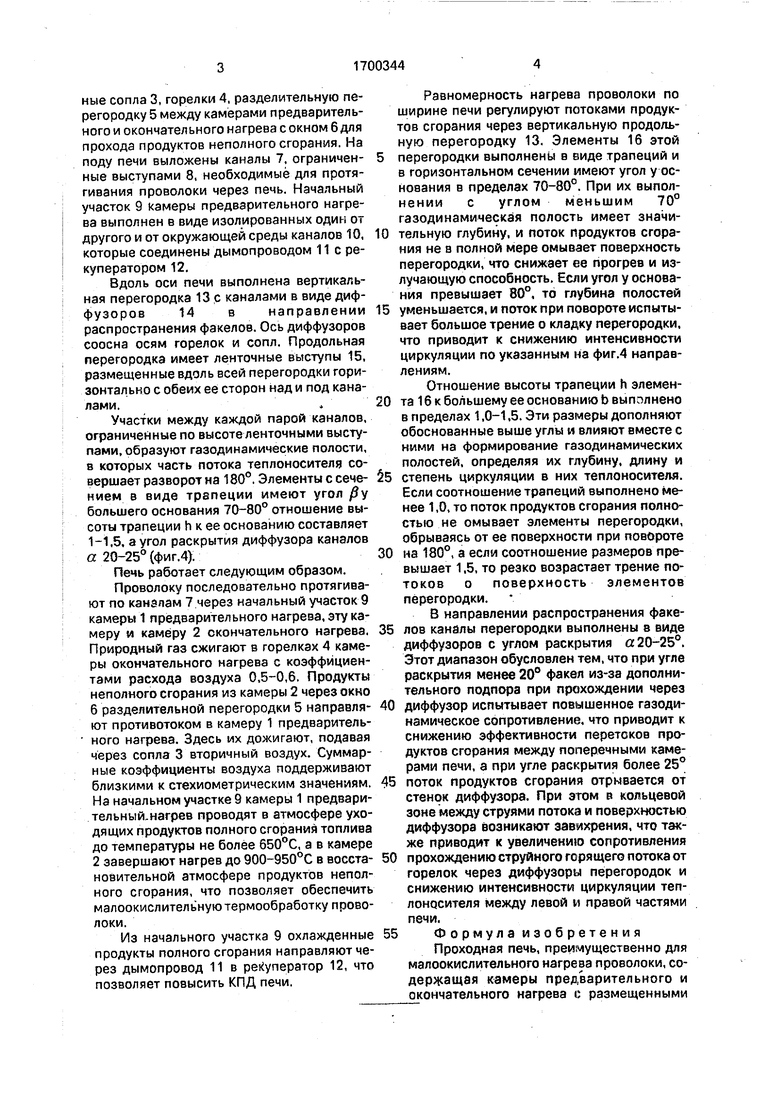
На фиг.1 представлена печь, продольный разрез; на фиг.2 - разрез А-А на фиг.1;
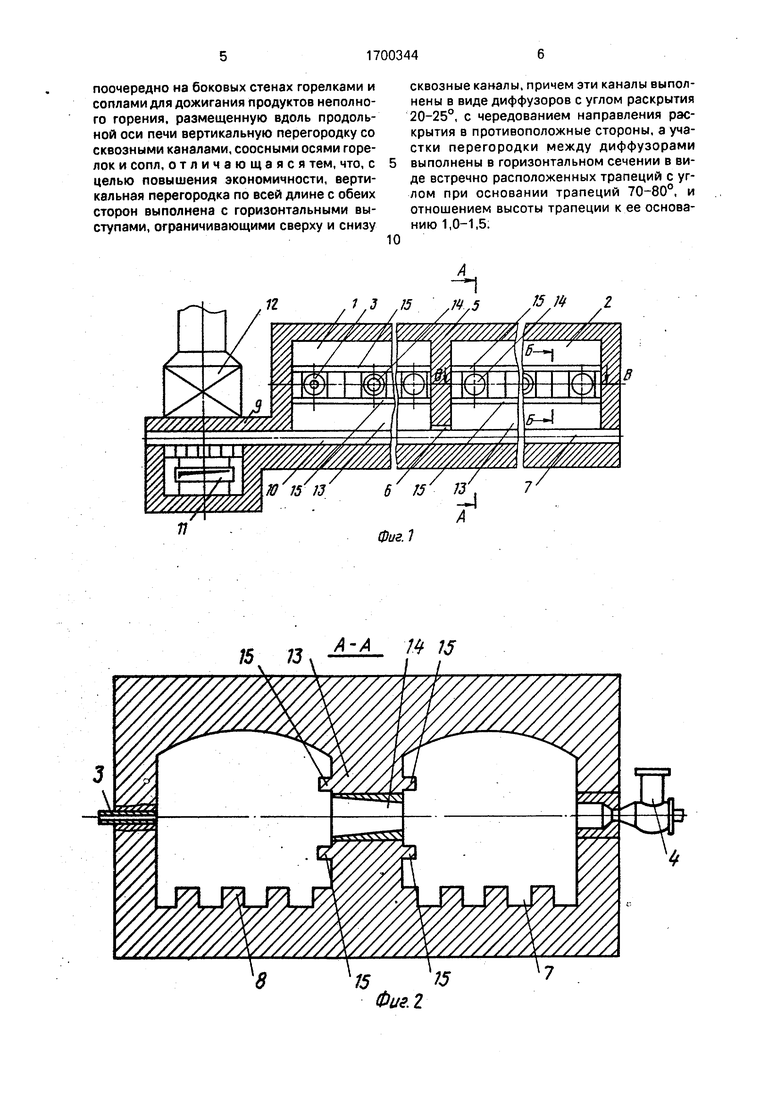
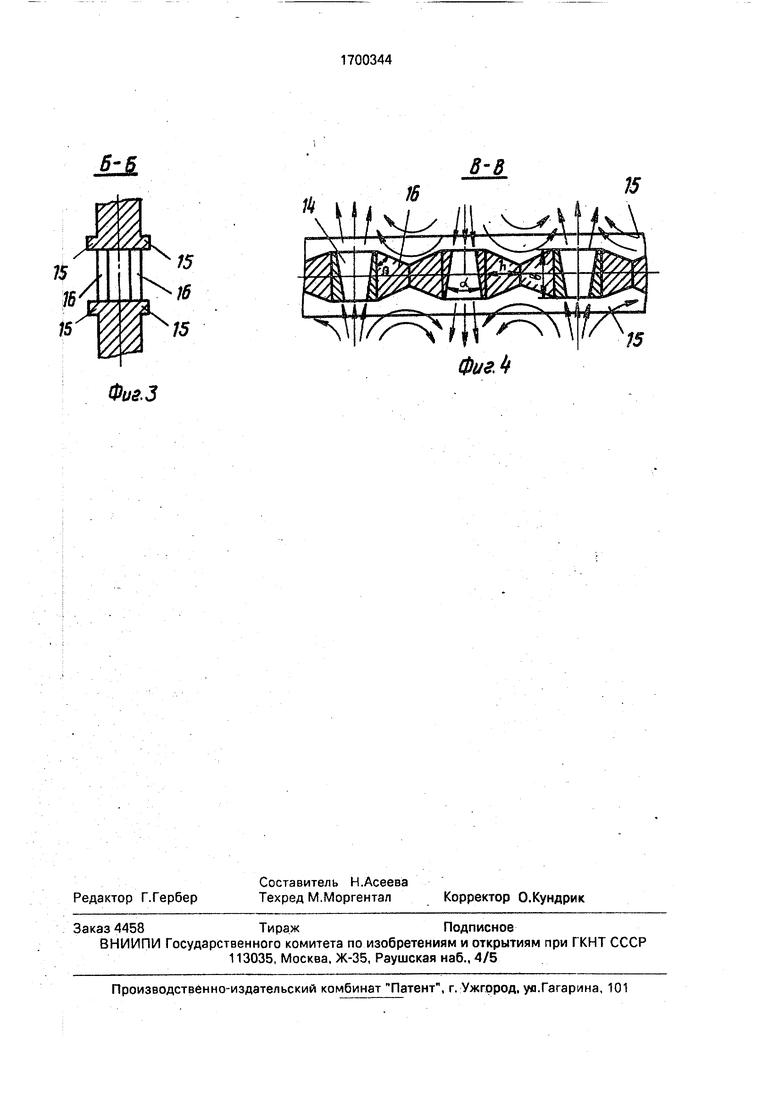
на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1.
На фиг.4 также показаны линии токов теплоносителя (продуктов сгорания) при взаимодействии факелов горелок (или струй вторичного воздуха) с продольной перегородкой в режиме интенсивной циркуляции и перетока продуктов сгорания в поперечные камеры.
Печь содержит камеры предварительного 1 и окончательного 2 нагрева, воздуш ч| О
о
Сл
fc
ные сопла 3, горелки 4, разделительную перегородку 5 между камерами предварительного и окончательного нагрева с окном 6 для прохода продуктов неполного сгорания. На поду печи выложены каналы 7, ограниченные выступами 8, необходимые для протягивания проволоки через печь. Начальный участок 9 камеры предварительного нагрева выполнен в виде изолированных один от другого и от окружающей среды каналов 10, которые соединены дымопроводом 11с рекуператором 12.
Вдоль оси печи выполнена вертикальная перегородка 13с каналами в виде диффузоров 14 в направлении распространения факелов. Ось диффузоров соосна осям горелок и сопл. Продольная перегородка имеет ленточные выступы 15, размещенные вдоль всей перегородки горизонтально с обеих ее сторон над и под каналами.
Участки между каждой парой каналов, ограниченные по высоте ленточными выступами, образуют газодинамические полости, в которых часть потока теплоносителя совершает разворот на 180°. Элементы с сечением в виде трапеции имеют угол большего основания 70-80° отношение высоты трапеции h к ее основанию составляет 1-1.5. а угол раскрытия диффузора каналов a 20-25° (фиг.4).
Печь работает следующим образом.
Проволоку последовательно протягивают по каналам 7 через начальный участок 9 камеры 1 предварительного нагрева, эту камеру и камеру 2 окончательного нагрева. Природный газ сжигают в горелках 4 камеры окончательного нагрева с коэффициентами расхода воздуха 0,5-0,6. Продукты неполного сгорания из камеры 2 через окно 6 разделительной перегородки 5 направляют противотоком в камеру 1 предварительного нагрева. Здесь их дожигают, подавая через сопла 3 вторичный воздух. Суммарные коэффициенты воздуха поддерживают близкими к стехиометрическим значениям. На начальном участке 9 камеры 1 предварительный.нагрев проводят в атмосфере уходящих продуктов полного сгорания топлива до температуры не более 650°С, а в камере 2 завершают нагрев до 900-950°С в восстановительной атмосфере продуктов неполного сгорания, что позволяет обеспечить малоокислительную термообработку проволоки.
Из начального участка 9 охлажденные продукты полного сгорания направляют через дымопровод 11 в рекуператор 12, что позволяет повысить КПД печи.
Равномерность нагрева проволоки по ширине печи регулируют потоками продуктов сгорания через вертикальную продольную перегородку 13. Элементы 16 этой
перегородки выполнены в виде трапеций и в горизонтальном сечении имеют угол у основания в пределах 70-80°. При их выполнении с углом меньшим 70° газодинамическая полость имеет значительную глубину, и поток продуктов сгорания не в полной мере омывает поверхность перегородки, что снижает ее прогрев и излучающую способность. Если угол у основания превышает 80°, то глубина полостей
уменьшается, и поток при повороте испытывает большое трение о кладку перегородки, что приводит к снижению интенсивности циркуляции по указанным на фиг.4 направлениям.
Отношение высоты трапеции h элемента 16 к большему ее основанию b выполнено в пределах 1,0-1,5. Эти размеры дополняют обоснованные выше углы и влияют вместе с ними на формирование газодинамических полостей, определяя их глубину, длину и
степень циркуляции в них теплоносителя. Если соотношение трапеций выполнено менее 1,0, то поток продуктов сгорания полностью не омывает элементы перегородки, обрываясь от ее поверхности при повороте
на 180°, а если соотношение размеров превышает 1,5, то резко возрастает трение по- токов о поверхность элементов перегородки.
В направлении распространения факелов каналы перегородки выполнены в виде диффузоров с углом раскрытия «20-25°. Этот диапазон обусловлен тем, что при угле раскрытия менее 20° факел из-за дополнительного подпора при прохождении через
диффузор испытывает повышенное газодинамическое сопротивление, что приводит к снижению эффективности перетоков продуктов сгорания между поперечными камерами печи, а при угле раскрытия более 25°
поток продуктов сгорания отрывается от стенок диффузора. При этом в кольцевой зоне между струями потока и поверхностью диффузора возникают завихрения, что также приводит к увеличению сопротивления
прохождению струйного горящего потока от горелок через диффузоры перегородок и снижению интенсивности циркуляции теплоносителя между левой и правой частями печи.
Формула изобретения
Проходная печь, преимущественно для малоокислительного нагрева проволоки, содержащая камеры предварительного и
окончательного нагрева с размещенными
поочередно на боковых стенах горелками и соплами для дожигания продуктов неполного горения, размещенную вдоль продольной оси печи вертикальную перегородку со сквозными каналами, соосными осями горелок и сопл, отличающаяся тем, что, с целью повышения экономичности, вертикальная перегородка по всей длине с обеих сторон выполнена с горизонтальными выступами, ограничивающими сверху и снизу
0
сквозные каналы, причем эти каналы выполнены в виде диффузоров с углом раскрытия 20-25°, с чередованием направления раскрытия в противоположные стороны, а участки перегородки между диффузорами выполнены в горизонтальном сечении в виде встречно расположенных трапеций с углом при основании трапеций 70-80°, и отношением высоты трапеции к ее основанию 1,0-1,5.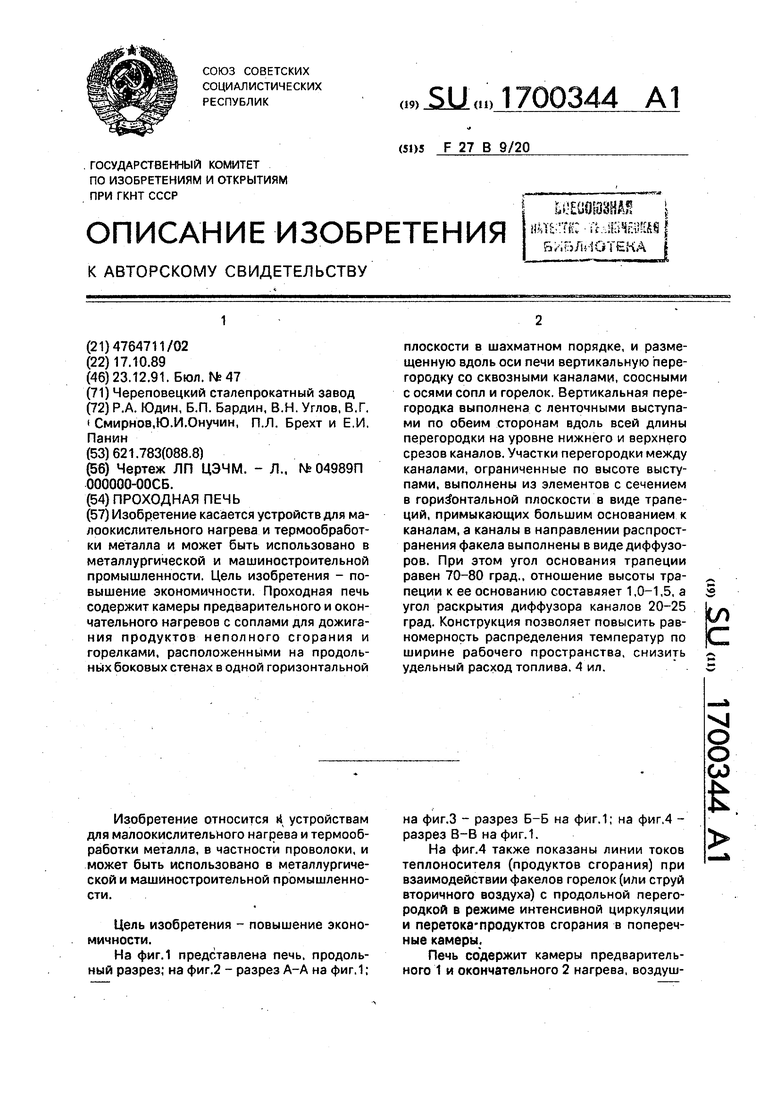
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТОПЛЕНИЯ НАГРЕВАТЕЛЬНЫХ И ТЕРМИЧЕСКИХ ПЕЧЕЙ ДЛЯ МАЛООКИСЛИТЕЛЬНОГО И БЕЗОКИСЛИТЕЛЬНОГО НАГРЕВА МЕТАЛЛА | 2006 |
|
RU2309353C1 |
| СПОСОБ ОТОПЛЕНИЯ ПЕЧИ С КАМЕРАМИ ПРЕДВАРИТЕЛЬНОГО И ОКОНЧАТЕЛЬНОГО НАГРЕВА МЕТАЛЛА И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139944C1 |
| Проходная печь малоокислительного нагрева | 1988 |
|
SU1666557A1 |
| Способ нагрева проволоки в патентировочной печи | 1979 |
|
SU857282A1 |
| Печь безокислительного нагрева металла | 1979 |
|
SU840159A1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2045725C1 |
| Газовая горелка | 1983 |
|
SU1126772A1 |
| СПОСОБ МАЛООКИСЛИТЕЛЬНОГО НАГРЕВА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2496889C1 |
| ПЕЧЬ-ВАННА ПЛАВЛЕНИЯ И НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 2000 |
|
RU2211866C2 |
| Шахтная печь для нагрева метал-личЕСКОй дРОблЕНОй СТРужКи | 1979 |
|
SU830092A1 |
Изобретение касается устройств для малоокислительного нагрева и термообработки металла и может быть использовано в металлургической и машиностроительной промышленности. Цель изобретения - повышение экономичности. Проходная печь содержит камеры предварительного и окончательного нагревов с соплами для дожигания продуктов неполного сгорания и горелками, расположенными на продольных боковых стенах в одной горизонтальной плоскости в шахматном порядке, и размещенную вдоль оси печи вертикальную перегородку со сквозными каналами, соосными с осями сопл и горелок. Вертикальная перегородка выполнена с ленточными выступами по обеим сторонам вдоль всей длины перегородки на уровне нижнего и верхнего срезов каналов. Участки перегородки между каналами, ограниченные по высоте выступами, выполнены из элементов с сечением в горизонтальной плоскости в виде трапеций, примыкающих большим основанием к каналам, а каналы в направлении распространения факела выполнены в виде диффузоров. При этом угол основания трапеции равен 70-80 град., отношение высоты трапеции к ее основанию составляет 1,0-1.5, а угол раскрытия диффузора каналов 20-25 град. Конструкция позволяет повысить равномерность распределения температур по ширине рабочего пространства, снизить удельный расход топлива. 4 ил. (Л С
А-А 1$ 15
15Я
Фиг. 2
Фиг. 1
±л
16
15
/
Y/t &&
/5 16
15
Физ.З
фигЛ
| Чертеж ЛП ЦЭЧМ | |||
| - Л. | |||
| Способ изготовления формованных фильтров из волокнистых материалов для задержания пыли, тумана и дыма | 1926 |
|
SU4989A1 |
