Предлагаемое изобретение относится к металлургической теплотехнике и может быть использовано в печах-ваннах плавления и нанесения покрытий легкоплавких металлов на металлические изделия (метизы), например цинка на стальную проволоку, на металлургических и машиностроительных заводах.
Известна протяжная печь-ванна горячего цинкования проволоки (проект ОАО "Энергомет", г.Санкт-Петербург. Ванна оцинкования. П l0135.00.00.00.00. СБ, 1986 г. ). Главной отличительной особенностью этой печи является использование в ее отопительной системе плоскопламенных горелок, позволяющих при полном сжигании топлива обеспечить равномерный нагрев зеркала расплава цинка и тем самым минимизировать его окисление.
Известна наиболее близкая к предлагаемой протяжная печь для нанесения легкоплавких покрытий на метизы (Патент РФ, 1570443, С 21 D 1/52, F 27 В 9/28, опубл. в Б.И., 1994, 4). Эта печь содержит ванну с расплавом, форкамеру, частично разделенную по высоте промежуточным сводом на параллельные зоны неполного сжигания топлива с горелками и дожигания продуктов неполного сгорания с соплами вторичного воздуха. На дымоотводящем канале печи на основном своде установлен рекуператор, предназначенный для нагрева воздуха, необходимого для горения. Эта печь выгодно отличается от печи-ванны с плоскопламенными горелками полным исключением контактного нагрева зеркала расплава цинка окислительными продуктами полного сгорания топлива. Однако часть зоны дожигания этой печи, расположенная между ее сводами, участвует в теплообмене недостаточно эффективно, так как промежуточный свод является экраном и имеет большое термическое сопротивление. Предназначение сопел вторичного воздуха, установленных между сводами печи, сводится к гарантированной полноте дожигания продуктов неполного сгорания при суммарном пропорционировании расходов топлива, первичного и вторичного воздуха, близким к стехиометрическим значениям (α=1,10-1,20). С другой стороны, установленный на основном своде форкамеры рекуператор имеет значительную материалоемкость и не позволяет нагревать воздух до температуры выше 200-300oС. Он металлоемок, имеет существенные габариты, усугубляемые наличием изоляции, а температура продуктов сгорания перед ним при технологических режимах работы не превышает 900-1000oС, что ограничивает температуру нагрева воздуха. Кроме того, вертикальная установка рекуператора определяет повышенные тепловые потери физического тепла нагретым воздухом на его трассе к горелкам, а также регламентирует установку используемых на технологических участках подъемно-транспортных механизмов.
Технической задачей изобретения является повышение кпд печи-ванны и уменьшение окисления расплава легкоплавкого металла путем увеличения температуры нагрева воздуха, подаваемого к горелкам. Решение поставленной задачи достигается тем, что рекуператор печи установлен непосредственно в зоне дожигания. Так, на печах с промежуточным сводом он установлен между ним и основным сводом. Изоляция форкамеры выполняет функцию теплоизоляции рекуператора, что приводит к снижению материальных затрат на его установку. Температура в рабочем пространстве зоны дожигания форкамеры на 100-200oС выше температуры в дымовом канале при традиционной вертикальной установке рекуператора, что определяет более высокие температуры нагрева воздуха, необходимого для горения, составляющие 300-400oС. Кроме того, такая установка позволяет сократить теплотрассу нагретого воздуха и приблизить его температуру непосредственно у горелок к указанным значениям.
Способ отопления печи-ванны по патенту РФ 1570443, кл. C 21 D 1/52, F 27 B 9/28 (опубл. в Б.И., 1994, 4) включает неполное сжигание топлива над расплавом и дожигание продуктов неполного сгорания под сводом форкамеры, подогрев воздуха, необходимого для горения, в рекуператоре. В дальнейшем этот способ для печей-ванн с промежуточным сводом был усовершенствован и дополнен тем, что вторичный воздух в сопла, размещенные до промежуточного свода попарно, подают закрученными струями с переменной степенью крутки (Патент РФ 1658704, кл. С 21 D 1/52, F 27 В 9/28, опубл. в Б.И., 1994, 7), Этот способ позволяет обеспечить более равномерный нагрев неэкранированной части основного свода форкамеры.
Решение поставленной задачи достигается тем, что нагрев воздуха, необходимого для горения, и окончательное дожигание продуктов неполного сгорания осуществляют одновременно под основным сводом форкамеры непосредственно в зоне дожигания.
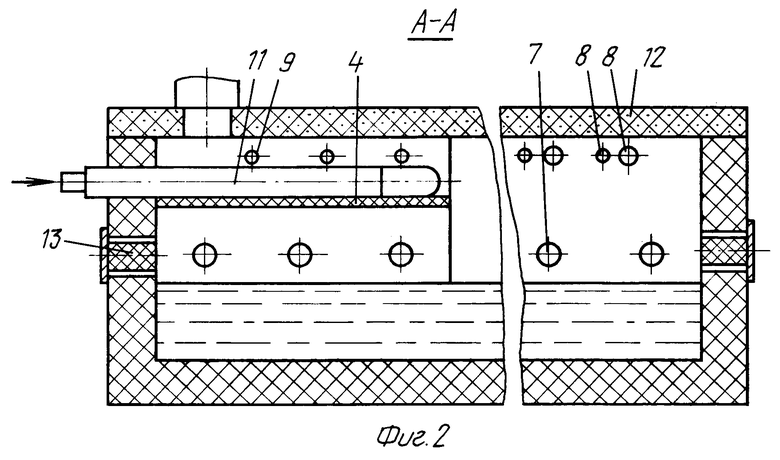
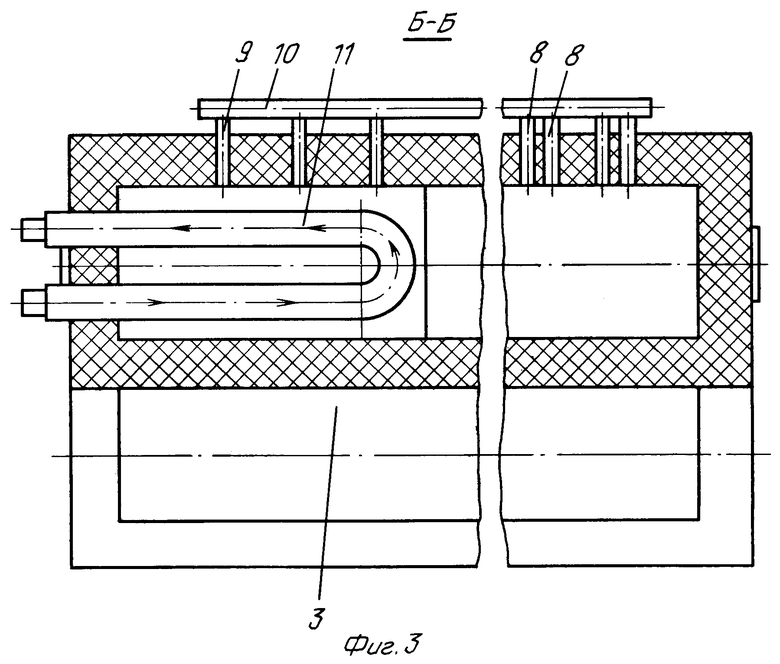
На фиг. 1 изображена печь-ванна плавления и нанесения покрытий легкоплавких металлов на изделия, поперечный разрез; фиг.2 - то же, продольный разрез по высоте и оси установки рекуператора; фиг.3 - то же, по ширине и оси установки сопел вторичного воздуха.
Печь содержит ванну 1 с расплавом и установленную на ее части по ширине форкамеру 2. В свободной от форкамеры части 3 ванны покрывают изделия легкоплавкими металлами, например цинком. На крупных печах-ваннах форкамера 2 частично разделена по высоте промежуточным сводом 4 на параллельные зоны 5 неполного сжигания топлива, например, природного газа, и 6 дожигания продуктов неполного сгорания. Зона 5 снабжена горелками 7 неполного сжигания, а зона 6 - соплами вторичного воздуха, установленными попарно 8 до промежуточного свода и одинарно 9 над ним. Попарные сопла вторичного воздуха тангенциально соединены с воздушным коллектором 10 (тангенциальные подводы не показаны). В одинарные сопла воздух из коллектора 10 подают по центру. На промежуточном своде 4 установлен воздушный узел рекуператора 11. Дымовым трактом 11 является рабочее пространство зоны дожигания, заключенное между основным 12 и промежуточным 4 сводами форкамеры. Для чистки зеркала расплава от окиси цинка печь-ванна снабжена дверками 13.
Печь-ванна отапливается природным газом. При технологических режимах горячего цинкования природный газ сжигают горелками 7 с коэффициентами расхода первичного воздуха, близкими к 0,50. Температуру в зоне неполного сжигания 5 над расплавом поддерживают ниже 916oС, так как эта величина отвечает началу парообразования расплава. Это позволяет полностью исключить окисление наиболее реакционно-активных паров и минимизировать окисление расплава цинка. Вторичный воздух подают из коллектора 10 в сопла 8 и 9 зоны дожигания 6, установленные попарно 8 до промежуточного свода 4 и одинарно 9 над ним. При этом вдоль форкамеры на основном своде 12 до промежуточного свода 4 формируются поочередно настильные закрученные тангенциальными подводами факелы различной геометрической формы. Один в каждой паре 8 имеет вытянутую форму с малым углом раскрытия, второй сжат по оси и имеет большой угол раскрытия. Сжатый факел обладает приосевой зоной разряжений. Продукты неполного сгорания, поднимаясь вверх от поверхности расплава, подсасываются в воздушные струи указанной различной геометрии, чередующиеся по длине печи до промежуточного свода. В результате открытая по отношению к расплаву неэкранированная часть основного свода 12 разогревается более равномерно, чем при подаче незакрученных струй, и обеспечивает равномерный лучистый поток на поверхность расплава. Такое решение позволяет интенсифицировать теплообмен в целом и при таких равных условиях, как производительность, толщина покрытия метизов и т.п., снизить расходы природного газа. Кроме того, более равномерный нагрев поверхности расплава позволяет улучшить качество цинкового покрытия на проволоке.
Оставшуюся часть продуктов неполного сгорания окончательно полностью дожигают одинарными соплами 9 с центральной подачей вторичного воздуха между основным 12 и промежуточным 4 сводами форкамеры. Струи вторичного воздуха на этом участке подают незакрученными, так как здесь основной свод экранирован промежуточным сводом и в прямом теплообмене не участвует. Между основным и промежуточным сводами форкамеры установлен воздушный узел рекуператора 11. В качестве примера на фиг. 1.3 он показан U-образной формы, хотя возможно конструктивное выполнение 11 по типу "труба в трубе". В дальнюю со стороны сопел 9 ветвь U-образной трубы подают противотоком к уходящим продуктам сгорания холодный воздух, нагревая его и отводя через ближнюю ветвь прямотоком к горелкам 7. Таким образом, окончательное дожигание продуктов неполного сгорания и нагрев воздуха, необходимого для горения, осуществляют одновременно. Это позволяет нагревать воздух в высокотемпературной среде продуктов сгорания (не менее 1000oС) до температуры 300-400oС и практически без тепловых потерь подавать его на горение. Следует отметить, что совместная организация окончательного дожигания и нагрева воздуха обеспечивает не только снижение расходов природного газа и повышение кпд печи-ванны, но и за счет улучшения качества неполного сжигания, которое проявляется в уменьшении количества окислительных компонентов в продуктах неполного сгорания, заметно сократить окисление расплава в форкамере. Кроме того, по указанным выше причинам сокращаются материальные затраты на установку и эксплуатацию рекуператора.
Предлагаемая печь-ванна и способ ее отопления внедрены на четырех технологических линиях горячего цинкования проволоки сталепроволочного цеха 1 завода. Эксплуатация печей показала, что они полностью удовлетворяют предъявляемым технологическим требованиям, а также отличаются более низкими, чем у прототипов, удельными расходами природного газа и цинка. В настоящее время предлагаемая печь-ванна и способ ее отопления внедряются на двух технологических линиях горячего оцинкования гвоздей гвоздильного цеха завода. В отличие от печей-ванн для цинкования проволоки эти печи малогабаритны, поэтому они не содержат промежуточного свода, а основной свод, под которым дожигают продукты неполного сгорания, полностью открыт к расплаву.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ-ВАННА ПЛАВЛЕНИЯ И НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2003 |
|
RU2277605C2 |
| ПЕЧЬ-ВАННА ДЛЯ НАНЕСЕНИЯ ЛЕГКОПЛАВКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ НАГРЕВА РАСПЛАВА | 2002 |
|
RU2221896C1 |
| ПРОТЯЖНАЯ ПЕЧЬ ДЛЯ НАНЕСЕНИЯ ЛЕГКОПЛАВКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 1988 |
|
SU1570443A3 |
| СПОСОБ ОТОПЛЕНИЯ ПРОТЯЖНОЙ ПЕЧИ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ | 1990 |
|
RU1658704C |
| ПЕЧЬ-ВАННА С ПОГРУЖНЫМИ НАГРЕВАТЕЛЯМИ И СПОСОБ КОНТРОЛЯ ИХ ВЫХОДА ИЗ СТРОЯ | 1999 |
|
RU2190172C2 |
| ПЕЧЬ-ВАННА НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2002 |
|
RU2244040C2 |
| СПОСОБ ОТОПЛЕНИЯ ПЕЧИ С КАМЕРАМИ ПРЕДВАРИТЕЛЬНОГО И ОКОНЧАТЕЛЬНОГО НАГРЕВА МЕТАЛЛА И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139944C1 |
| ПЕЧЬ С ПРОМЕЖУТОЧНЫМ ПОДОМ | 2001 |
|
RU2210707C2 |
| ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТИЗОВ В КОНТРОЛИРУЕМОЙ АТМОСФЕРЕ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 1999 |
|
RU2171960C2 |
| СПОСОБ ОТОПЛЕНИЯ ПЕЧИ С КАМЕРАМИ ПРЕДВАРИТЕЛЬНОГО И ОКОНЧАТЕЛЬНОГО НАГРЕВА МЕТАЛЛА И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1570311C |
Изобретение относится к металлургической теплотехнике и может быть использовано на металлургических и машиностроительных заводах при производстве различных метизов, например оцинкованной проволоки. Печь содержит ванну с расплавом, форкамеру, частично разделенную по высоте горелками и соплами на параллельные зоны неполного сжигания топлива с горелками и дожигания продуктов неполного сгорания с соплами вторичного воздуха, рекуператор, установленный под основным сводом форкамеры в зоне дожигания продуктов неполного сгорания. Нагрев воздуха и окончательное дожигание продуктов неполного сгорания осуществляют одновременно под сводом форкамеры. Изобретение обеспечивает повышение кпд печи-ванны и уменьшение окисления расплава легкоплавкого металла путем увеличения температуры нагрева воздуха, подаваемого на горение. 2 с.п.ф-лы, 3 ил.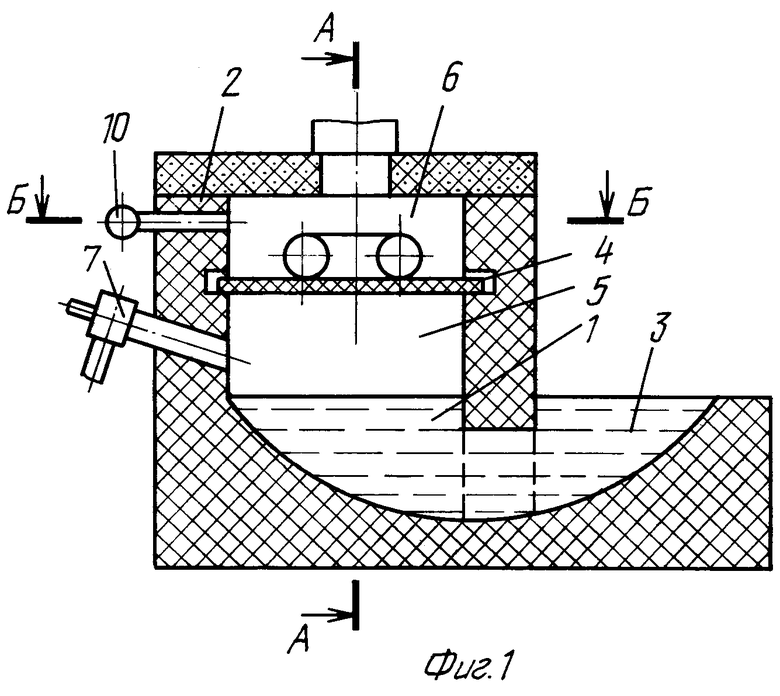
| ПРОТЯЖНАЯ ПЕЧЬ ДЛЯ НАНЕСЕНИЯ ЛЕГКОПЛАВКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 1988 |
|
SU1570443A3 |
| СПОСОБ ОТОПЛЕНИЯ ПРОТЯЖНОЙ ПЕЧИ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ | 1990 |
|
RU1658704C |
| СПОСОБ ГОРЯЧЕГО ЦИНКОВАНИЯ | 1997 |
|
RU2141003C1 |
| ВАННА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ СПЛАВОВ | 1991 |
|
RU2006517C1 |

