Изобретение относится к области металлургии железа, в частности, к способам и печам мало- и безокислительного нагрева стальной металлопродукции, например проволоки, и может быть использовано на металлургических и машиностроительных заводах.
При этом способе отопления камера окончательного нагрева занимает не менее 70% общей длины печи, так как температура в этой камере составляет 960-980oC, а ее увеличение нецелесообразно из-за ухудшения свойств печной атмосферы. Для достижения производительности 2-3 т/ч при указанных температурах длина печей должна составлять 20-25 м, а это обуславливает повышенные площади поверхности кладки печей и, как следствие, существенные потери тепла через кладку в окружающую среду и недостаточно высокие КПД печей.
Известен наиболее близкий к предлагаемому способ отопления печи (Патент РФ N1570311, C 21 D 9/00, F 27 B 9/04, 9/20, закр. публ., ДСП, 1990) с камерами предварительного и окончательного нагрева металла, включающий подачу топлива с последующим неполным его сжиганием над промежуточным подом камеры окончательного нагрева, подачу вторичного воздуха для полного дожигания всего объема продуктов неполного сгорания под промежуточным подом камеры окончательного нагрева. При таком способе отопления подогрев первичного и вторичного воздуха осуществляется раздельно. Вторичный воздух нагревают над промежуточным подом в начале камеры предварительного нагрева, а первичный - под промежуточным подом в конце камеры предварительного нагрева.
Неполное сжигание топлива в надподовом пространстве камеры окончательного нагрева при технологических режимах работы (исключая периоды пуска и вывода на заданные режимы) осуществляют с коэффициентами расхода первичного воздуха α1 =0,30-0,40. Однако подвод дополнительного тепла через теплопроводный промежуточный под из зоны дожигания продуктов неполного сгорания в предлагаемом способе отопления не всегда является достаточным для реализации неполного сжигания в надподовом пространстве с указанными α1 и достижения заданных технологических температур. Это особенно проявляется при α1 = 0,30, когда горение сопровождается обильным сажеобразованием. Такие условия горения ограничивают технологические температуры в надподовом пространстве камеры окончательного нагрева и выдержки режимами рекристаллизационного отжига и патентирования (температура нагрева и выдержки металла до 950oC) и не позволяют, в частности, обеспечить необходимый нагрев проволоки из нержавеющих сталей перед последующей закалкой до температуры 1050-1150oC. Кроме того, при реализации описанного способа ограничивается скорость рекристаллизационного отжига и патентирования, а также не достигается необходимая выдержка металла при заданной температуре.
Таким образом, при использовании данного способа ограничены скорости термообработки и сортамент металлопродукции, что, как следствие, приводит к снижению КПД печи. Кроме того, промышленная практика показала, что при таком способе отопления наблюдается высокая инерционность изменения температуры в надподовом пространстве камеры окончательного нагрева, что существенно усложняет ее регулирование.
Известна печь для осуществления способа отопления по авторскому свидетельству СССР N 985670. Печь содержит последовательно размещенные камеры предварительного и окончательного нагрева, горелки, установленные в камере окончательного нагрева над подиной, и сопла дожигания, расположенные в камере предварительного нагрева над подиной. Печь снабжена рекуператором, в котором нагревают вторичный и первичный воздух. Сопла установлены под углом к оси установки горелок, что позволяет улучшить дожигание продуктов неполного сгорания. Однако металл, отжигаемый в этой печи, недостаточно защищен от окисления, а ее КПД не превышает 25%.
Известна также рекуперативная печь (А.С. СССР N1177364, C 21 D 9/00, F 27 B 9/20, Б. И.N33, 1985), содержащая те же компоненты и подобную компоновку. Наличие со стороны загрузки печи в камере предварительного нагрева дополнительной утилизационной зоны, отапливаемой уходящими продуктами полного сгорания, позволило повысить КПД печи до 40-45%. Однако и для этой печи характерно существенное окисление металлопродукции. Кроме того, при сравнительно небольшой производительности до 2,7 т/ч печь имеет большую длину - 20-25 м и на ней невозможно реализовать высокотемпературные режимы нагрева металла перед закалкой.
Известна наиболее близкая к предлагаемой печь для осуществления описанного способа отопления (Патент РФ N1570311, C 21 D 9/00, F 27 B 9/04, 9/20, закр. публ., ДСП, 1990). Эта печь предназначена для рекристаллизационного отжига малоуглеродистой и патентирования высокоуглеродистой проволоки.
Эта печь содержит камеры предварительного и окончательного нагрева, горелки, установленные в камере окончательного нагрева над подиной, и сопла для дожигания продуктов неполного сгорания, расположенные под подиной этой же камеры. Обе камеры выполнены в виде двух параллельных зон, разделенных промежуточным подом, изготовленным из материала с высоким коэффициентом теплопроводности, например, из жаростойкого сплава или карбида кремния. Конец камеры предварительного нагрева представляет собой комбинированный теплообменник, нижняя часть которого является рекуператором для нагрева первичного воздуха, а верхняя - подогревателем металла, в котором завершают предварительный нагрев. Общей для рекуператора и подогревателя металла стенкой является промежуточный под печи, выполненный сплошным на участке комбинированного теплообменника. Камера окончательного нагрева печи также содержит неотапливаемую зону выдержки, в которой в среде продуктов неполного сгорания осуществляют выдержку металла при заданной технологической температуре.
Две печи по патенту РФ N1570311 внедрены для рекристаллизационного отжига в сталепроволочном цехе N1 Череповецкого сталепрокатного завода. Их эксплуатация позволила установить обильное сажеобразование при сжигании топлива с коэффициентом расхода первичного воздуха, α1 = 0,30-0,40 и высокую инерционность изменения температуры в надподовом пространстве камеры окончательного нагрева. На этих печах также были отработаны технологические режимы нагрева проволоки из нержавеющих сталей перед закалкой (нагрев до 1050-1150oC). Реализацию этих технологических режимов смогли осуществить только при более высоких α1 - не менее 0,7-0,8 и меньших технологических скоростях протяжки проволоки, что привело к увеличению окисления металла и не позволило при увеличении температуры нагрева проволоки с 750 до 1050-1150oC существенно повысить КПД печи и обеспечить выдержку металла при заданной температуре, так как проволока в неотапливаемой зоне выдержки заметно охлаждалась, чего не отмечали при менее высокотемпературных режимах. Таким образом, большой практический интерес представляет создание печи открытого малоокислительного высокотемпературного нагрева металла с низкой инерционностью и высоким КПД.
Технической задачей изобретения является разработка способа отопления печи с камерами предварительного и окончательного нагрева металла и печи для его осуществления, обеспечивающих скоростной малоокислительный нагрев и выдержку металла широкого сортамента при низкой инерционности и высоком КПД печи.
Поставленная задача достигается тем, что в способе, включающем подачу топлива с последующим его неполным сжиганием с коэффициентами расхода первичного воздуха α1 = 0,30-0,40 над промежуточным подом камеры окончательного нагрева, окончательный нагрев и выдержку металла при заданной температуре в атмосфере продуктов неполного сгорания, подачу вторичного воздуха для полного дожигания всего объема продуктов неполного сгорания под высокотеплопроводным промежуточным подом в камере окончательного нагрева, подогрев первичного воздуха под промежуточным подом в конце камеры предварительного нагрева с поддержанием температуры в ее рабочем пространстве не более 500-600oC и предварительный нагрев металла в их атмосфере до температуры 400-500oC, в камере окончательного нагрева над промежуточным подом сжигают 10-100% общего расхода потребляемого топлива, а под промежуточным подом сжигают оставшуюся часть топлива и дожигают вторичным (избыточным) воздухом продукты неполного сгорания, поступающие из надподового пространства, при суммарном пропорционировании расходов топлива и воздуха, близком к стехиометрическим значениям (αΣ = 1,05-1,10).
Поставленная задача достигается также тем, что при нагреве длинномерных изделий диаметром до 1,2 мм в камере окончательного нагрева над промежуточным подом неполностью сжигают 10-30% потребляемого топлива, обеспечивая нагрев первичного воздуха в подподовом пространстве до температуры 550-650oC, полное заполнение надподового пространства камеры окончательного нагрева и выдержки гомогенной малоокислительной атмосферой, окончательный нагрев (теплопроводностью через промежуточный под) и выдержку металла в ее среде.
Поставленная задача достигается также тем, что при нагреве длинномерных изделий диаметром более 1,2 мм в камере окончательного нагрева над промежуточным подом неполностью сжигают при рекристаллизационном отжиге 60-100%, при патентировании 40- 60%, при нагреве перед закалкой 30-50% топлива, обеспечивая требуемые температуры нагрева и выдержки металла, соответственно 700-750oC, 900-950oC, 1050-1150oC.
Поставленная цель достигается также тем, что при неполном сжигании над промежуточным подом 60-100% топлива в подподовом пространстве камеры окончательного нагрева и выдержки в часть горелок подают только вторичный воздух, в остальных горелках топливо сжигают с избытком воздуха, а в зоне выдержки горелки полностью отключают, а при неполном сжигании над промежуточным подом 10-60% топлива в подподовом пространстве зоны выдержки осуществляют полное сжигание топлива с коэффициентами расхода воздуха, близкими к стехиометрическим значениям, а в зоне нагрева - при существенных избытках воздуха (αΣ = 1,10-2,00), используя избыточный воздух в качестве вторичного для дожигания продуктов неполного сгорания.
Поставленная цель достигается также тем, что в печи, содержащей последовательно размещенные камеры предварительного и окончательного нагрева, включая выдержку металла при заданной температуре, разделенные по высоте на параллельные зоны высокотеплопроводным промежуточным подом, горелки и рекуператоры, размещенные для нагрева первичного воздуха под промежуточным подом в конце камеры предварительного нагрева и для нагрева оставшейся части воздуха - в надподовом пространстве в ее начале, в рабочем пространстве камеры окончательного нагрева над промежуточным подом установлены горелки для неполного сжигания топлива, а под ним - горелки для полного сжигания топлива и дожигания продуктов неполного сгорания, поступающих из надподового пространства, а промежуточный под набран из теплопроводных секций, установленных с зазорами по длине печи, исключая торец ее загрузки, участок установки рекуператора для нагрева первичного воздуха и зону выдержки камеры окончательного нагрева.
Способ отопления печи для нагрева и выдержки металла, представленной на фиг. 1-4, включает неполное сжигание 10-100% топлива в надподовом пространстве камеры окончательного нагрева с коэффициентом расхода первичного воздуха 0,30-0,40 и поддержание заданных температур в этом пространстве путем дополнительного подвода тепла из подподового пространства этой же камеры за счет полного сжигания соответственно 90-0% топлива и дожигания продуктов неполного сгорания, поступающих из надподового пространства, при суммарном пропорционировании расходов топлива и воздуха, близком к стехиометрическим значениям (αΣ = 1,05-1,10). Для подачи продуктов неполного сгорания в подподовую нижнюю зону камеры ее промежуточный под выполнен из секций, установленных с зазорами по всей длине камеры окончательного нагрева, исключая ее границы.
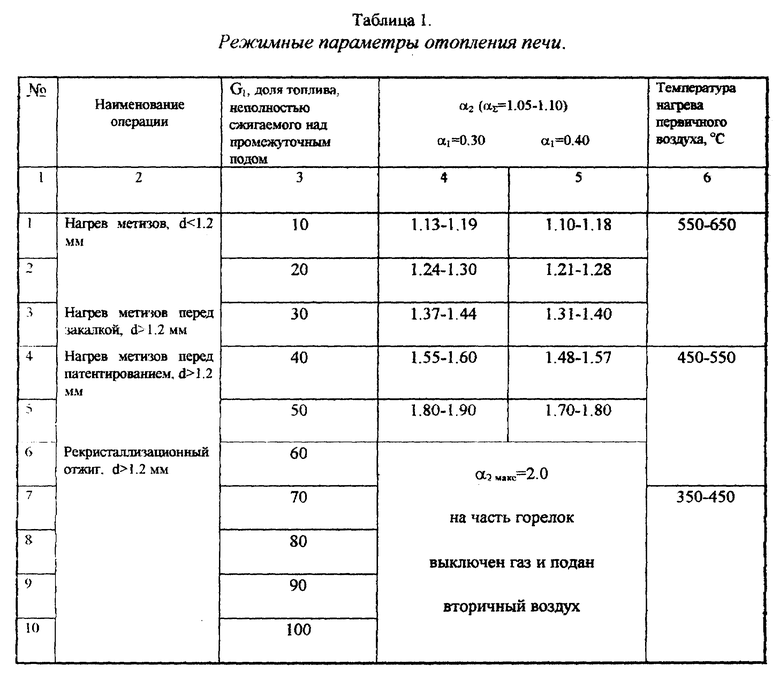
Широкий диапазон изменения соотношения расходов топлива и воздуха в надподовом и подподовом пространствах камеры окончательного нагрева обусловлены необходимостью нагрева в печи металла с различными геометрическими размерами и технологиями термообработки, представленными в табл. 1 (см. в конце описания).
Из таблицы 1 следует, что наименьшая доля неполностью сжигаемого в надподовом пространстве камеры окончательного нагрева топлива имеет место при нагреве наиболее тонких длинномерных изделий (d<1,2 мм) и наиболее высокотемпературных режимах термообработки (нагрев перед закалкой, 1050-1150oC).
Это обусловлено наибольшей сложностью обеспечения малоокислительного нагрева металла для тонких размеров при высоких температурах. В обоих случаях основная доля тепла передается к металлу через теплопроводный промежуточный под. При этом достигается наиболее высокотемпературный нагрев первичного воздуха (450-650oC) и обеспечивается получение в надподовом пространстве печи гомогенной малоокислительной атмосферы со следами сажистого углерода.
При нагреве в печи длинномерных изделий, например стальной проволоки, диаметром до 1,2 мм, в надподовом пространстве камеры окончательного нагрева независимо от вида термообработки неполностью сжигают 10-30% общего расхода топлива, например, природного газа, а в подподовом пространстве этой камеры полностью сжигают соответственно 90-70% топлива с коэффициентом расхода воздуха 1,10-1,44, обеспечивая избыточным воздухом полное дожигание продуктов неполного сгорания, поступающих из надподового пространства, при αΣ = 1,05-1,10.
Из подподового пространства камеры окончательного нагрева продукты полного сгорания подают в комбинированный теплообменник, соединяющий камеры печи. В нижней части теплообменника, соединенной с подподовым пространством камеры окончательного нагрева, установлен рекуператор перекрестного тока, в котором нагревают только первичный воздух, который при сжигании природного газа с приведенными параметрами нагревают до температуры 550-650oC, что в сочетании с подводом необходимого дополнительного тепла через промежуточный под позволяет обеспечить неполное сжигание газа с коэффициентами расхода первичного воздуха α1 =0,30-0,40 при минимальном сажеобразовании и полном заполнении надподового пространства малоокислительной атмосферой.
При нагреве в печи длинномерных изделий, например стальной проволоки, диаметром более 1,2 мм в надподовом пространстве камеры окончательного нагрева над промежуточным подом неполностью сжигают 60-100%, при патентировании - 40-60%, при нагреве перед закалкой - 30-50% топлива, а в подподовом пространстве этой камеры полностью сжигают соответственно 40-0%, 60-40%, 70-50% топлива, обеспечивая избыточным воздухом полное дожигание продуктов неполного сгорания и заданные температуры нагрева и выдержки металла, соответственно 700-750oC, 900-950oC, 1050-1150oC.
При сжигании в надподовом пространстве до 60% топлива под промежуточным подом сжигают оставшуюся часть топлива с коэффициентами расхода воздуха 1,13-2,00 и дожигают продукты неполного сгорания, обеспечивая нагрев первичного воздуха до температуры 450-550oC.
При неполном сжигании над промежуточным подом 60-100% топлива в подподовом пространстве камеры окончательного нагрева и выдержки в зоне нагрева в часть горелок подают только вторичный воздух, необходимый для полного дожигания продуктов неполного сгорания, поступающих из надподового пространства, в остальных горелках топливо сжигают с α = 1,05-1,10, а в зоне выдержки горелки полностью отключают. При сжигании топлива с указанными параметрами обеспечивают нагрев первичного воздуха до температуры 350-450oC. Отключение подачи топлива на часть горелок подподового пространства камеры окончательного нагрева обусловлено тем, что в противном случае для обеспечения полного сгорания топлива и дожигания продуктов неполного сгорания в горелки подподового пространства было бы необходимо подавать воздух с коэффициентами расхода более 2,0, что сопряжено с существенным обеднением газовоздушной смеси (менее 5% топлива) и возможным погасанием горелок. В предельном случае 100% во все горелки зоны дожигания подают только вторичный воздух, полностью перекрывая подачу топлива.
При сжигании над промежуточным подом 10-60% топлива в горелках зоны окончательного нагрева подподового пространства устанавливают соответственно коэффициенты расхода воздуха α = 1,10-2,00, что обеспечивает полноту дожигания и исключает возможность погасания горелок, а в зоне выдержки осуществляют полное сжигание топлива с коэффициентами расхода воздуха, близкими к стехиометрическим значениям (α = 1,05-1,10).
Из подподового пространства камеры окончательного нагрева продукты полного сгорания поступают в комбинированный теплообменник, установленный в конце камеры предварительного нагрева. Его нижняя часть является рекуператором перекрестного тока, предназначенного для нагрева первичного воздуха. Выше в табл.1 показано, что в зависимости от режимных параметров температура его нагрева составляет 350-650oC. В верхней части этого теплообменника через сплошной промежуточный под завершают предварительный нагрев металла до температуры не более 400-500oC в атмосфере продуктов неполного сгорания, поступающих из надподового пространства камеры окончательного нагрева. Прямой выход продуктов неполного сгорания в тракт уходящих газов отсекают потоком продуктов полного сгорания, поступающих через зазоры между секциями промежуточного пода из подподового в надподовое пространство в начале камеры предварительного нагрева.
В комбинированном теплообменнике продукты полного сгорания охлаждают до температуры не более 500-600oC и подают для отопления в свободную от комбинированного теплообменника часть камеры предварительного нагрева, где теплопроводностью через высокотеплопроводный промежуточный под и излучением с конвекцией в надподовом пространстве осуществляют предварительный нагрев металла до температуры 300-400oC. Это ограничение обусловлено возможностью окисления металла при остановке транспортировки, в частности, с целью перезаправки. В надподовом пространстве в начале камеры предварительного нагрева установлен рекуператор, предназначенный для нагрева воздуха, подаваемого на горелки подподового пространства камеры окончательного нагрева. В нем большую, относительно первичного, часть воздуха нагревают до температуры 200oC, так как нагрев воздуха, подаваемого на нижние горелки, не определяет качества малоокислительной атмосферы и является средством утилизации, направленным на повышение КПД печи. В результате сложного теплообмена продукты полного сгорания в камере предварительного нагрева и этом рекуператоре охлаждают до температуры 120-150oC и удаляют из печи. Данное ограничение исключает конденсацию водяных паров из продуктов полного сгорания и коррозию дымовой трубы.
Таким образом, предлагаемый способ открытого малоокислительного нагрева металла целесообразно применять в различных термических и нагревательных печах, например, в печах рекристаллизационного отжига, а также нагрева перед патентированием и закалкой.
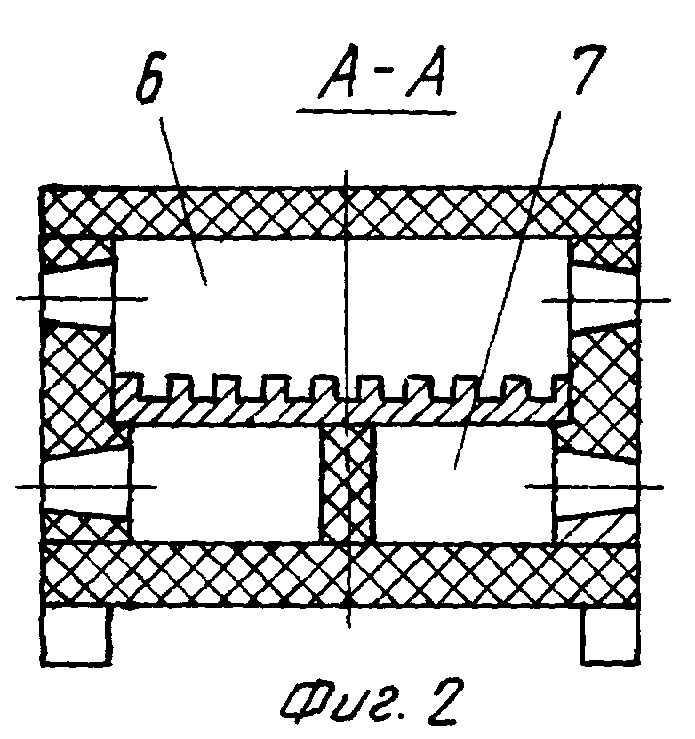
На чертежах изображена печь, предназначенная для осуществления предлагаемого способа: фиг.1 - общий вид, фиг.2 - разрез А-А, фиг.3 - разрез Б-Б, фиг.4 - разрез В-В. Печь содержит камеру 1 предварительного нагрева и камеру 2 окончательного нагрева и выдержки с горелками 3 для неполного сжигания топлива, расположенными над промежуточным подом 4 камеры окончательного нагрева, и горелками 5 для полного сжигания топлива и дожигания продуктов неполного сгорания, расположенными под промежуточным подом.
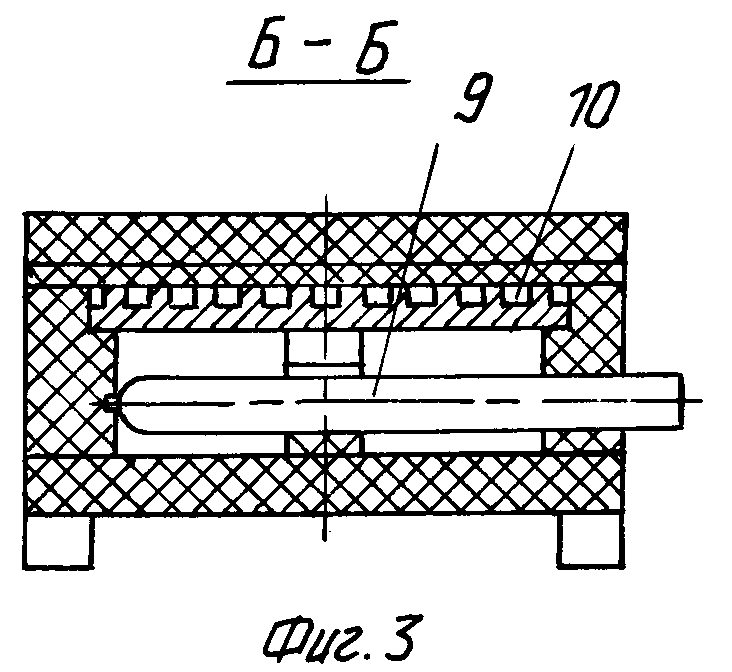
Камеры предварительного и окончательного нагрева выполнены в виде параллельных верхней 6 и нижней 7 зон. Поперечный разрез камер окончательного и предварительного нагрева показан соответственно на фиг.2 и фиг.3. Промежуточный под печи 4 набран из секций, изготовленных из материала с высоким коэффициентом теплопроводности, например, жаростойких сплавов или карбида кремния, установленных с зазором по длине камер, исключая их границы с дополнительными зонами и участком комбинированного теплообменника 8 (фиг.1, 4). Нижняя его часть является рекуператором 9 перекрестного тока для нагрева первичного воздуха, а верхняя - подогревателем металла 10. Общей для рекуператора и подогревателя металла стенкой 11 является промежуточный под печи, выполненный на участке комбинированного теплообменника сплошным.
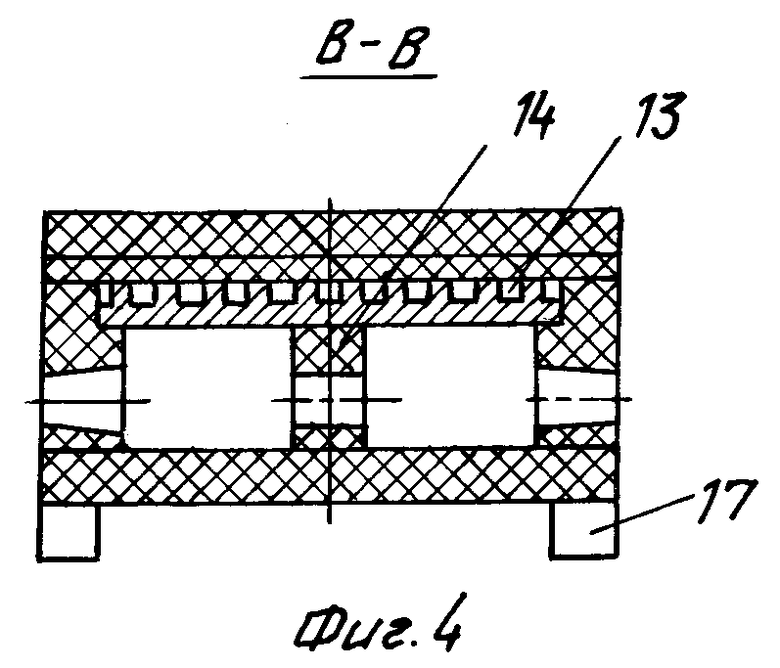
Со стороны выгрузки камера окончательного нагрева снабжена зоной 12 выдержки металла. Ее поперечный разрез представлен на фиг.4. Промежуточный под в зоне выдержки выполнен сплошным, а по ширине печи разделен на коридорные каналы 13, по которым протягивают, например, проволоку. Эти каналы выполнены открытыми в камерах печи и перекрыты на участке комбинированного теплообменника и в зоне выдержки. Промежуточный под печи опирается на выступы ее боковых стен и дополнительную опорную стенку 14, установленную в середине печи. В начале камеры предварительного нагрева установлен рекуператор 15, предназначенный для нагрева воздуха, подаваемого на нижние горелки камеры окончательного нагрева. Печь содержит дымовую трубу 16, выполнена из современных теплоизоляционных материалов (свод печи съемный) и установлена на ножках 17.
Пример осуществления
Применительно к нагреву стальной проволоки диаметром до 1,2 мм длина печи составляет 10-15 м, а при нагреве проволоки диаметром до 8 мм - 15-25 м. Топливом является природный газ. При термообработке проволоки диаметром менее 1,2 мм в качестве газогорелочных устройств используют горелки типа ГНП-1, а при диаметре до 8 мм - горелки ГНП-2 конструкции института Теплопроект. Возможно использование модификаций этих горелок, например, ГНПБ с рециркуляционной вставкой конструкции Теплопроекта и с завершенным предварительным смешением конструкции ЧСПЗ - Энергомет.
Печь рассчитана для термообработки 12, 24, 36 ниток проволоки. С этой целью секции промежуточного пода разделены по ширине печи соответственно на 12 (6), 24 (12), 36 (18) коридорных каналов, в каждом из которых протягивают одну нитку (две нитки) проволоки. Вариант, указанный в скобках, менее удобен, так как при нем возможно перепутывание ниток проволоки между собой и тем самым затруднен процесс их заправки.
Ширина рабочего пространства печи зависит от диаметра и количества нагреваемых ниток проволоки и составляет от 0,8 до 2 метров. Эти размеры определяют размеры секций, из которых набран высокотеплопроводный промежуточный под. Так, в 12-ниточной печи ширина секции не превышает 1 м, что делает необязательным наличие дополнительной опорной стенки 14, так как по ширине печи устанавливают одну секцию, которая опирается на буртики боковых стен печи (фиг. 2 - 4). На 24- и 36-ниточных печах по ширине устанавливают две секции промежуточного пода, которые дополнительно опираются на стенку 14, снабженную окнами (фиг.2) для выравнивания тепловых потоков и температур в подподовом пространстве.
Секции промежуточного пода укладывают вплотную в торце загрузки печи, на участке комбинированного теплообменника и в зоне выдержки в камере окончательного нагрева, а в этой камере и начале камеры предварительного нагрева, исключая торец и теплообменник, их устанавливают с зазорами, что позволяет реализовать предлагаемый способ отопления.
В конце камеры предварительного нагрева установлен комбинированный теплообменник (фиг. 1, 3). Его нижняя часть является рекуператором 9 для нагрева первичного воздуха, подаваемого в верхние горелки камеры окончательного нагрева. По схеме движения продуктов сгорания и воздуха этот рекуператор является рекуператором перекрестного тока. Рекуператор содержит U-образные трубы, в которых нагревают первичный воздух.
Со стороны выгрузки печи камера окончательного нагрева снабжена зоной выдержки 12, которую при среднетемпературных видах термообработки (до 950oC) можно не отапливать, так как она по существу является идеальным термостатом. При более высоких температурах нагрева, например, при нагреве перед закалкой (до 1150oC), зону выдержки дополнительно подтапливают нижними горелками (фиг. 1, 4).
Для нагрева воздуха, подаваемого на нижние горелки, печь снабжена конвективным рекуператором, например, струйным рекуператором конструкции ВНИИПромгаза 15. Печь снабжена съемным сводом, выполненным из шамотоволокнистых плит типа ШВП-350, содержит дымовую трубу 15 и установлена на ножках 17, между которыми возможна прокладка печных трубопроводов.
Печь работает следующим образом. В каждом канале печи по промежуточному поду посредством размоточных и намоточных механизмов, расположенных вне печи, протягивают одну-две нитки стальной проволоки, которая последовательно проходит через камеру предварительного нагрева с комбинированным теплообменником и камеру окончательного нагрева с зоной выдержки, нагреваясь и выдерживаясь при заданных температурах.
В надподовом пространстве камеры окончательного нагрева неполностью сжигают 10- 100% природного газа с коэффициентами расхода первичного воздуха 0,30-0,40. Продукты неполного сгорания через зазоры между секциями промежуточного пода поступают в подподовое пространство. Здесь полностью сжигают оставшуюся часть топлива и дожигают вторичным (избыточным) воздухом продукты неполного сгорания, поступающие из надподового пространства.
Из камеры окончательного нагрева продукты полного сгорания поступают в комбинированный теплообменник, в котором нагревают первичный воздух до температуры 350-650oC и завершают предварительный нагрев металла до температуры не более 500-600oC. Из теплообменника продукты полного сгорания подают в камеру предварительного нагрева, рекуператор для нагрева оставшейся части воздуха и удаляют из печи.
Предварительные расчеты и имеющиеся опытные данные показывают, что в результате использования предлагаемого изобретения удастся минимизировать окисление металла (1-2 кг/т), повысить производительность и КПД печи (до 60-70%), исключить инерционность зоны неполного сжигания камеры окончательного нагрева и расширить сортамент термообрабатываемой металлопродукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ С ПРОМЕЖУТОЧНЫМ ПОДОМ | 2001 |
|
RU2210707C2 |
| СПОСОБ ОТОПЛЕНИЯ ПЕЧИ С КАМЕРАМИ ПРЕДВАРИТЕЛЬНОГО И ОКОНЧАТЕЛЬНОГО НАГРЕВА МЕТАЛЛА И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1570311C |
| ПЕЧЬ-ВАННА ПЛАВЛЕНИЯ И НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 2000 |
|
RU2211866C2 |
| РЕКУПЕРАТОР ДЛЯ НАГРЕВА ПЕРВИЧНОГО ВОЗДУХА ПЕЧИ ОТКРЫТОГО МАЛООКИСЛИТЕЛЬНОГО НАГРЕВА И СПОСОБ НАГРЕВА ПЕРВИЧНОГО ВОЗДУХА В РЕКУПЕРАТОРЕ | 2007 |
|
RU2343387C2 |
| Проходная печь | 1989 |
|
SU1700344A1 |
| ПЕЧЬ-ВАННА ПЛАВЛЕНИЯ И НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2003 |
|
RU2277605C2 |
| ПРОТЯЖНАЯ ПЕЧЬ ДЛЯ НАНЕСЕНИЯ ЛЕГКОПЛАВКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 1988 |
|
SU1570443A3 |
| СПОСОБ ОТОПЛЕНИЯ ПРОТЯЖНОЙ ПЕЧИ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ | 1990 |
|
RU1658704C |
| ПЕЧЬ-ВАННА С ПОГРУЖНЫМИ НАГРЕВАТЕЛЯМИ И СПОСОБ КОНТРОЛЯ ИХ ВЫХОДА ИЗ СТРОЯ | 1999 |
|
RU2190172C2 |
| ПЕЧЬ-ВАННА НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2002 |
|
RU2244040C2 |
Изобретение относится к металлургии железа, в частности к способам и печам мало- и безокислительного нагрева стальной металлопродукции, например проволоки, и может быть использовано на металлургических и машиностроительных заводах. Техническим результатом изобретения является обеспечение скоростного малоокислительного нагрева и выдержки металла широкого сортамента при низкой инерционности и высоком КПД печи. В камере окончательного нагрева над промежуточным подом неполностью сжигают 10-100% общего расхода потребляемого топлива, а под промежуточным подом полностью сжигают оставшуюся часть топлива и дожигают вторичным (избыточным) воздухом продукты неполного сгорания, поступающие из надподового пространства, при суммарном пропорционировании расходов топлива и воздуха, близком к стехиометрическим значениям (αΣ = 1,05-1,10). При нагреве длинномерных изделий диаметром до 1,2 мм в камере окончательного нагрева над промежуточным подом неполностью сжигают 10-30% общего расхода топлива, обеспечивая нагрев первичного воздуха в подподовом пространстве до температуры 550-650oС и полное заполнение надподового пространства камеры окончательного нагрева и выдержки гомогенной малоокислительной атмосферой. При нагреве длинномерных изделий диаметром более 1,2 мм в камере окончательного нагрева над промежуточным подом неполностью сжигают при кристаллизационном отжиге 60 - 100%, при патентировании 40 - 60%, при нагреве перед закалкой 30 - 50% топлива, обеспечивая требуемые температуры нагрева и выдержки металла, соответственно 700 - 750, 900 - 950, 1050-1150oC. При неполном сжигании над промежуточным подом 60 - 100% топлива в подподовом пространстве камеры окончательного нагрева и выдержки в зоне нагрева в часть горелок подают только вторичный воздух, в остальных горелках топливо сжигают с α = 1,05 - 1,10, а в зоне выдержки горелки полностью отключают, а при неполном сжигании над промежуточным подом 10-60% топлива в подподовом пространстве зоны выдержки осуществляют полное сжигание топлива с коэффициентами расхода воздуха, близкими к стехиометрическим значениям, а в зоне нагрева - при существенных избытках воздуха (α = 1,10 - 2,00), используя избыточный воздух в качестве вторичного для дожигания продуктов неполного сгорания. В рабочем пространстве камеры окончательного нагрева над промежуточным подом установлены горелки для неполного сжигания топлива, а под ним - горелки для полного сжигания топлива и дожигания продуктов неполного сгорания, поступающих из надподового пространства, а промежуточный под набран из теплопроводных секций, установленных с зазорами по длине печи, исключая торец ее загрузки, участок установки рекуператора для нагрева первичного воздуха и зону выдержки камеры окончательного нагрева. 2 с. и 3 з.п.ф-лы, 4 ил., 1 табл.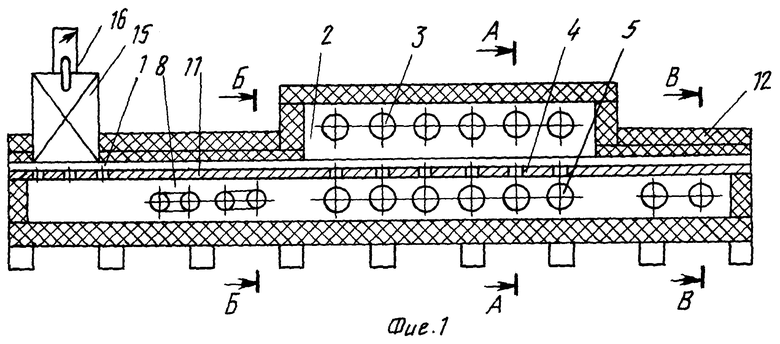
| СПОСОБ ОТОПЛЕНИЯ ПЕЧИ С КАМЕРАМИ ПРЕДВАРИТЕЛЬНОГО И ОКОНЧАТЕЛЬНОГО НАГРЕВА МЕТАЛЛА И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1570311C |
| SU 1827012 A3, 07.07.93 | |||
| Нагревательная кузнечная печь | 1982 |
|
SU1064104A1 |
| Консольный кран | 1988 |
|
SU1504209A1 |

