При известных способах изготовления волноводных секний на возвратные или разрушаемые керны гальваническим путем осаждают слой металла, а затем удаляют керны.
При изготовлении подобным способом запредельных ВОЛНОВОДНЫХ секций приходится использовать составные керны сложной конфигурации, что усложняет технологический процесс производства секпнй.
По предлои енпому способу упрош,енне нронзв,одства запредельных секций достигнуто размещением внутри волнозодных переходов металлической проволоки н осаждением на нее слоя металла, в результате чего одновременно с формированием запредельного участка секции происходит гальваническое сращивание между собой волноводных переходов.
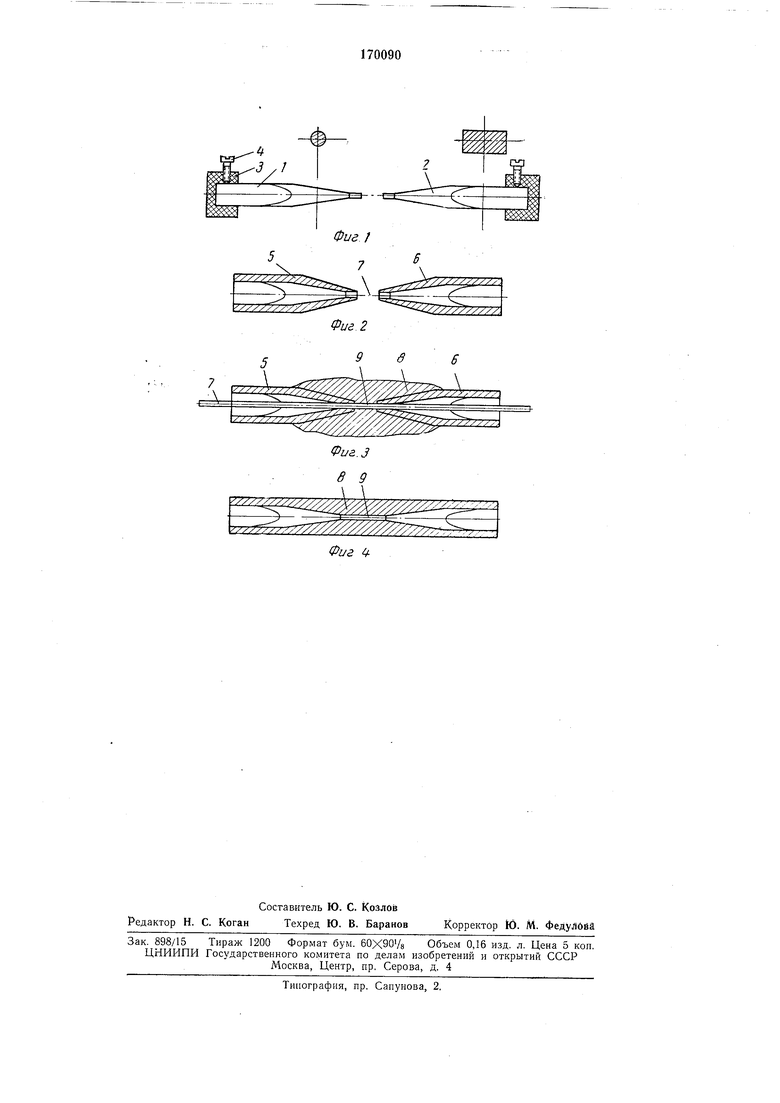
Для пояснения описываемого способа на фиг. 1-4 изображена последовательность технологических операций но изготовлению запредельной волноводной секции.
На возвратных или разрушаемых кернах / и 2 (фиг. 1) гальваническим способом наращивают слой меди. Торцы кернов закрывают пластмассовыми колпачками 3, которые укрепляют на кернах винтами 4. После удаления кернов получают волноводные нереходы
5 и б, внутри которых пропускают металли ческую, например никелевую, проволоку 7 (фиг. 2). На проволоку и концы волноводных переходов гальваническим путем паращивают слой 8 металла, формируя запредельный участок 9 н одновременно гальваническн сращивая между собой концы волповодных переходов (фнг. 3). После удаления нроволокн и механнческой обработки получают готовую
запредельную волаоводную секцию (фиг. 4). Способ может быть использован на предприятиях, изготовляющих волноводпые элементы для миллиметрового и субмнллиметрового днапазопов волн.
т-,
Предмет изобретения
Снособ нзготовления волноводных секций, основанный на гальваннческом осаждении на возвратных или разрушаемых кер.иах слоя
металла с последующим удалением кернов, отличающийся тем, что, с целью упрощения процесса изготовления секций запредельных волноводов, через входной и выходной волноводные переходы пропускают металлическую
проволоку н, осаждая на нее слой металла, формируют запредельный участок секции, одновременно гальванически сращивая между собой волноводные переходы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНЫХ СЕКЦИЙ | 2003 |
|
RU2232450C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ КАНАЛОВ, ВОЛНОВОДНЫХ ТРАКТОВ ОТ МИЛЛИМЕТРОВОГО ДИАПАЗОНА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2441727C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1997 |
|
RU2136466C1 |
| СПОСОБ ОБРАБОТКИ ЗЕРНОВЫХ ПРОДУКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2572033C1 |
| УСТАНОВКА ДЛЯ СУШКИ ШЕРСТИ В ЭЛЕКТРОМАГНИТНОМ ПОЛЕ СВЕРХВЫСОКОЙ ЧАСТОТЫ | 2015 |
|
RU2591074C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЭЛЕКТРОФИЗИЧЕСКИХ СВОЙСТВ ТЕКУЧЕЙ СРЕДЫ В ТРУБОПРОВОДЕ | 2001 |
|
RU2203482C2 |
| Твердотельный источник электромагнитного излучения и способ его изготовления | 2019 |
|
RU2715892C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНЫХ СЕКЦИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1965 |
|
SU176964A1 |
| Способ изготовления резисторов из микропровода в стеклянной изоляции | 1971 |
|
SU479158A1 |
| Теплопроводящий калориметр для определения плотности потока ионизирующего излучения и способ изготовления его калориметрической ячейки | 1981 |
|
SU1005565A1 |
Фиг. 3
в 9
Фиг f.
