Описание изобретения
Изобретение относится к области технологий изготовления СВЧ трактов сложного переменного сечения. Данное изобретение возможно применять также для изготовления волноводов постоянного сечения от миллиметрового диапазона и предназначено для использования при изготовлении СВЧ приборов в точном приборостроении и электротехнике.
Существует несколько способов получения внутреннего канала волноводов [1] с классическим гальваническим покрытием поверхности канала серебром:
1. гальваническое наращивание меди;
2. объемная штамповка;
3. магнитно-импульсная объемная штамповка с применением специальной установки.
Все перечисленные методы имеют основной недостаток - высокая трудоемкость процесса изготовления, что приводит к высокой стоимости изделий в целом.
Предлагаемое решение, на которое направлено настоящее изобретение, позволяет повысить повторяемость выпускаемой продукции, снизить трудоемкость изготовления точных волноводных трактов, расширить технологические возможности магнитно-импульсной обработки и, в конечном итоге, получать изделия с заданными техническими характеристиками в серийном производстве.
В данном решении применены следующие виды обработки материалов: электроэрозионная обработка проволочным электродом, магнитно-импульсная объемная штамповка, термообработка, механическая обработка и гальваническое покрытие.
Предлагаемый способ представлен на фиг.1.
Обычно для штамповки каналов волноводных трактов предварительное отверстие изготавливают с применением осевого инструмента цилиндрической (конусной) формы. Однако при этом увеличивается количество переходов, а также происходит замятие металла в углах при деформировании сечения круглой формы в многогранную.
Для уменьшения количества переходов при магнитно-импульсной штамповке внутреннего канала производится электроэрозионная вырезка канала, максимально приближенная к размерам готового канала (фиг.1а). Определенные экспериментальным путем режимы электроэрозионной обработки проволочным электродом позволяют производить высокоточную обработку каналов с высокой чистотой поверхности.
Далее производится магнитно-импульсная штамповка внутреннего канала, основанная на использовании электродинамических сил, возникающих при взаимодействии импульсного магнитного поля катушки (индуктора) с током, который индуцируется этим полем в обрабатываемой заготовке или промежуточном металлическом элементе (фиг.16).
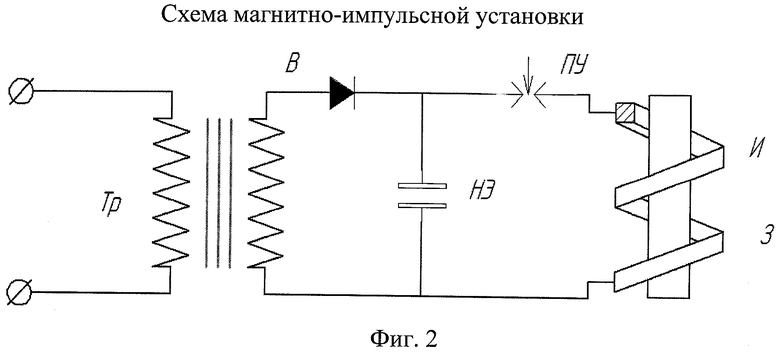
В заявленном изобретении применяется магнитно-импульсная установка, принцип действия которой предложен в патенте №2207212.
На фиг.№2 представлена принципиальная схема магнитно-импульсной установки.
На схеме обозначены элементы: Тр - трансформатор, В - выпрямитель, ПУ - пусковое устройство, НЭ - накопитель энергии, И - индуктор-инструмент, З - заготовка.
Характер формообразования определяется конфигурацией импульсного магнитного поля индуктора, концентраторами поля, формой матрицы или деталей, к которым прижимается заготовка.
С целью исключения искривления узкой части волноводного тракта при магнитно-импульсной обработке штамповка производится за четыре перехода с изменением положения заготовки в индукторе с термообработкой после каждого перехода.
Механическую обработку заготовок производят по схеме, представленной на фиг.1в. Данные схемы обработки заготовки с применением одной и той же оснастки (оправка для штамповки внутреннего канала) исключают погрешность несимметричности расположения внутреннего канала относительно обработанных наружных поверхностей, что стабилизирует выходные параметры волноводных трактов.
Применяемые в технологических процессах способы и устройства для нанесения серебряного покрытия не позволяют получать равномерной толщины покрытия по всей длине волновода (гальваническое покрытие) или производить покрытие с заданной толщиной более 4 мкм (химическое покрытие).
Известны способы и устройства электролитического нанесения покрытий на внутреннюю поверхность изделий (патенты RU №2282683 и RU №2354757). Однако данные способы не позволяют обеспечить заданные требования:
- в первом случае происходит гальваническое осаждение с последующим дорнованием, что не позволяет получать миниатюрные размеры каналов и осложняют обработку сложнопрофильных каналов;
- во втором случае из-за перфорированной изоляционной трубки ограничивается минимизация размеров покрываемых каналов, а также применение ванн удорожает процесс гальванического покрытия особенно в единичном и мелкосерийном производстве. Необходимо также отметить, что дополнительный анод, вставленный в перфорированную трубку, сложно разместить строго по центру канала изделия, а это влияет на разность по толщине покрытия на взаимно противоположных сторонах канала.
Целью предлагаемого изобретения является обеспечение покрытия внутреннего канала различного профиля с заданной точностью по толщине и равномерного по длине за счет упрощения конструкций устройств электролитического нанесения покрытий на внутренние поверхности изделий.
Для решения задачи взяты за основу устройство и способ гальванического покрытия с применением внутреннего анода и принудительной прокачкой электролита.
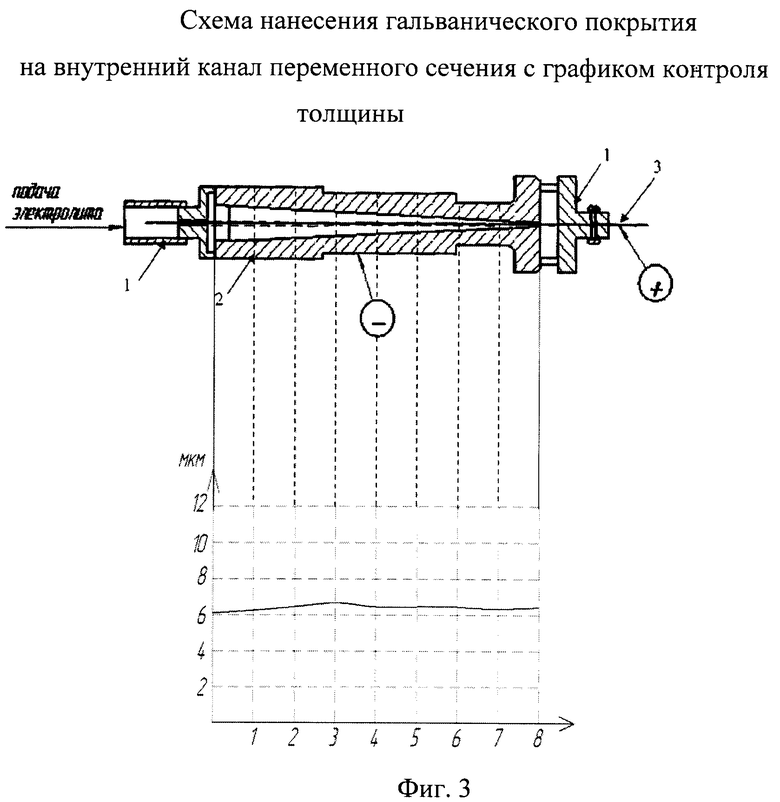
Для этой цели разработано принципиально новое устройство, представленное на фиг.3. На схеме обозначены: 1 - устройство (составные части); 2 - проволока анод; 3 - деталь.
С подачей напряжения на волновод (-) и проволоку-анод (+) в электролите возникает электрический ток, посредством которого осуществляется процесс осаждения серебра на стенки канала из электролита. Так как проволока проходит через канал, осаждение серебра происходит равномерно по всей длине канала. С целью "обновления" электролита производится его принудительная прокачка через канал волновода.
Данный способ гальванического покрытия и конструкция устройства позволяют получать защитное покрытие равномерным по всей длине канала волновода и с заданной толщиной.
В процессе решения задачи наилучшие результаты получаются при гальваническом покрытии канала с применением прокачки электролита через канал с применением анода-проволоки из коррозионно-стойкого сплава, при этом обрабатываемая деталь находится на воздухе (вне ванны с электролитом).
Предлагаемое решение изготовления волноводных трактов с внутренним каналом произвольного сечения включает в себя все положительные стороны таких способов, как электроискровая обработка, магнитно-импульсная обработка и способ нанесения покрытий гальваническим методом.
Пример конкретного выполнения.
При изготовлении волноводных трактов миллиметрового диапазона из медных сплавов возникли следующие трудности: внутренний канал детали представляет собой сложную поверхность, которая состоит из прямолинейного прямоугольного участка сечением 1,6×0,8 мм, переходящего в прямоугольную пирамиду, которая переходит в прямоугольный участок сечением 8×5,6 мм, точность расположения канала малого сечения относительно базовой наружной поверхности составляет 10 мкм (от данного параметра зависит работа прибора), шероховатость поверхности сложного канала составляет Ra 0,2 мкм, затруднительна прокачка электролита через узкое сечение 1,6×0,8 мм, что приводит к различной толщине покрытия внутреннего канала (толщина серебряного покрытия по КД - 6±2 мкм).
В результате проведенной работы было принято следующее решение:
1. Предварительная вырезка внутреннего канала на электроискровом проволочно-вырезном станке с последним полирующем проходом.
2. Магнитно-импульсная штамповка с установкой во внутренний канал формирующей оправки. Режим штамповки - 12 кВ. Количество штамповок - 4. После каждой штамповки заготовка отжигалась и при установке в индуктор поворачивалась на 90° по часовой стрелке относительно предыдущего положения (исключение - искривление оправки, а как следствие - и самого канала в сечении 1,6×0,8 мм).
3. Механическая обработка наружной поверхности с базировкой на формообразующую оправку (выполнение точности расположения канала малого сечения относительно базовой наружной поверхности).
4. Нанесение гальванического покрытия на внутренний канал волноводного тракта с применением специального устройства, снабженного дополнительным анодом и прокачкой электролита через канал (толщина покрытия составила 5…7 мкм).
Контроль качества изготовленных волноводов проверялся на стенде согласно ТУ на волноводы. Контроль качества гальванического покрытия проводился после продольного разреза одного волновода из партии. График изменения толщины покрытия по длине волновода представлен на фиг.3.
Изготовленные волноводные тракты по описанному способу и с нанесенным серебряным гальваническим покрытием с применением разработанного устройства удовлетворяют техническим требованиям.
Использование изобретения позволяет:
- производить механическую обработку внутренних каналов различного сечения с высокой точностью геометрических размеров;
- изготавливать волноводные тракты с переменным сечением по длине;
- получить равномерное, точно заданное по толщине гальваническое покрытие внутреннего канала волноводного тракта миллиметрового диапазона;
- за счет отсутствия гальванической ванны получить равномерное точное покрытие внутренних каналов волноводов большой длины;
- существенно упростить технологию и снизить себестоимость изготовления изделий приборостроения.
Источники информации
1. И.П.Бушминский «Изготовление элементов конструкции СВЧ. Волноводы и волноводные устройства»: Учебное пособие. - М.: Высшая школа, 1974 год. - 304 с.
2. В.В.Бойцов, Н.Д.Трофимов «Горячая объёмная штамповка» - М. Высшая школа, 1992 г. - 270 с.
3. И.В.Белый, С.М.Фертик, Л.Т.Хименко «Справочник по магнитно-импульсной обработке металлов» - Харьков: издательство при Харьковском государственном университете издательского объединения «Вища школа», 1987 г., - 168 с.
4. Патент на полезную модель №79261 от 11.03.2008. «Установка магнитно-импульсной обработки материалов».
5. Патент на изобретение №2207212 от 27.05.2002. «Установка для операций магнитно-импульсной штамповки».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДОВ МИЛЛИМЕТРОВОГО ДИАПАЗОНА | 2014 |
|
RU2560804C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНЫХ СВЧ-УСТРОЙСТВ И ЭЛЕМЕНТОВ НА 3D-ПРИНТЕРЕ МЕТОДОМ ПОСЛОЙНОГО НАПЛАВЛЕНИЯ НИТЕВОГО КОМПОЗИЦИОННОГО АБС-ПЛАСТИКА | 2016 |
|
RU2642791C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЯ МАЛОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354757C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНЫХ СЕКЦИЙ | 2003 |
|
RU2232450C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ВОЛНОВОДОВ | 2011 |
|
RU2470421C1 |
| КОНСТРУКЦИЯ СОГЛАСУЮЩЕЙ ГРЕБНЕВОЙ СЕКЦИИ ВОЛНОВОДНО-МИКРОПОЛОСКОВОГО ПЕРЕХОДА | 2014 |
|
RU2579549C1 |
| Электрохимическая ячейка для нанесения покрытия на проволоку | 1989 |
|
SU1696609A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РУПОРНОГО ИЗЛУЧАТЕЛЯ И ПУАНСОН, ПРИМЕНЯЕМЫЙ ПРИ ОСУЩЕСТВЛЕНИИ СПОСОБА | 2014 |
|
RU2556300C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ГИБКОГО ВОЛНОВОДА | 2024 |
|
RU2838132C1 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |


Изобретение относится к области технологий точного приборостроения и может использоваться для изготовления волноводных трактов постоянного и (или) переменного сечения от миллиметрового диапазона и предназначено для использования при изготовлении СВЧ приборов. Способ включает электроэрозионную вырезку внутреннего канала проволочным электродом, магнитно-импульсную штамповку внутреннего канала за четыре перехода с термической обработкой каждого перехода и изменением положения заготовки в индукторе, нанесение гальванического покрытия из серебра с применением анода-проволоки из коррозионно-стойкого сплава и принудительной прокачкой электролита через внутренний канал. Технический результат: повышение повторяемости выпускаемой продукции, снижение трудоемкости изготовления, расширение технологических возможностей магнитно-импульсной обработки, получение изделия с заданными техническими характеристиками. 3 ил.
Способ изготовления внутреннего канала волноводов миллиметрового диапазона, включающий электроэрозионную вырезку внутреннего канала проволочным электродом, магнитно-импульсную штамповку внутреннего канала за четыре перехода с термической обработкой каждого перехода и изменением положения заготовки в индукторе, нанесение гальванического покрытия из серебра с применением анода-проволоки из коррозионно-стойкого сплава и принудительной прокачкой электролита через внутренний канал.
| Бушминский И.П | |||
| Изготовление элементов конструкций СВЧ | |||
| - М.: Высшая школа, 1974, с.146-147 | |||
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЯ МАЛОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354757C2 |
| КЕРН ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛНОВОДОВ СЛОЖНОЙ ФОРМЫ | 0 |
|
SU166060A1 |
| Делитель мощности и способ изготовления преобразователя типов волн | 1991 |
|
SU1808151A3 |
| Устройство для выделения контуров изображения | 1988 |
|
SU1501106A1 |

