Изготовление ускорительных трубок высоковольтных ускорительных агрегатов заключается в вакуумном сочленении изоляционных колец и металлических электродов.
Известный способ изготовления ускорительных трубок основан на склеивании изоляторов и электродов органическим клеем БФ-4, причем для предотвращения миграции паров клея в вакуумное пространство применяются свинцовые прокладки. Этому способу присущи значительные технологические трудности по созданию надежного клеевого соединения, а применение свинцовых прокладок приводит к металлизации стенок трубки в процессе эксплуатации ускорителя, вызывающей возникновение пробоя. Ограниченная механическая прочность соединения не позволяет перейти к горизонтальному распололсению трубки, существенно сокращающему габариты ускорителя.
Предложенный способ изготовления ускорительных трубок отличается высокой технологичностью, экономичностью, простотой конструктивного рещения и качественным улучщением вакуумных условий в трубке. Способ заключается в том, что используется холодная запрессовка изоляционных втулок в металлические упругие кольца электродов, покрытых тонким слоем пластичного металла.
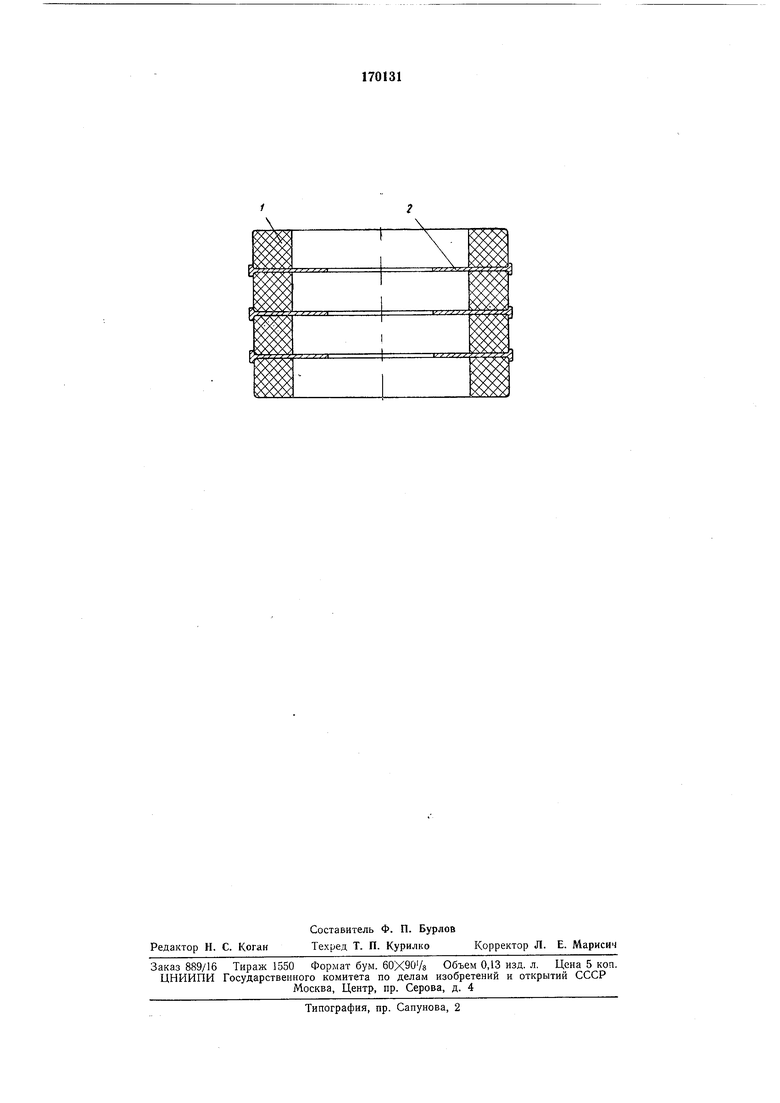
На чертеже показан макет секции ускорительной трубки, изготовленной по предложенному способу.
Способ заключается в холодной запрессовке изоляционных втулок 1 в электроды 2 на заданную глубину. Предварительно изоляторы и электроды подвергают механической обработке по заданным размерам, разбраковке изоляторов по качеству контактной поверхности и покрытию внутренней поверхности упругих колец электродов пластичным металлом (например, медью) с толщиной слоя 10- 15 мк.
Предмет изобретения
Способ изготовления ускорительной трубки высоковольтного ускорительного агрегата из
изоляционных втулок и металлических электродов, отличающийся тем, что, с целью улучщения электрофизических параметров трубки и технологических и экономических характеристик ее изготовления, используют холодную
запрессовку изоляционных втулок в металлические упругие кольца электродов, покрытых тонким слоем пластичного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОХОДНОГО ВАКУУМНОГО ИЗОЛЯТОРА ВЫСОКОГО НАПРЯЖЕНИЯ | 2014 |
|
RU2556879C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОХОДНОГО ВАКУУМНОГО ИЗОЛЯТОРА ВЫСОКОГО НАПРЯЖЕНИЯ | 2014 |
|
RU2560965C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОХОДНОГО ВАКУУМНОГО ИЗОЛЯТОРА ВЫСОКОГО НАПРЯЖЕНИЯ | 2014 |
|
RU2557064C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОХОДНОГО ВАКУУМНОГО ИЗОЛЯТОРА ВЫСОКОГО НАПРЯЖЕНИЯ | 2015 |
|
RU2593827C1 |
| Ускорительная трубка | 1976 |
|
SU650251A1 |
| УСКОРИТЕЛЬ-ТАНДЕМ С ВАКУУМНОЙ ИЗОЛЯЦИЕЙ | 2016 |
|
RU2610148C1 |
| Ускоритель-тандем с вакуумной изоляцией | 2016 |
|
RU2653840C1 |
| УСКОРИТЕЛЬ-ТАНДЕМ С ВАКУУМНОЙ ИЗОЛЯЦИЕЙ | 2014 |
|
RU2582588C2 |
| Высоковольтный изолятор и способ его изготовления | 1980 |
|
SU1041046A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕЙТРОННОЙ ТРУБКИ | 2013 |
|
RU2543053C1 |