Изобретение относится к устройст- вам предназначенным для гальванического изготовления изделий с композиционным покрытием, и может быть использо- вано, например, при производстве алмазных шлифовальных и отрезных кругов гальваническим методом.
. Целью изобретения является повышение долговечности устройства и сниже- ю ние трудоемкости его сборки.
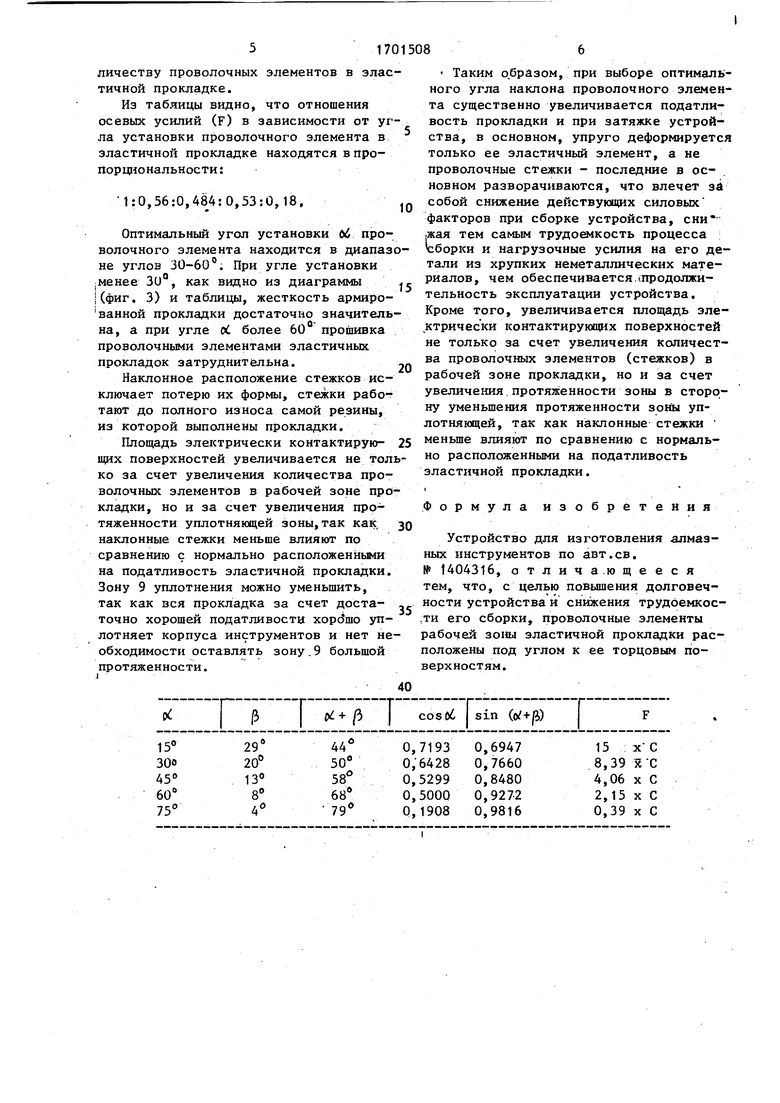
На фиг. 1 схематично показано предлагаемое устройство; на фиг. 2 - эластичная прокладка с установленными нак- лфнно в ее теле проволочными элемента-1 м, сечение; на фиг. 3 - расчетная углового перемещения проволочного элемента в деформированной проклад- кр с буквенными обозначениями исход- . и конечных параметров, оценочные 2 тригонометрические зависимости и ди- а|грамма углового перемещения (А) проволочного элемента, установленного в прокладке толщиной (А) 2 мм при 25% ее деформации сжатия (В), равной 2 0,5 мм, в зависимости от угла установки (oi) этого элемента в теле эластичной прокладки.
Устройство для изготовления алмазных инструментов содержит токопровод- J Ный вал 1 с токоподводом 2. На валу 1 Досажены фланцы 3 и 4.Фланец 3 снаб- , Жен ступицей 5. Фланец 4 снабжен то- к опроводящей шайбой 6, посаженной на 1. На ступице 5 установлен пакет корпусов инструментов 7, разделенных эластичными прокладками 8.
Шайба 6 при стягивании корпусов инструментов 7 и эластичных прокладок фланцам входит в контакт с крайним корпусом пакета. Каждая эластичная Прокладка 8 имеет (фиг. 2) зону 9 уплотнения и зону 10 электрического кон- Такта, прошитую проволочными стежками 11, установленными под углом Х к - д Торцовым поверхностям прокладок, поверхности 12 которых находятся в контакте с непокрываемыми боковыми поверхностями 13 корпусов инструментов 7, в совокупности образуя единый эле- s ктропроводный массив.
Устройство снабжено также двумя крайними уплотнительными прокладками 14 и 15. Для возможности поворота собранного таким образом приспособления на ложементах ванны (не показано) фланцы 3 и 4 снабжены цапфами 16.
За установочный угол (рб) принят угол между нормалью к торцам эластич5
ной прокладки 8 и проволочным элементом 11 (фиг. 2).
Остальные обозначения исходных и конечных параметров следующие (фиг.2 и и 3):
А - толщина свободной прокладки;
В - деформация сжатия эластичной прокладки;
L - высота проволочного элемента;
А - угол поворота проволочного элемента при деформации,прокладки (В);
X - угол конечного положения прово- . лочного элемента при деформации прокладки (В).
В качестве модели принята расчетная схема (фиг. 3), где проволочный элемент 11 шарнирно закрепляется в точке О с возможностью углового перемещения (Л) в упругом теле эластичной прокладки 8. Следовательно, параметр А характеризует как упругий восстанавливающий момент (М), пропорциональный тому параметру (М - -С-|3), так и затрачиваемую при деформации работу (W), пропорциональную квадрату параметра ft (W
С / ), где С - поворотная жесткость
принимаемая для сравнительного расчета величиной постоянной.
Из расчетной схемы видно (фиг. 3), что момент силы F, поворачивающий относительно шарнира 0 стежок (М ),уравновешивается восстанавливающим моментом М:
Мр М , где MF F L. sin(o(+p)F-A-- sin((+Ј).
Из равенства силовых факторов имеем: А
Fc3 -o6-sin to+P-ofri
С costf. д A sin() Т
(1)
Для эластичной прокладки толщиной (А), равной 2 мм, как наиболее применяемой, с учетом диаграммы (фиг. 3) значения осевого усилия F, приходящегося на один стежок, вычисленные на основании зависимости (1), сведены в таблицу.
Суммарное осевое усилие, создаваемое затяжкой резьбового соединения при сборке устройства, пропорционально количеству проволочных элементов в эластичной прокладке.
Из таблицы видно, что отношения осевых усилий (F) в зависимости от уг-( ла установки проволочного элемента в эластичной прокладке находятся в пропорциональности :
1:0,56:0,484:0,53:0,18.
Оптимальный угол установки 66 проволочного элемента находится в диапазоне углов 30-60°. При угле установки менее 30°, как видно из диаграммы с |(фиг. 3) и таблицы, жесткость армиро- ванной прокладки достаточно значительна, а при угле с, более 60° прошивка проволочными элементами эластичных прокладок затруднительна.2П
Наклонное расположение стежков исключает потерю их формы, стежки работают до полного износа самой резины, из которой выполнены прокладки.
Площадь электрически контактирую- 25 щих поверхностей увеличивается не только за счет увеличения количества проволочных элементов в рабочей зоне прокладки, но и за счет увеличения протяженности уплотняющей зоны,так как наклонные стежки меньше влияют по сравнению с нормально расположенными на податливость эластичной прокладки. Зону 9 уплотнения можно уменьшить, так как вся прокладка за счет достаточно хорошей податливости хоро шо уплотняет корпуса инструментов и нет необходимости оставлять зону 9 большой
протяженности.
j
40
30
35
(
0
сП
5 0
5
Таким образом, при выборе оптимального угла наклона проволочного элемента существенно увеличивается податливость прокладки и при затяжке устройства, в основном, упруго деформируется только ее эластичный элемент, а не проволочные стежки - последние в основном разворачиваются, что влечет за собой снижение действующих силовых факторов при сборке устройства, сни ,жая тем самым трудоемкость процесса сборки и нагрузочные усилия на его детали из хрупких неметаллических материалов, чем обеспечивается продолжи- тельность эксплуатации устройства. Кроме того, увеличивается площадь эле- ктрически контактирующих поверхностей не только за счет увеличения количества проволочных элементов (стежков) в рабочей зоне прокладки, но и за счет увеличения протяженности зоны в сторону уменьшения протяженности зоны уплотняющей, так как наклонные стежки меньше влияют по сравнению с нормально расположенными на податливость эластичной прокладки.
i
Формула изобретения
Устройство для изготовления алмазных инструментов по авт.св. № 1404316, отличающееся тем, что, с целью повышения долговечности устройства и снижения трудоемкости его сборки, проволочные элементы рабочей зоны эластичной прокладки расположены под углом к ее торцовым поверхностям.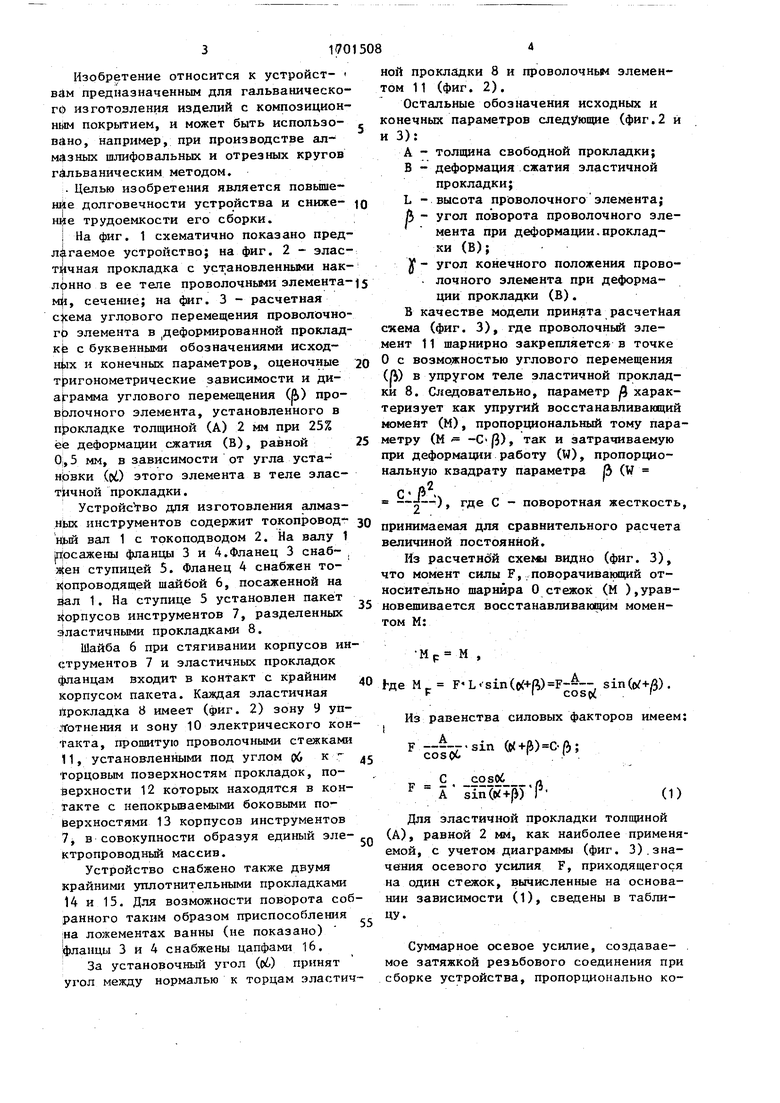
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления алмазных инструментов | 1986 |
|
SU1404316A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ УПЛОТНЕНИЙ ГТД | 1994 |
|
RU2076256C1 |
| Инструмент для накатки | 1978 |
|
SU706156A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕГО УТОНЕНИЯ ПЛАСТИН | 2011 |
|
RU2478463C1 |
| СПОСОБ ЗАКРЫТИЯ ДЕФЕКТОВ СТЕНОК СЕРДЦА | 1996 |
|
RU2153852C2 |
| ШВЕЙНАЯ МАШИНА И СПОСОБЫ ФОРМИРОВАНИЯ СТЕЖКА С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2010 |
|
RU2508424C1 |
| Оконный блок | 1982 |
|
SU1025851A1 |
| ПРОФИЛЬНЫЙ УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2002 |
|
RU2236629C2 |
| Устройство для зачистки поверхностей | 1985 |
|
SU1301664A1 |
| ВЫСОКОПРОЧНОЕ МЯГКОЕ ПОЛОТЕНЦЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2175091C1 |
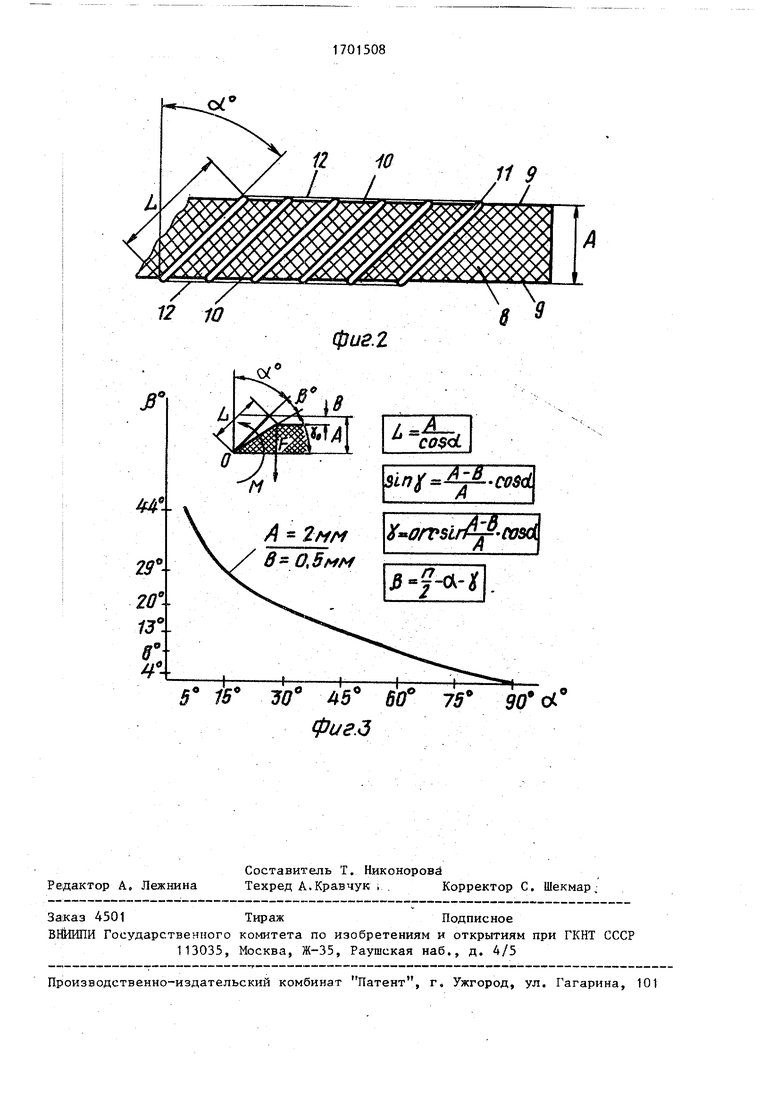
Изобретение относится к устройст16 - вам, предназначенным для гальванического изготовления изделий с композиционным покрытием, и может быть использовано при производстве алмазных шлифовальных и отрезных кругов гальваническим методом. Цель изобретения - повышение долговечности устройства и снижение трудоемкости его сборки.Пакет содержит инструменты 7, разделенные эластичными прокладками 8. Каждая эластичная прокладка 8 имеет зону 9 уплотнения и зону 10 электрического контакта, прошитую проволочными эле-« ментами - стежками 11, установленными под углом к торцовым поверхностям прокладок. 3 ил. 1 табл. € м L L I I б т $ Фиг 1 
rf
|Р cosOd | sin foM-jj) |
фиг.2
5 1S 30° 45 60° 75° 90 ° фиг.З
| Устройство для изготовления алмазных инструментов | 1986 |
|
SU1404316A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
