Изобретение относится к строительству и может найти применение при прокладке трубопроводных систем различного назначения.
Известны мягкие полотенца для подъема, перемещения, монтажа и укладки изолированных трубопроводов на проектные отметки, содержащие одну или несколько грузовых лент, выполненных из технических тканей или их комбинаций с полимерными нитями, уложенными преимущественно в тангенциальном направлении [1-7].
Техническим решением, принятым за аналог, является мягкое полотенце СМК 41, СМК 42 и СМК 43, предназначенное для перегрузки и монтажа изолированных труб диаметром от 114 до 820 мм, а также для укладки на проектные отметки изолированного трубопровода диаметрами до 345 мм и содержащее один мягкий кольцевой строп, выполненный из высокопрочной капроновой ткани, пропитанной и покрытой специальным полимерным составом, защищающим ткань от атмосферных воздействий, механических повреждений и увеличивающим долговечность стропов при работе на истирание.
Недостатком данного технического решения, характеризующегося малой массой изделия, является его малая грузоподъемность и невозможность использования полотенца для укладки на проектные отметки трубопроводов диаметром более 325 мм. Для обеспечения необходимой максимальной грузоподъемности в 60 т и запаса прочности не менее шести требуется:
- увеличить поперечное сечение стропа (его ширину и толщину) при работе с трубами до 820 мм, что неизбежно приведет к резкому увеличению его жесткости, а следовательно, к неудобству обращения с ним в условиях низких температур;
- увеличить число развитых по толщине и ширине сечения стропов до четырех при работе с трубами диаметром до 1420 мм, что требует применения специальной металлической траверсы и коромысел и повышает массу мягкого полотенца до 500 кг, а также его жесткость, резко усложняя при этом технологичность работ.
Изложенные недостатки устранены в конструкциях высокопрочного мягкого полотенца [2] , принятого за прототип. По сравнению с аналогом оно дополнительно содержит не менее одного такого же равной длины кольцевого ленточного стропа. Стропы расположены под углом друг к другу и соединены между собой в опирающихся на крюк грузоподъемного средства двух противоположных местах пересечения кольцевых ленточных строп. В качестве силовых элементов применены полимерные нити, уложенные преимущественно в танценциальном направлении с равномерным распределением в поперечных сечениях стропов. Для увеличения грузоподъемности полотенце содержит третий строп меньшего периметра, расположенный симметрично двум другим и скреплен с ними в местах их пересечения. В местах опирания на крюк и контакта с трубами полотенце снабжено антифрикционным износостойким покрытием. Полотенце в местах контакта с трубами снабжено креплением строп между собой и в ненагруженном состоянии образует дугу, обеспечивающую свободное перемещение вдоль трубопровода при перемещении, например, трубоукладчика.
Технология (способ) изготовления полотенца состоит в том, что высокопрочные нити наматывают на барабан, распределяя их по ширине стропа, фиксируют в уложенном состоянии и защищают специальным тканевым покрытием. Строп прошивают продольными и реже поперечными строчками. Затем кольцевые стропы сшивают между собой на участках их контакта друг с другом. Для обеспечения долговечности работы на кольцевые стропы наносят антифрикционное и износостойкое покрытие в местах навески на крюк трубоукладчика и на участках контакта с грубой. Кроме того, на полотенце вдоль нижней образующей трубы устанавливают упругие или резиновые прокладки, обеспечивающие образование дуги.
Опыт изготовления и эксплуатации мягких полотенец прототипа выявил следующие недостатки:
- большую трудоемкость изготовления несущего слоя полотенец из полимерных нитей;
- недостаточную фиксацию нитей в стропе и невозможность их равномерного натяжения, что приводит к неравномерности распределения в них нагрузки и, как результат, к снижению срока службы полотенец;
- достаточно большая ширина стропа, что вносит неудобство при навеске на крюк грузоподъемного средства;
- неоптимальность защитных покрытий полотенец в местах контакта с крюком грузоподъемного средства и трубопроводом.
Сущность изобретения. Предлагаемое изобретение относится к строительству, направлено на достижение следующих технических результатов:
- снижение трудоемкости изготовления высокопрочных мягких полотенец;
- повышение ресурса их работы;
- снижение массы полотенца за счет применения новых материалов и конструктивных решений.
Обеспечение технических результатов достигается тем, что в мягком полотенце, которое содержит не менее двух ленточных строп в виде плоских многослойных непрерывных лент, расположенных под углом друг к другу так, что кольцо одного стропа, вставленное в кольцо другого, имеет два диаметрально противоположных участка нахлеста шириной, равной ширине одного стропа, и два диаметрально противоположных участка шириной, равной суммарной ширине двух стропов, при этом участки нахлеста, предназначенные для размещения на крюке грузоподъемного устройства, и участки двойной ширины, предназначенные для охвата труб, снабжены антифрикционным износостойким покрытием, а в качестве несущих используются элементы, состоящие из полимерных волокон, согласно изобретению в качестве несущих элементов применены жгуты из высокопрочных высокомодульных арамидных волокон с линейной плотностью от 600 до 1000 текс с разрывной нагрузкой от 120 до 170 кгс, которые уложены попарно и непрерывно в один слой только вдоль стропа без разрывов, нахлестов и связок и только два их конца соединены между собой тройным узлом с оставлением свободных концов не менее 100 мм, заключены в чехол из полиамидной ткани, а строп в сборе прошит в поперечном направлении хлопчатобумажной нитью с шагом швов от 50 до 80 мм и шагом стежка от 5 до 7 мм, при этом соединение строп в полотенце выполнено по всей площади их нахлеста продольными швами, сходящимися от линии их максимального перекрытия к точке касания их кромок, в зонах контакта полотенца с трубой выполнены защитные накладки из, как минимум, двух слоев полиамидной ткани контрастного цвета, которые соединены с полотенцем продольными строчными швами по кромкам строп, все полотенце совместно с накладками прошито наклонными поперечными строчками по форме треугольников со сторонами от 50-60 мм в его узкой части и до 100-200 мм в широкой, в зонах контакта полотенца с крюком грузоподъемного средства выполнены защитные накладки из, как минимум, двух слоев полиамидной ткани, которые охватывают узкие участки полотенца и их свободные кромки, расположенные вдоль кромок строп, сшиты двойной строчкой так, что накладки плотно прилегают к полотенцу с возможностью свободного скольжения вдоль него.
Кроме того, обеспечение технических результатов достигается тем, что в способе изготовления мягкого полотенца, заключающегося в намотке на барабан высокопрочных нитей или жгутов с равномерным распределением их по ширине стропа, фиксации в уложенном состоянии, защите специальным тканевым покрытием с прошивкой продольными и поперечными строчками, последующей сшивке стропов в полотенце и нанесении антифрикционного износостойкого покрытия на места навески на крюк трубоукладчика и на участки контакта с трубой, согласно изобретению заготовку из полиамидной ткани размерами, соответствующими грузоподъемности мягкого полотенца, обертывают вокруг цилиндрической оправки со съемными секциями, закрепляют ее по периметру, обеспечивая плотное прилегание к оправке, и соединяют концы с нахлестом не более 100 мм с помощью клея, производят разметку зоны намотки и устанавливают два штыря по одной образующей оправки, обозначая ширину намотки жгутов, далее связывают концы двух жгутов от двух бобин тройным узлом со свободными концами жгутов не менее 100 мм и закрепляют узел на одном из штырей, далее производят намотку жгутов на тканевую заготовку согласно разметке с натягом не менее 10% от разрывной нагрузки жгута, после намотки жгута штыри удаляют и связывают концы жгутов начала и конца намотки тройным узлом, оставляя свободными концы жгутов не менее 100 мм и закрепляя узел под намотанным жгутом, далее свободные края оберточной ткани завертывают на намотанный слой жгута с обеих сторон и верхний нахлест ткани приклеивают к нижнему по продольной кромке стропа с шириной приклейки 25-30 мм, излишки ткани удаляют, после чего производят поперечную прошивку стропа без снятия с оправки, затем снятый с оправки строп прошивают продольными швами, начиная от середины с переходом к строчке справа, а затем слева от средней последовательно к наружной кромке стропа, прошитые стропы подвергают вытяжке до достижения их одинаковой длины, после этого один строп вводят внутрь другого, производят их совместную вытяжку и располагают друг относительно друга под углом так, чтобы на их совместном кольце были образованы два диаметрально противоположных участка одинарной ширины и два диаметрально противоположных участка двойной ширины, которые фиксируют точечными сшивками по кромкам строп, далее зоны нахлеста строп прошивают сходящимися строчками с отступлением от их кромок на 6-8 мм, после чего на внутреннюю поверхность полотенца поверх клеевого шва оберточной ткани в зонах двойной ширины настрачивают тканые накладки с подвернутыми внутрь кромками по периметру и прошивают все полотенце с накладками в сборе наклонными швами, образующими треугольники со сторонами, пропорциональными ширине полотенца, затем в зонах одинарной ширины полотенца располагают защитные накладки под крюк транспортного средства, для чего заготовками из ткани обертывают соответствующие зоны и сшивают их свободные кромки с подгибом последних внутрь двойной строчкой, отступив от края на 2-3 мм и 5-6 мм от первой строчки.
Именно заявленная конструкция мягкого полотенца и способ его изготовления обеспечивают согласно изобретению решение всех поставленных технических задач и достижение заданных технических результатов. Это позволяет сделать вывод, что заявляемые изобретения связаны между собой единым изобретательским замыслом.
Сравнение заявляемых изобретений с прототипом позволяет установить их соответствию критерию "новизна". При изучении других известных технических решений в данной области техники признаки, отличающие заявляемые изобретения от прототипов не были выявлены и поэтому они обеспечивают заявляемым техническим решениям соответствие критерию "существенные отличия".
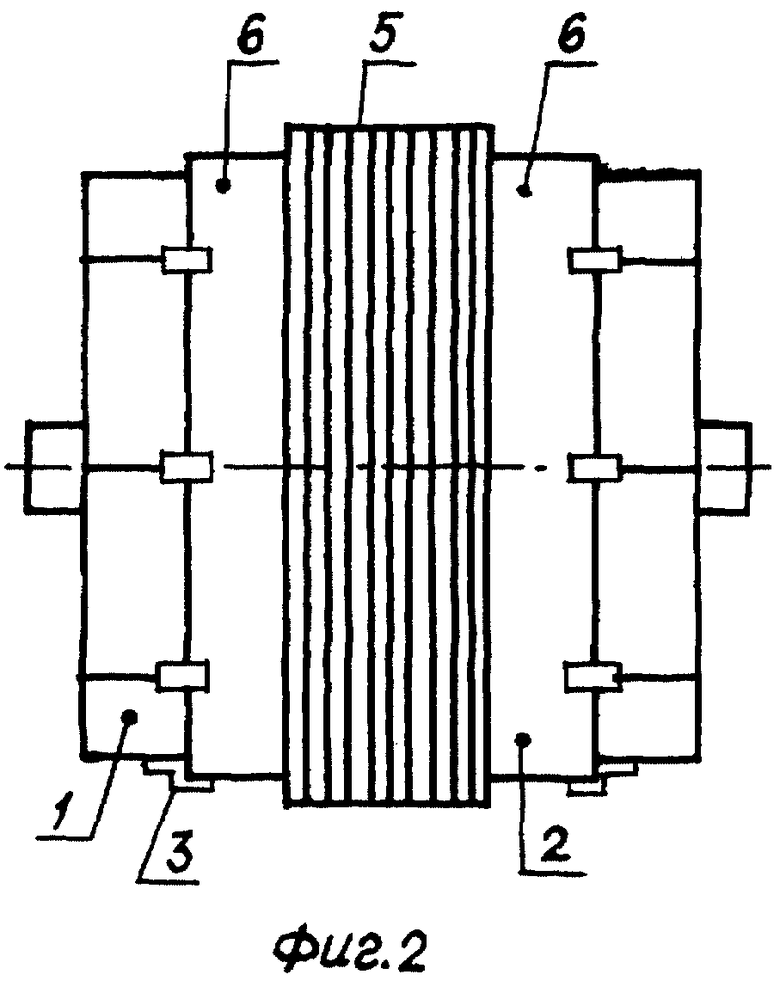
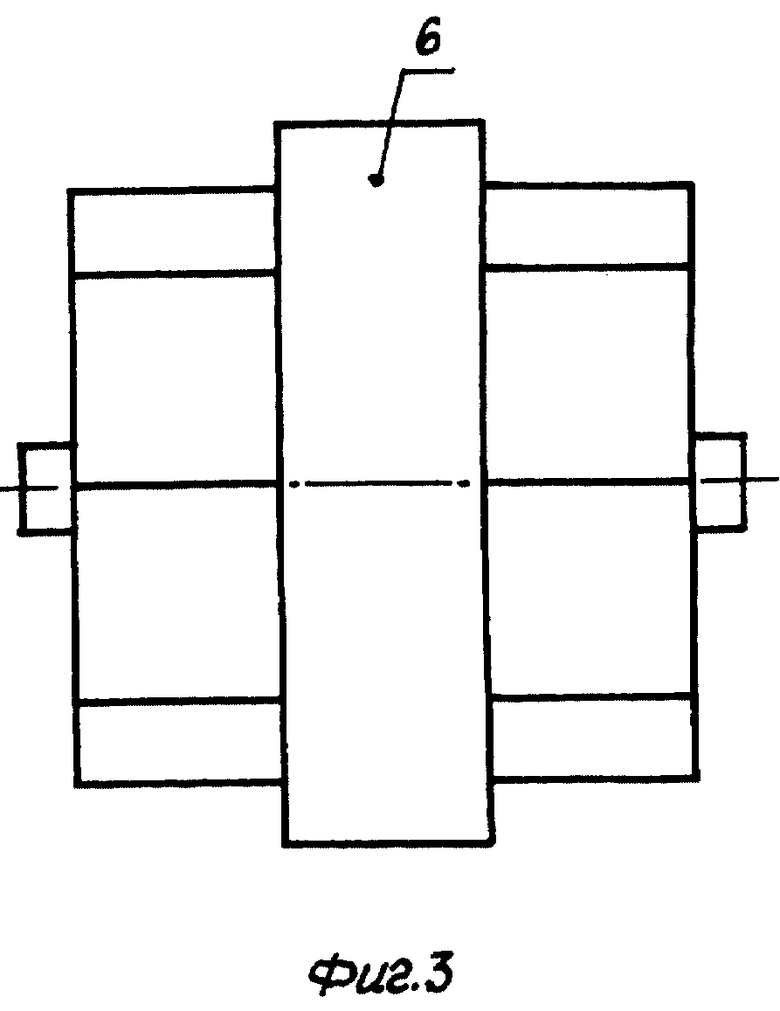
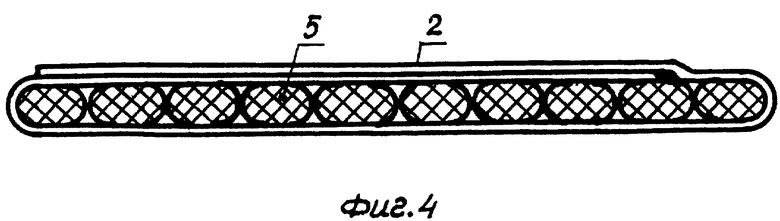
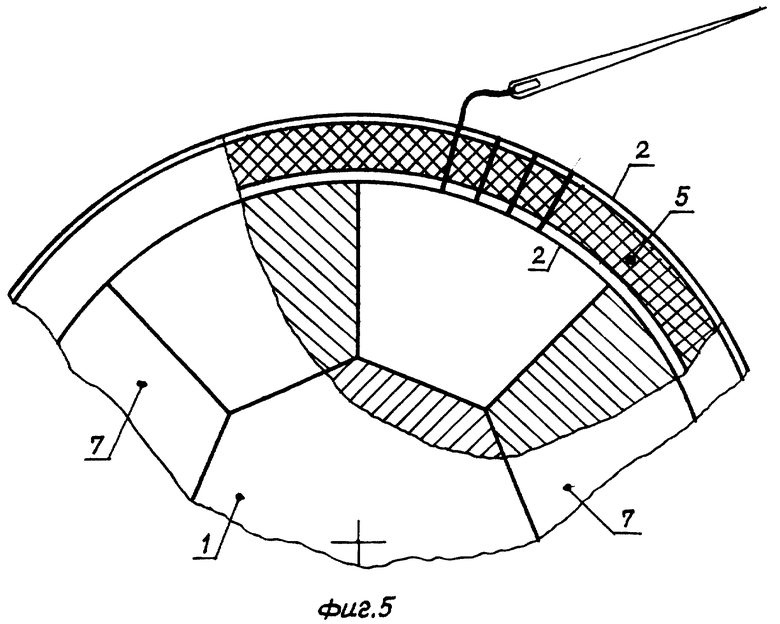
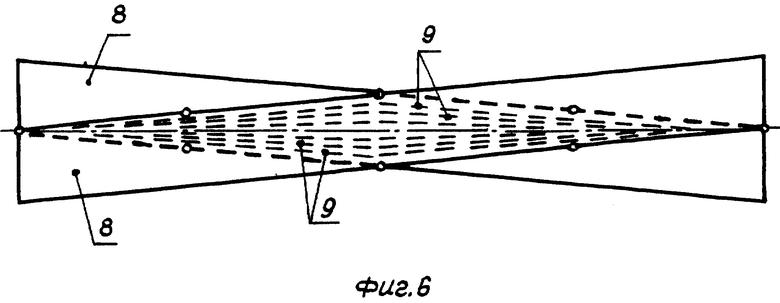
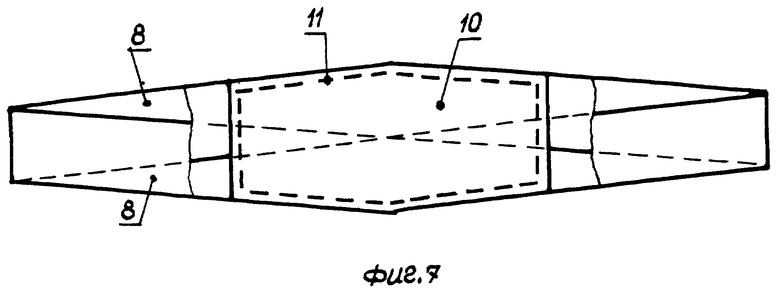
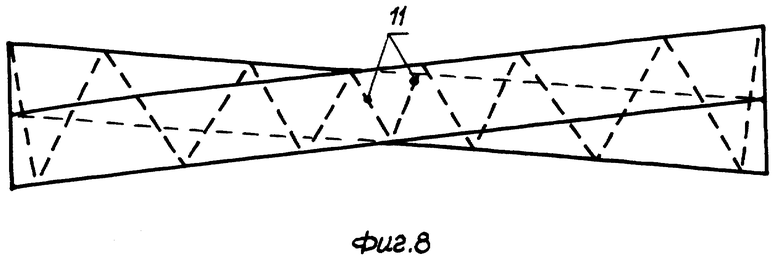
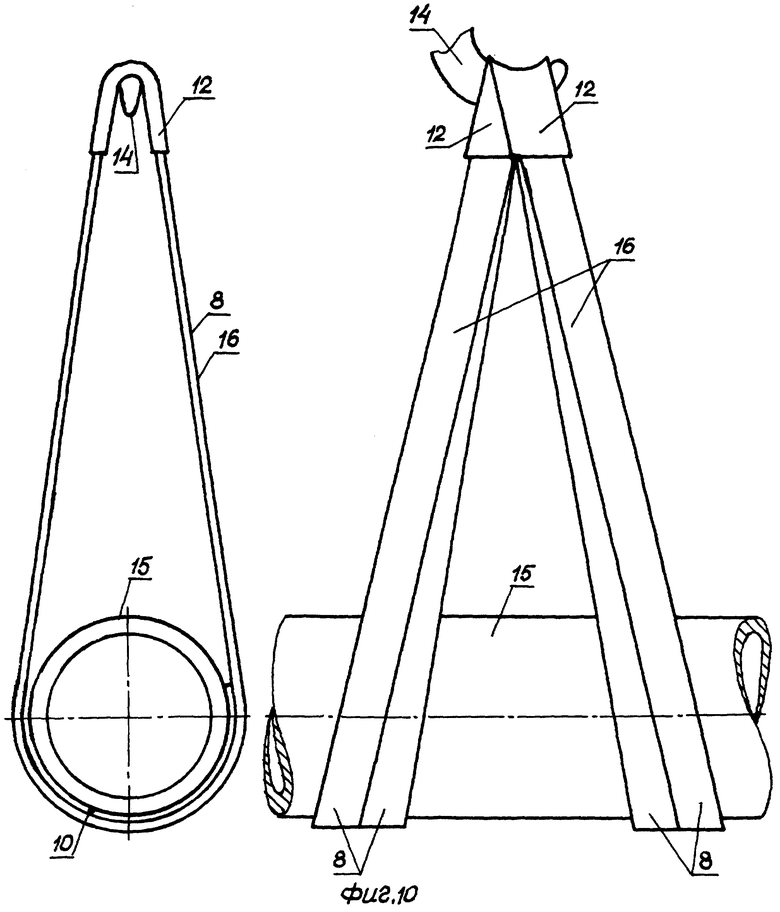
На фиг. 1 изображены две проекции схемы разметки и склеивания оберточной ткани; на фиг. 2 - схема намотки жгутов; На фиг. 3 - схема намотанного стропа, покрытого оберточной тканью; на фиг. 4 - схема поперечного сечения намотанного стропа; на фиг. 5 - схема поперечной прошивки стропов; на фиг. 6 - вид в плане на вложенные один в другой кольцевые стропы; на фиг. 7 - схема прикрепления накладки на полотенце в зоне контакта с трубой; на фиг. 8 - схема прошивки полотенца с накладками швами по треугольному рисунку; на фиг. 9 - схема установки накладки под крюк транспортного средства на полотенце; на фиг. 10 - две проекции полотенца при подъеме трубы.
На фиг. 1-10 обозначено:
1 - оправка, 2 - заготовка оберточной ткани, 3 - эластичная лента, 4 - штырь, 5 - жгут, 6 - край оберточной ткани, 7 - съемная секция оправки, 8 - строп, 9 - строчка сшивки стропов, 10 - защитная накладка в зоне контакта полотенца с трубой, 11 - наклонный шов, 12 - заготовка накладки в зоне контакта с крюком, 13 - двойная строчка, 14 - сечение крюка, 15 - труба, 16 - высокопрочное мягкое полотенце.
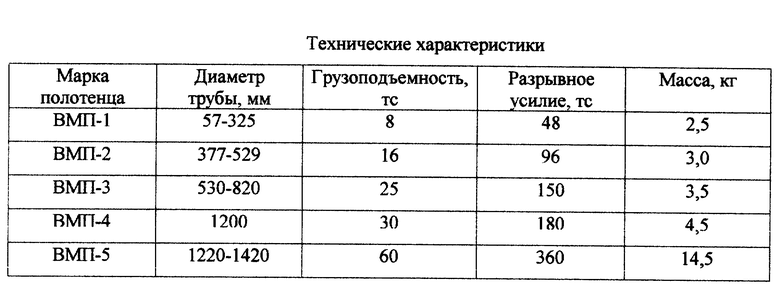
Сведения, подтверждающие возможность осуществления изобретения. В качестве примера рассмотрим конструкцию высокопрочного мягкого полотенца марки ВМП-5 для труб диаметром 1200-1420 мм грузоподъемностью 60 тс. Исходные основные материалы:
- жгут Армос по ТУ 6-12-172-91 с разрывной нагрузкой не менее 125 кгс;
- ткань полиамидная Авизент арт. 5020;
- ткань ТК-200 арт. 56247;
- нитки 350Л ГОСТ 30226-93.
Последовательность изготовления полотенца состоит в следующем.
Из рулона ткани Авизент выкраивают и вырезают заготовку длиной 12,1 м и шириной 0,5-0,02 м для обертки.
Оправку 1 фиг. 1 обертывают заготовкой 2 из ткани Авизент, закрепляют ее эластичными лентами 3 с шагом 100 мм на оправке и склеивают ее концы внахлест клеем БФ-4 или БФ-88Н ГОСТ 12172-74 на ширине нахлеста не более 100 мм. Производят разметку зоны намотки и по краям этой зоны устанавливают два штыря 4. Ширина зоны намотки составляет 200 мм, которую делят на 10 частей мыльным карандашом.
Концы жгутов с двух бобин связывают тройным узлом вместе, оставляя свободными концы не менее 100 мм. Узел закрепляют на одном из штырей 4 фиг. 1 и наматывают жгуты 5 фиг. 2, заполняя равномерно зоны намотки с натягом жгутов, равным не менее 10% от разрывного усилия. По заполнении зоны намотки и достижении заданного числа оборотов оправки концы жгутов начала и конца намотки связывают тройным узлом, оставляя свободными концы жгутов не менее 100 мм, и закрепляют узел под намотанным слоем жгутов 5. Штыри 4 удаляют.
Завертывают свободные края 6 фиг. 2, 3 оберточной ткани 2 на намотанный слой жгута внахлест. При этом кромка верхнего нахлестываемого края ткани должна совпадать с боковой кромкой стропа.
Верхний свободный край оберточной ткани приклеивают к нижнему с шириной проклея 25-30 мм клеем БФ-4 или БФ-88Н. Полученное сечение стропа изображено на фиг. 4.
Удаляют одну из секций 7 фиг. 5 оправки 1 и в освободившемся пространстве производят прошивку стропа в поперечных направлениях швами с шагом не более 50 мм. Прошивка осуществляется хомутной иглой с большим ушком хлопчатобумажными нитками с шагом стежка 8 мм. Последовательное удаление секций оправки с их последующим закреплением на оправке позволяет произвести прошивку стропа по всему периметру.
Прошитый строп снимается с оправки и указанным выше способом изготавливается второй строп.
Стропы с поперечной прошивкой прошиваются в продольном направлении на швейной машине класса 23 или 48 с иглой диаметром 230Д-250Д. Продольная прошивка стропов начинается с выполнения шва точно посредине стропа. После этого выполняется шов, например, с правой стороны, затем с левой стороны от центрального, и так поочередно до полного заполнения швами всей его ширины. Расстояние между швами 10-12 мм, шаг строчки - 5-7 мм.
Прошитые стропы подвергают вытяжке. Для этого их одевают на две трубки, одна из которых неподвижна. Взявшись двумя руками за концы свободной трубки (диаметром 30 мм) производят 5-6 резких рывков.
Прошитые и предварительно вытянутые стропы сравнивают по длине, разница которой не должна превышать 10 мм. В случае большего несовпадения короткий строп вытягивают повторно до совпадения размеров обоих стропов.
После этого один строп 8 фиг. 6 вкладывают внутрь другого так, чтобы два противоположных участка совпадали по ширине, а два других имели двойную ширину. При этом стропы вкладывают один в другой так, чтобы склеенные швы оберточной ткани располагались внутри кольца. Точки пересечения и соприкосновения продольных кромок стропов и средние между ними точки фиксируют ручной прошивкой. Зоны перекрытия поверхностей стропов прошивают сходящимися строчками 9 с отступлением от кромок стропов на 6-8 мм. Таким образом образовано высокопрочное мягкое полотенце.
Далее на внутреннюю поверхность полотенца фиг. 7 поверх клеевого шва стропов в зоне максимальной ширины настрачивают по всему периметру защитную накладку 10 с помощью упомянутой выше швейной машинки. Шов располагают на 5-6 мм от края накладки с подогнутыми внутрь краями. Длина накладки - 3,2 м. Аналогичным образом настрачивают накладки на противоположном участке полотенца двойной ширины. Материал накладок - ткань марки ТК-200 арт. 56247.
Полотенце с пришитыми защитными накладками прошивают по всему периметру наклонными швами 11, образующими треугольники со сторонами по кромке полотенца, равными от 100 до 200 мм фиг. 8.
В заключение изготовления полотенца на его участки в зоне контакта с крюком грузоподъемного средства устанавливают накладки из ткани ТК-200 арт. 56247. С этой целью заготовкой 12 накладки обертывают узкую зону полотенца фиг. 9 и сшивают ее продольные свободные края с подгибом последних внутрь двойной строчкой 13, отступая от края на 2-З мм и на 5-6 мм от внешней строчки. Аналогичным образом производят установку другой накладки. Они имеют возможность некоторого скольжения вдоль полотенца. Длина накладки составляет 800 мм.
После маркировки и упаковки полотенце готово к применению.
Рабочее положение полотенца при подъеме трубы показано на фиг. 10.
Высокопрочное мягкое полотенце предлагаемой конструкции, изготовленное описанным выше способом, удовлетворяет всем требованиям и решает все поставленные выше технические задачи.
Стропы аналогичной конструкции допущены для эксплуатации Гостехнадзором РФ и в настоящее время освоен выпуск следующей номенклатуры, которая приведена в таблице.
По сравнению с полотенцами по патенту РФ N 2117847 "Высокопрочное мягкое полотенце" по предлагаемому изобретению имеет следующие преимущества:
- трудоемкость изготовления снижена на 5-8% для полотенец различной грузоподъемности;
- ресурс работы повышен в 1,3-1,45 раз для полотенец различной грузоподъемности;
- масса полотенец снижена на 8-12%.
Источники информации
1. Технические условия "Стропы мягкие кольцевые" ТУ 102-736-94. М.: ВНИИ СТ, 1994.
2. Высокопрочное мягкое полотенце. Патент РФ N 2117847 от 19.02.1998. МПК F 16 L 1/06, B 65 G 7/12, бюл. N 23 от 20.08.98.
3. SU N 415448 А, кл. F 16 L 1/028, 1974.
4. SU N 811043 А, кл. F 16 L 1/028, 1981.
5. Патент США N 3708196 А, кл. B 65 G 7/12, 1978.
6. Заявка DE N 3118552 А1, кл. B 65 G 7/12, 1982.
7. Заявка EP N 0280533 А1, кл. B 65 G 7/12, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПРОЧНОЕ МЯГКОЕ ПОЛОТЕНЦЕ | 1998 |
|
RU2117847C1 |
| МЯГКОЕ ПОЛОТЕНЦЕ | 2000 |
|
RU2171942C1 |
| МЯГКОЕ ПОЛОТЕНЦЕ МУХАМЕТДИНОВА (ВАРИАНТЫ) | 2005 |
|
RU2279008C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| МЯГКИЙ КОМБИНИРОВАННЫЙ СОЕДИНИТЕЛЬНЫЙ ПОЯС | 2000 |
|
RU2171943C1 |
| Способ изготовления текстильного грузового стропа с увеличенной разрывной способностью | 2018 |
|
RU2693195C1 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| ЗАЩИТНЫЙ ЖИЛЕТ | 1991 |
|
RU2005979C1 |
| Способ размещения накладки на место сшивки концов ленты текстильного грузового стропа (варианты) и способ сшивки концов ленты грузового текстильного стропа (варианты) | 2019 |
|
RU2726492C1 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2175088C1 |

Изобретение относится к строительству и используется при прокладке трубопроводов различного назначения. Полотенце содержит не менее двух ленточных строп в виде плоских многослойных непрерывных лент. Стропы располагают под углом, и в диаметрально противоположных местах участки нахлеста сшивают. Даны рекомендации по выбору материалов, технологии изготовления кольцевых строп, их сшивке. Расширяет диапазон устройств, повышает ресурс работы полотенца. 2 с.п.ф-лы, 1 табл., 10 ил.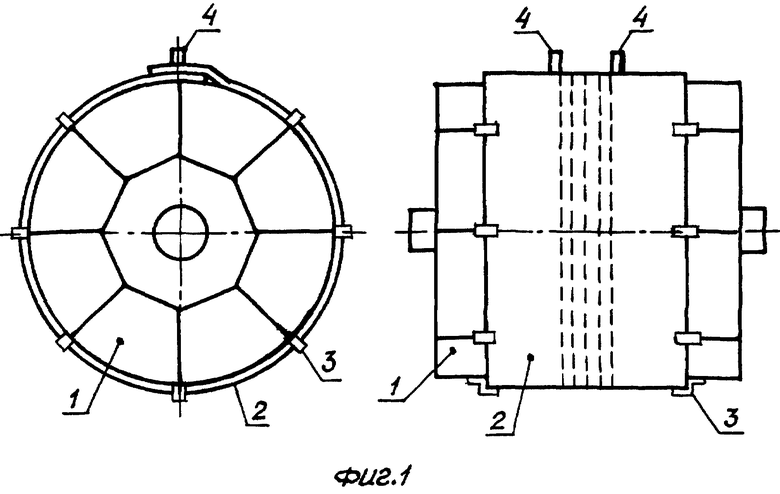
| ВЫСОКОПРОЧНОЕ МЯГКОЕ ПОЛОТЕНЦЕ | 1998 |
|
RU2117847C1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Стропы мягкие кольцевые | |||
| - М.: ВНИИСТ, 1994 | |||
| ЛОГИЧЕСКИЙ ЭЛЕМЕНТ | 0 |
|
SU280533A1 |
| Устройство для укладки трубопроводовВ ТРАНшЕи | 1977 |
|
SU811043A2 |
| ТРУБОУКЛАДЧИК | 1970 |
|
SU415448A1 |

