/ /
а
С
со
О)
А(«/
сами инструментов 7 осуществляется через токопроводную шайбу 6 и эластичные прокладки 8, прошитые проволочными стежками 11. Цепь замыкается через электролит к аноду 18. Корпуса инструментов 7 устанавливаются на посадочной ступице 5 изоляционного фланца,3. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления алмазных инструментов | 1990 |
|
SU1701508A2 |
| ОГРАНИЧИТЕЛЬ ПЕРЕНАПРЯЖЕНИЙ | 2004 |
|
RU2256972C1 |
| МНОГОКАНАЛЬНЫЙ СКОЛЬЗЯЩИЙ ТОКОСЪЕМНИК | 2007 |
|
RU2351044C2 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| УСТАНОВКА ДЛЯ НАМОТКИ ЛЕНТЫ НА ОПРАВКУ | 2008 |
|
RU2399575C2 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| Устройство для подвода тока к изделию при размерной электрохимической обработке | 1983 |
|
SU1127736A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
Изобретение относится к инструментальному производству. Целью является повышение качества инструмента. Это достигается надежной электро-- коммутацией с одновременным предохранением посадочных поверхностей металлических корпусов инструментов, на периферийную поверхность которых наносят алмазные зерна и закрепляют их гальваническим осаждением металла, Электросвязь токопроводного вала 1, связанного с токоподводом 2, с корпу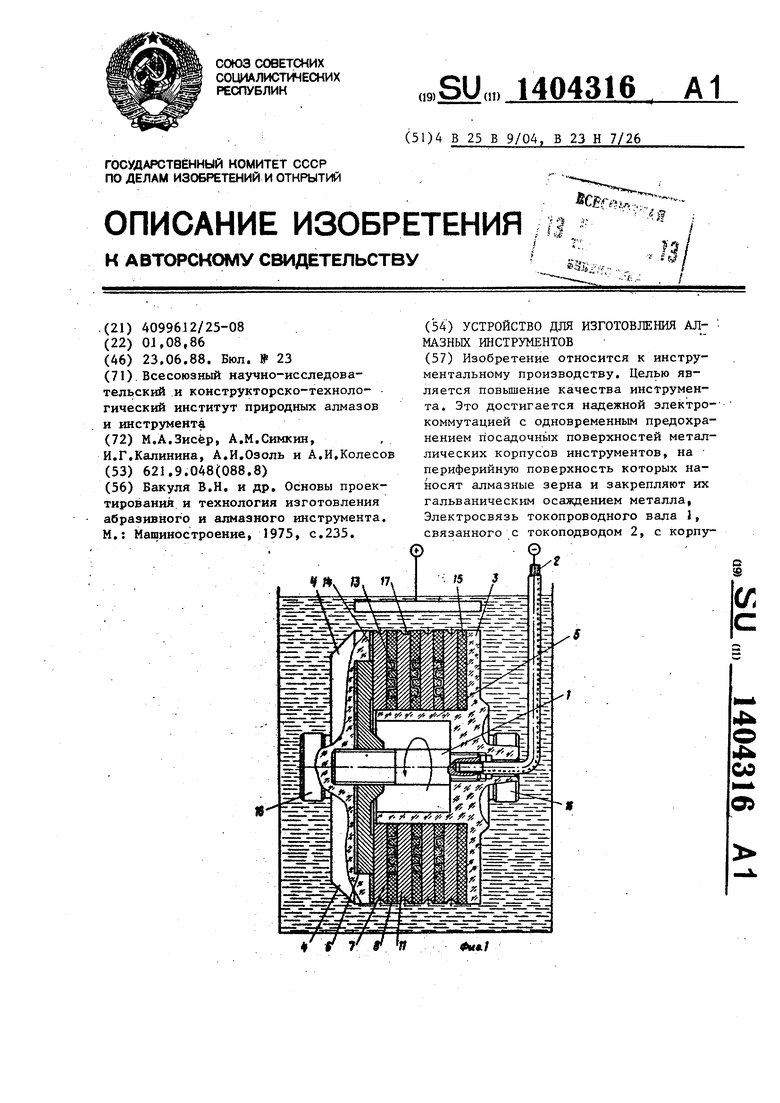
1
Изобретение относится к области инструментального производства и предназначено для изготовления алмаз ных инструментов методом гальваничес- iKoro закрепления зерен на поверхнос- ти металлического корпуса.
Целью изобретения является повышение качества изготавливаемого инструмента за счет повышения надежности токоподвода к корпусам инструментов с одновременным предохранением клас- :ных посадочных поверхностей.
Цель достигается тем, что один из изоляционных фланцев выполняют со Ступицей и корпуса кругов устанавли- вают не на токопроводной вал, а на нетокопроводную ступицу изоляционного фланца; второй фланец снабжают токопроводной шайбой, насаженной на рал вращения и контактирующей с крайним корпусом инструмента. Эластичные прокладки, размещенные мезкду корпусами кругов, собранных в пакет, прошиты электропроводными проволочными стежками.
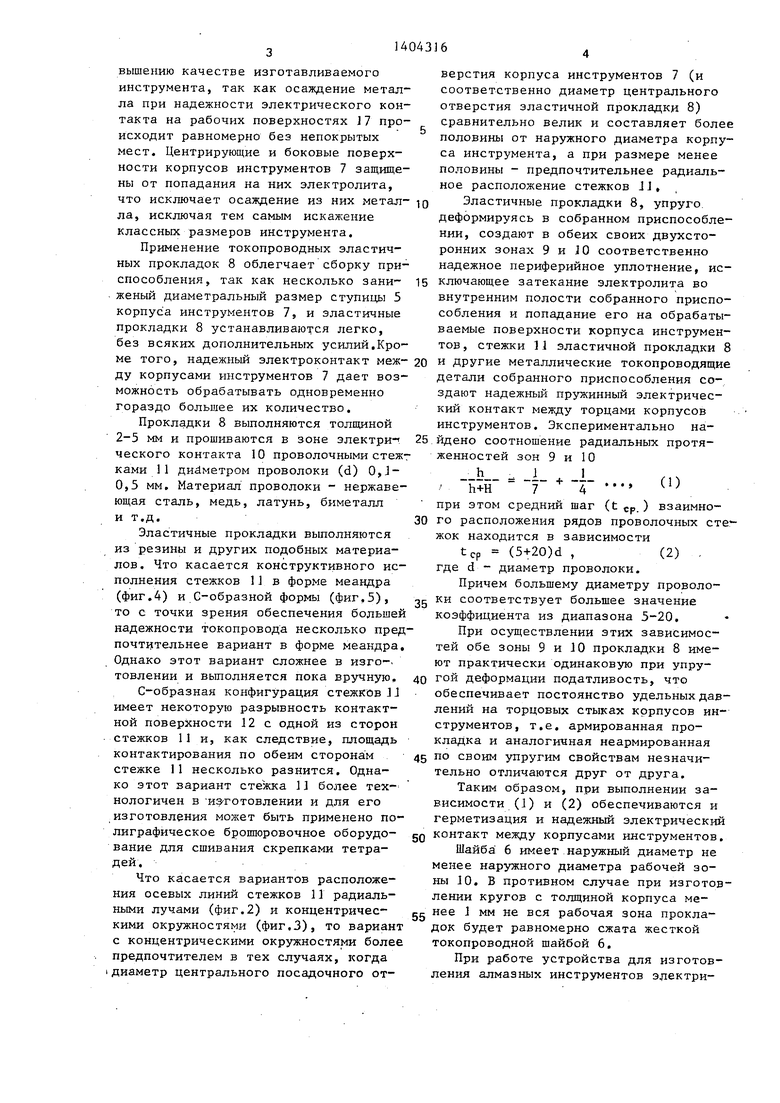
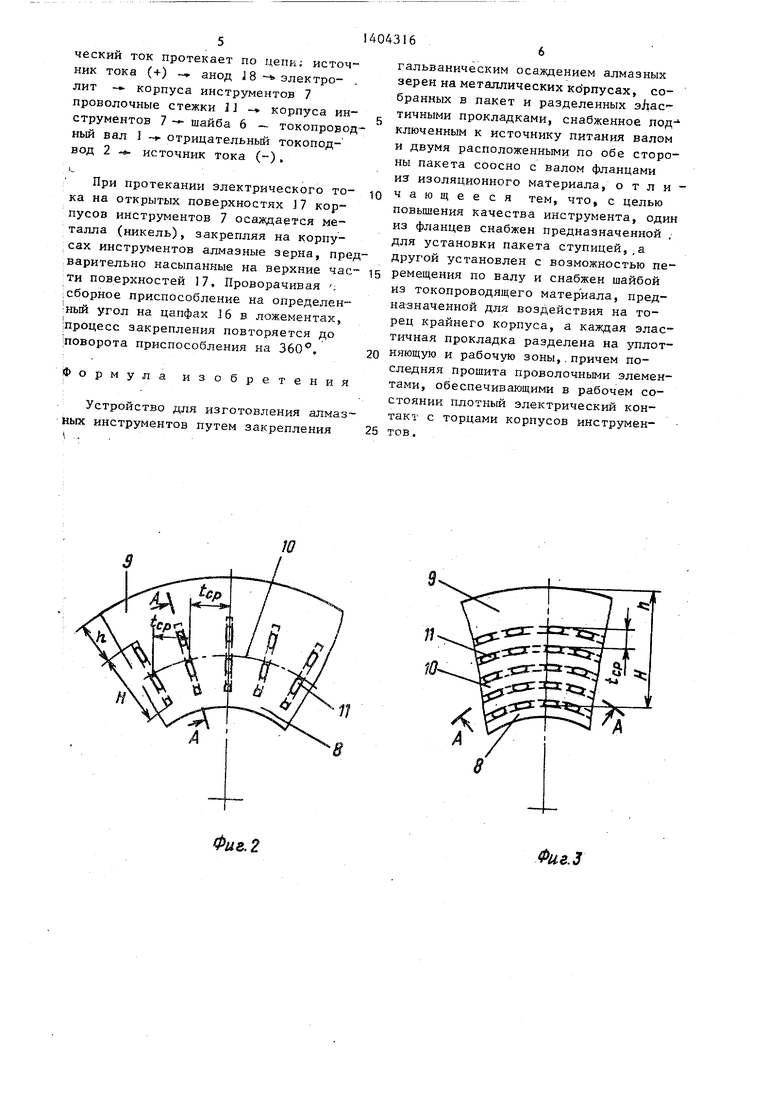
На фиг,J показано устройство, общий ВИД} на фиг,2 - эластичная прокладка с радиально направленными про- эолочными стежками; на фиг,3 - эластичная прокладка с проволочными стежками, расположенными по концентрическим окруркностям; на фиг.4 - сечение А-А на фигв2 (проволочньй стежок выполнен в форме меандра); на фиг,5 - сечение А-А на фиг.З (стежки имеют С-образную конфигурацию).
Устройство для изготовления алмазных инструментов содержит токопровод- ный вал 1:с токоподводом 2, На вал 1 посажены изоляционные фланцы 3 и 4. Фланец 3 сна.бжен ступицей 5. Фланец 4 снабжен токопроводной шайбой 6, посаженной на вал . На ступице 5 установлен пакет корпусов инструментов 7, разделенных эластичными прокладками 8
,.
5
Ю
35
в.
25
.30
Шайба 6 при стягивании корпусов инстрз ентов 7 и эластичных прокладок фланцами входит в контакт с крайним корпусом пакета. Каждая эластичная прокладка В имеет (фиг.2 и 3) зону 9 уплотнения с радиальной протяженностью h и зону 10 электрического контакта с радиальной протяженностью Н. прошитую электропроводными проволочными стежками J1, поверхности 12 которых (фиг.4 и 5) находятся в контакте с непокрываемыми боковыми поверхностями 13 корпусов инструментов 7, в совокупности образуя единый электропроводный массив.
Устройство снабжено также двумя крайними уплотнительными прокладками J4 и 15. Для возможности поворота собранного таким образом приспособления на ложементах ванны (не показаны) фланцы 3 и 4 снабжены цапфами 16.
Сборка приспособления осуществляется последовательной установкой на ступицу 5 фланца 3 уплотнительной эластичной Прокладки .15, пакета корпусов инструментов 7, разделенных токопроводными эластичными прокладками 8, Весь перечисленный комплект деталей стягивается фланцем 4 с шайбой 6, путем вворачивания его по резьбовому соединению, при этом шайба 6 контактирует с крайним в пакете корпусом инструмента 7. Между фланцем А и шайбой 6 располагается прокладка J4,
Собранное приспособление, таким образом, надежно загерметизировано с обеспечением плотного электрического контакта между корпусами .инструментов .
Использование в устройстве прошитых проволокой эластичных прокладок в значительной мере способствует достижению положительного эффекта, повышению качестве изготавливаемого инструмента, так как осаждение металла при надежности электрического контакта на рабочих поверхностях 7 происходит равномерно без непокрытых мест. Центрирующие и боковые поверхности корпусов инструментов 7 защищены от попадания на них электролита, что исключает осаждение из них метал- ла, исключая тем самым искажение классных размеров инструмента,
Применение токопроводных эластичных прокладок 8 облегчает сборку приспособления, так как несколько зани- женый диаметральный размер ступицы 5 Kopnyda инструментов 7, и эластичные прокладки 8 устанавливаются легко, без всяких дополнительных усилий,Кроме того, надежный электроконтакт меж- ду корпусами инструментов 7 дает возможность обрабатывать одновременно гораздо большее их количество,
Эластичные прокладки 8, упруго деформируясь в собранном приспособл нии, создают в обеих своих двухсторонних зонах 9 к 10 соответственно надежное периферийное уплотнение, и ключающее затекание электролита во внутренним полости собранного присп собления и попадание его на обрабат ваемые поверхности корпуса инструме тов , стежки 11 эластичной прокладки и другие металлические токопроводящ детали собранного приспособления со здают надежный пружинный электричес кий контакт между торцами корпусов инструментов. Экспериментально наПрокладки 8 выполняются толщиной 2-5 мм и прошиваются в зоне электри- 25 йдено соотношение радиальных протя- ческого контакта 10 проволочными стеж- женностей зон 9 и 10 ками 11 диаметром проволоки (d) 0,J(1)
h - i ц. 1 Ы-Н 7 4 при этом средний шаг (t ср. ) взаимно
0,5 мм. Материал проволоки - нержавеющая сталь, медь, латунь, биметалл и т.д.
Эластичные прокладки выполняются из резины и других подобных материалов. Что касается конструктивного исполнения стежков 1J в форме меандра (фиг.4) и G-образной формы (фиг,5), то с точки зрения обеспечения большей надежности токопровода несколько предпочтительнее вариант в форме меандра, Однако этот вариант сложнее в изго-. товлении и выполняется пока вручную.
С-образная конфигурация стежков JJ имеет некоторую разрывность контактной поверхности 12 с одной из сторон стежков 11 и, как следствие, площадь контактирования по обеим сторонам стежке 11 несколько разнится. Однако этот вариант стежка 1J более тех- нологичен в -иЗ Готовлении и для его изготовления может быть применено полиграфическое брошюровочное оборудование для сшивания скрепками тетрадей.
Что касается вариантов расположения осевых линий стежков 11 радиальными лучами (фиг.2) и концентрическими окружностями (фиг.З), то вариант с концентрическими окружностями более предпочтителем в тех случаях, когда I диаметр центрального посадочного отверстия корпуса инструментов 7 (и соответственно диаметр центрального отверстия эластичной прокладки 8) сравнительно велик и составляет более половины от наружного диаметра корпуса инструмента, а при размере менее половины - предпочтительнее радиальное расположение стежков JJ,
Эластичные прокладки 8, упруго деформируясь в собранном приспособлении, создают в обеих своих двухсторонних зонах 9 к 10 соответственно надежное периферийное уплотнение, исключающее затекание электролита во внутренним полости собранного приспособления и попадание его на обрабатываемые поверхности корпуса инструментов , стежки 11 эластичной прокладки 8 и другие металлические токопроводящие детали собранного приспособления создают надежный пружинный электрический контакт между торцами корпусов инструментов. Экспериментально найдено соотношение радиальных протя- женностей зон 9 и 10
25 йдено соотношение радиальных протя- женностей зон 9 и 10
(1)
30
h - i ц. 1 Ы-Н 7 4 при этом средний шаг (t ср. ) взаимного расположения рядов проволочных стжок находится в зависимости
tcp (5+20)d ,(2) ,
где d - диаметр проволоки.
Причем большему диаметру проволо2g ки соответствует большее значение коэффициента из диапазона 5-20,
При осуществлении этих зависимостей обе зоны 9 и JO прокладки 8 имеют практически одинаковую при упру40 гой деформации податливость, что
обеспечивает постоянство удельных давлений на торцовых стыках корпусов инструментов, т.е, армированная прокладка и аналогичная неармированная
45 по своим упругим свойствам незначительно отличаются друг от друга.
Таким образом, при выполнении зависимости (J) и (2) обеспечиваются и герметизация и надежный электрически
gg контакт между корпусами инструментов Шайба: 6 имеет наружный диаметр не менее наружного диаметра рабочей зоны JO. В противном случае при изготолении кругов с толщиной корпуса менее 1 мм не вся рабочая зона прокладок будет равномерно сжата жесткой токопроводной шайбой 6,
При работе устройства для изготовления алмазных инструментов электри55
ческий ток протекает по цепи; источник тока (+) - анод J8 электро- . лит -« корпуса инструментов 7 проволочные стежки JJ - корпуса инструментов 7 шайба 6 - токопровод- ный вал J -. отрицательный токопод- вод 2 - источник Тока ().
;
При протекании электрического тока на открытых поверхностях J 7 корпусов инструментов 7 осаадается металла (никель), закрепляя на корпусах инструментов алмазные зерна, пред ;Варительно насыпанные на верхние части поверхностей 17, Проворачивая ; -сборное приспособление на определен- ный угол на цапфах 16 в ложементах, |процесс закрепления повторяется до поворота приспособления на ,
Формула изобретения
Устройство для изготовления алмазных инструментов путем закрепления
Фие.2
гальваническим осаждением алмазных зерен на металлических корпусах, собранных в пакет и разделенных 3hac- тичными прокладками, снабженное под- ключенным к источнику питания валом и двумя расположенньми по обе стороны пакета соосно с валом фланцами из изоляционного материала, о т л и чающееся тем, что, с целью повышения качества инструмента, один из фланцев снабжен предназначенной , для установки пакета ступицей,,а другой установлен с возможностью перемещения по валу и снабжен шайбой из токопроводящего материала, предназначенной для воздействия на торец крайнего корпуса, а каждая эластичная прокладка разделена на уплотняющую и рабочую зоны,.причем последняя прошита проволочными элементами, обеспечивающими в рабочем состоянии плотный электрический контакт с торцами корпусов инструментов.
Фиг.З
A A mSepnymo A- A повернуто
ФигМ
Фиг. 5
| Бакуля В.Н | |||
| и др | |||
| Основы проек- тироваиия и технология изготовления абразивного и алмазного инструмента | |||
| М.: Машиностроение, 1975, с.235. |
