Изобретение относится к устройствам для односторонней обработки, преимущественно шлифованием и полированием, пластин стекла, керамики, сапфира, кварца, кремния, арсенида галлия, карбида кремния и других материалов и может быть использовано в производстве изделий микро - и оптоэлектроники.
Известен широкий класс оборудования для одностороннего утонения пластин, в котором используется так называемый метод жестких осей [1]. Устройство включает вращающийся вакуумный столик, на котором фиксируется обрабатываемая пластина, шлифовально-полировальный инструмент, в виде независимых кольцевых двух шлифовальных и одной полировальной вращающихся головок, жестко установленных на верхнем шпинделе. Недостатком такого типа оборудования является его высокая стоимость, низкая производительность, связанная с поштучной обработкой пластин, сложность в эксплуатации, а также высокие динамические нагрузки в зоне резания.
Известно также устройство для одностороннего утонения пластин, включающее шлифовально-полировальный инструмент в виде стола с приводом вращения, самоустанавливающийся шпиндель с шарнирно закрепленным устройством перемещения шпинделя, сепараторы с гнездами, в которых размещены сателлиты с приклеенными пластинами [2 - прототип].
Известное устройство имеет следующие недостатки.
Из-за трения сателлитов с приклеенными пластинами в гнездах сепараторов пластины обычно располагаются под некоторым углом к поверхности шлифовально-полировального инструмента, и происходит точечное касание пластины и инструмента, что может привести к разрушению пластины и, соответственно, к снижению выхода годных изделий. Кроме того, операция приклеивания пластин к сателлитам является очень трудоемкой и ухудшает геометрические параметры пластины за счет неравномерности приклеечного слоя и деформаций пластины во время приклеивания и расклеивания. При этом при нагревании сателлитов с приклеенными пластинами во время расклеивания существует высокая вероятность разрушения пластины из-за градиентов температур.
Еще одним недостатком описанного устройства является то, что шлифование или полирование пластин осуществляется с помощью абразивных суспензий, подаваемых на поверхность шлифовально-полировального стола в зону контакта с пластинами. При этом часть абразивной суспензии попадает в зазор между стенками гнезд сепараторов и сателлитами, что приводит к дополнительному трению и препятствует свободному вращению сателлитов с приклеенными пластинами и, соответственно, к ухудшению геометрических параметров пластины.
Техническая задача данного изобретения заключается в увеличении производительности процесса утонения пластин при одновременном увеличении выхода годных изделий и улучшении геометрических параметров пластин за счет обеспечения равномерного распределения нагрузки по поверхности пластин и исключения деформации пластин при их вакуумной фиксации путем исключения операции приклеивания пластин, а также за счет уменьшения динамических нагрузок на пластины с использованием связанного пористого алмазно-абразивного инструмента.
Указанный результат достигается за счет того, что устройство для одностороннего утонения пластин путем шлифования и/или полирования пластин, включающее стол с приводом вращения, самоустанавливающийся шпиндель с шарнирно закрепленным устройством перемещения шпинделя, в котором шпиндель выполнен в виде планшайбы с зонами фиксации пластин рабочей стороной к поверхности планшайбы через упруго-эластичную прокладку, а шлифовально-полировальный стол, выполнен в виде планшайбы с кольцевой зоной алмазно-абразивных элементов, закрепленных на ее поверхности.
Указанный результат достигается также за счет того, что зоны фиксации пластин выполнены из материала с микроотверстиями или порами для подачи вакуума через устройство перемещения шпинделя, устройство перемещения шпинделя снабжено с одного конца вакуумно-плотными втулками, а с другого конца вращающимся вакуумно-плотным цанговым соединителем с вакуумным шлангом.
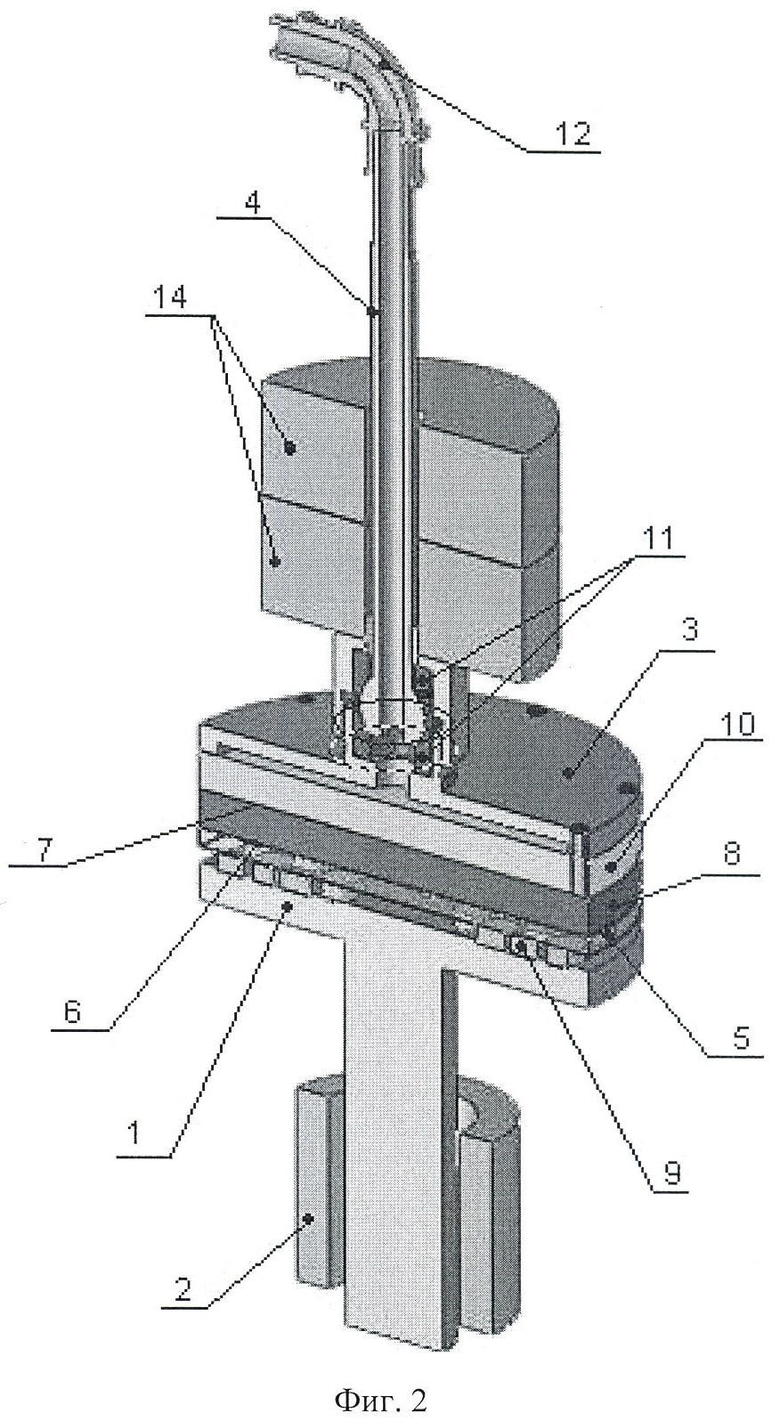
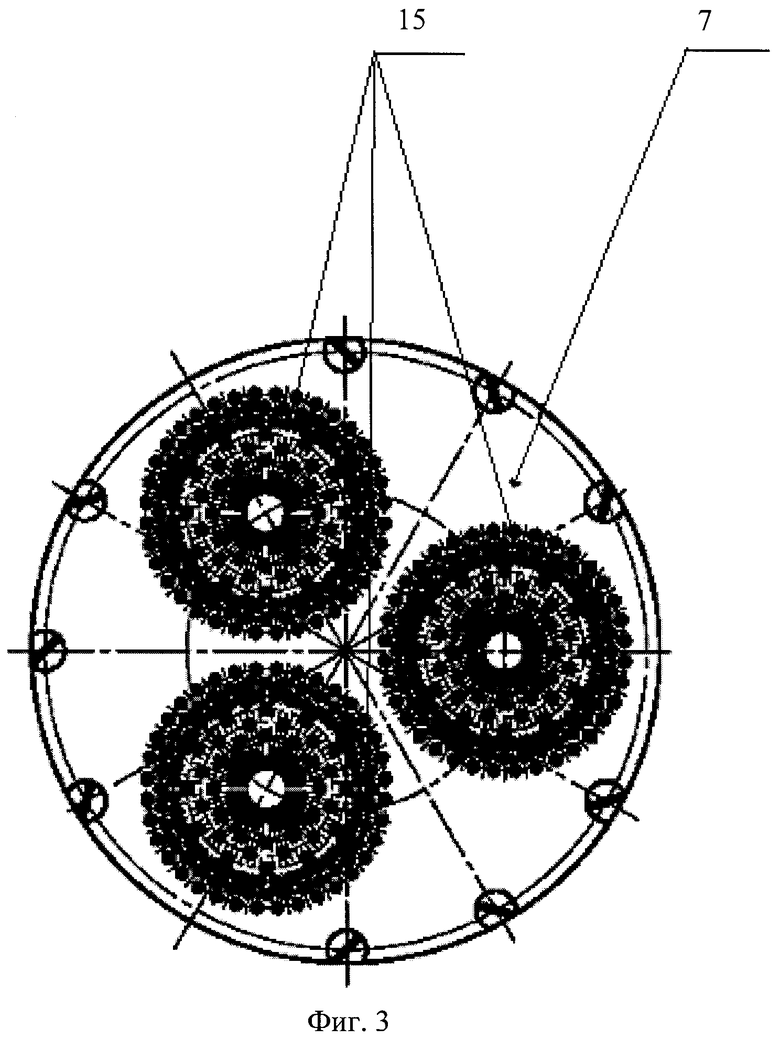
На фиг.1 представлено предлагаемое устройство для одностороннего утонения пластин с одной зоной фиксации пластины, на фиг.2 - схема того же устройства в формате 3D, на фиг.3 - чертеж нижней поверхности планшайбы с тремя зонами фиксации пластин для их одновременного утонения.
Устройство для одностороннего утонения пластин включает шлифовально-полировальный стол 1 с приводом вращения 2, самоустанавливающийся шпиндель 3 с шарнирно закрепленным устройством перемещения шпинделя 4. Шпиндель выполнен в виде планшайбы с зонами фиксации пластин 5 рабочей стороной 6 к поверхности планшайбы 7 через упруго-эластичную прокладку 8. При этом шлифовально-полировальный стол, выполнен в виде планшайбы с кольцевой зоной алмазно-абразивных элементов 9, закрепленных на ее поверхности.
Кроме того, зоны фиксации пластин выполнены из материала 10 с микроотверстиями или порами для подачи вакуума через устройство перемещения шпинделя. Устройство перемещения шпинделя снабжено с одного конца вакуумно-плотными втулками 11, а с другого конца вращающимся вакуумно-плотным цанговым соединителем 12 с вакуумным шлангом 13. На устройстве перемещения шпинделя 4 соосно размещено устройство 14 для обеспечения относительной нагрузи обрабатываемой пластины 5 и алмазного инструмента 9. В частности, устройство нагружения 14 может быть выполнено в виде съемных грузов.
В заявляемом устройстве шпиндель может быть выполнен в виде планшайбы с различным количеством зон фиксации пластин. В частности, на фиг.1, 2 приведена схема устройства с одной зоной фиксации пластины 5 рабочей стороной 6 к поверхности планшайбы 7 через упруго-эластичную прокладку 8, а на фиг.3 показан чертеж поверхности планшайбы 7 с тремя зонами фиксации 15.
Работа устройства заключается в следующем. Фиксируют пластину 5 рабочей стороной 6 к поверхности планшайбы 7 в зонах фиксации через упруго-эластичную прокладку 8. Упруго-эластичная прокладка 8 служит, во-первых, для исключения механического повреждения рабочей поверхности пластины в процессе ее утонения, во-вторых, для обеспечения улучшения адгезии рабочей стороны пластины к поверхности планшайбы шпинделя, а в-третьих, для уменьшения динамических нагрузок на пластины.
Устанавливают шпиндель 3 с закрепленными пластинами 5 на шлифовально-полировальный стол 1, выполненный из кольцевой зоны алмазно-абразивных элементов 9. Нагружают шпиндель с закрепленными пластинами и включают привод вращения 2 шлифовально-полировального стола 1 с одновременным включением подачи смазочно-охлаждающей жидкости (СОЖ) в зону шлифования и/или полирования пластин 5. Под действием нагрузки обрабатываемых пластин 5 на шлифовально-полировальный инструмент 1, относительного перемещения пластин и инструмента и сил трения происходит утонение пластин за счет удаления части материала пластин.
После удаления заданного припуска материала, то есть достижения необходимых геометрических размеров пластины осуществляют уменьшение скорости вращения шпинделя и нагрузки на обрабатываемые пластины до полной остановки.
Использование в качестве шлифовально-полировального стола инструмента, выполненного в виде кольцевой зоны из связанных алмазно-абразивных элементов в виде таблеток, обеспечивает повышение производительности процесса шлифования-полирования и улучшение качества обработки поверхности пластин за счет уменьшения глубины нарушенного слоя и улучшения геометрических параметров обрабатываемой поверхности пластин.
Кроме того, использование указанного связанного алмазно-абразивного инструмента в сочетании с применением упруго-эластичных прокладок при фиксации обрабатываемых пластин обеспечивает улучшение геометрических параметров пластин за счет уменьшения удельных нагрузок в зоне обработки и обеспечения равномерного распределения нагрузки по поверхности пластин и исключения деформации пластин при их вакуумной фиксации и исключения операции приклеивания пластин.
В таблице 1 приведены сравнительные показатели процесса утонения сапфировых пластин с помощью устройства-прототипа, в котором шлифование осуществлялось алмазной пастой, и заявляемого устройства, в котором шлифование проводилось пористым связанным алмазным инструментом РТ50Р1.
Предлагаемое устройство за счет обеспечения равномерного распределения нагрузки по поверхности пластин и исключения деформации пластин при их вакуумной фиксации путем исключения операции приклеивания пластин, а также за счет уменьшения динамических нагрузок на пластины и уменьшения глубины нарушенного слоя с использованием связанного пористого алмазно-абразивного инструмента позволяет обеспечить следующие преимущества:
- повысить производительность процесса утонения пластин до 50-75%;
- увеличить выход годных изделий;
- улучить геометрические параметры пластин.
Источники информации
1. Мухина Е.П. Технология утонения ультратонких полупроводниковых пластин // Электроника НТБ, №3, 2009 г.
2. Устройство одностороннего утонения пластин. - Полезная модель №38665, МПК7 В24В 37/04, опубликовано 10.07.2004 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОСТОРОННЕГО ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1998 |
|
RU2159173C2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПЛОСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2167040C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2094209C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
| СТАНОК ДЛЯ СКОРОСТНОГО ШЛИФОВАНИЯ и ПОЛИРОВАНИЯ плоских ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1966 |
|
SU184648A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| АЛМАЗНО-АБРАЗИВНЫЙ ПРЕРЫВИСТЫЙ ТОРЦОВЫЙ ИНСТРУМЕНТ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303517C2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303511C2 |
Изобретение относится к области абразивной обработки и может быть использовано при производстве изделий микро- и оптоэлектроники для односторонней обработки, преимущественно шлифованием и полированием, пластин стекла, керамики, сапфира, кварца, кремния, арсенида и других материалов. Устройство содержит шлифовально-полировальный стол с приводом вращения и самоустанавливающийся шпиндель 3 с шарнирно закрепленным устройством перемещения шпинделя. Шпиндель выполнен в виде планшайбы с зонами фиксации пластин рабочей стороной к поверхности планшайбы через упруго-эластичную прокладку. Шлифовально-полировальный стол выполнен в виде планшайбы с кольцевой зоной алмазно-абразивных элементов, закрепленных на ее поверхности. Зоны фиксации пластин выполнены из материала с микроотверстиями или порами для подачи вакуума через устройство перемещения шпинделя. Последнее имеет с одного конца вакуумно-плотные втулки, а с другого - вращающийся вакуумно-плотный цанговый соединитель с вакуумным шлангом. В результате повышается производительность процесса при увеличении выхода годных изделий и улучшаются геометрические параметры пластин за счет уменьшения удельных нагрузок и исключения деформации пластин. 1 з.п. ф-лы, 3 ил., 1 табл.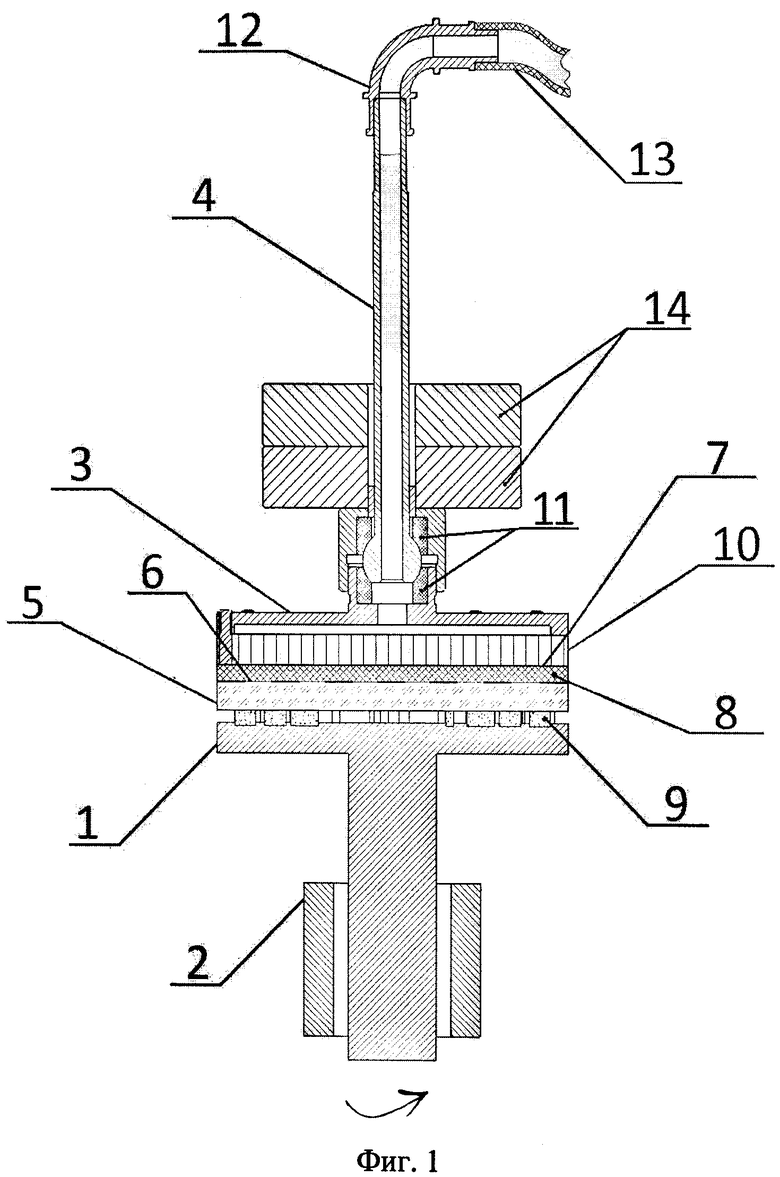
1. Устройство для одностороннего утонения пластин путем шлифования и/или полирования, содержащее шлифовально-полировальный стол с приводом вращения, самоустанавливающийся шпиндель с шарнирно закрепленным устройством перемещения шпинделя, отличающееся тем, что шпиндель выполнен в виде планшайбы с зонами фиксации пластин рабочей стороной к поверхности планшайбы через упруго-эластичную прокладку, а шлифовально-полировальный стол выполнен в виде планшайбы с кольцевой зоной алмазно-абразивных элементов, закрепленных на ее поверхности.
2. Устройство по п.1, отличающееся тем, что зоны фиксации пластин выполнены из материала с микроотверстиями или порами для подачи вакуума через устройство перемещения шпинделя, причем устройство перемещения шпинделя имеет с одного конца вакуумно-плотные втулки, а с другого - вращающийся вакуумно-плотный цанговый соединитель с вакуумным шлангом.
| ПОДВИЖНОЕ УСТРОЙСТВО ДЛЯ УБОРКИ СНЕГА С ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1931 |
|
SU38665A1 |
| Устройство для обработки плоскихпОВЕРХНОСТЕй дЕТАлЕй | 1978 |
|
SU818837A1 |
| Устройство для доводки плоских поверхностей деталей | 1980 |
|
SU891385A1 |
| Способ утонения пластин с кристаллами полупроводниковых приборов и интегральных схем | 1991 |
|
SU1787295A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН МОНОКРИСТАЛЛОВ | 2005 |
|
RU2284073C1 |
| JP 2000141207 A, 23.05.2000. | |||

