Изобретение относится к металлообработке и может быть использовано в машиностроении при плоском шлифовании на станках с возвратно-поступательным движением стола. /
Цель изобретения - повышение производительности и качества обработки.
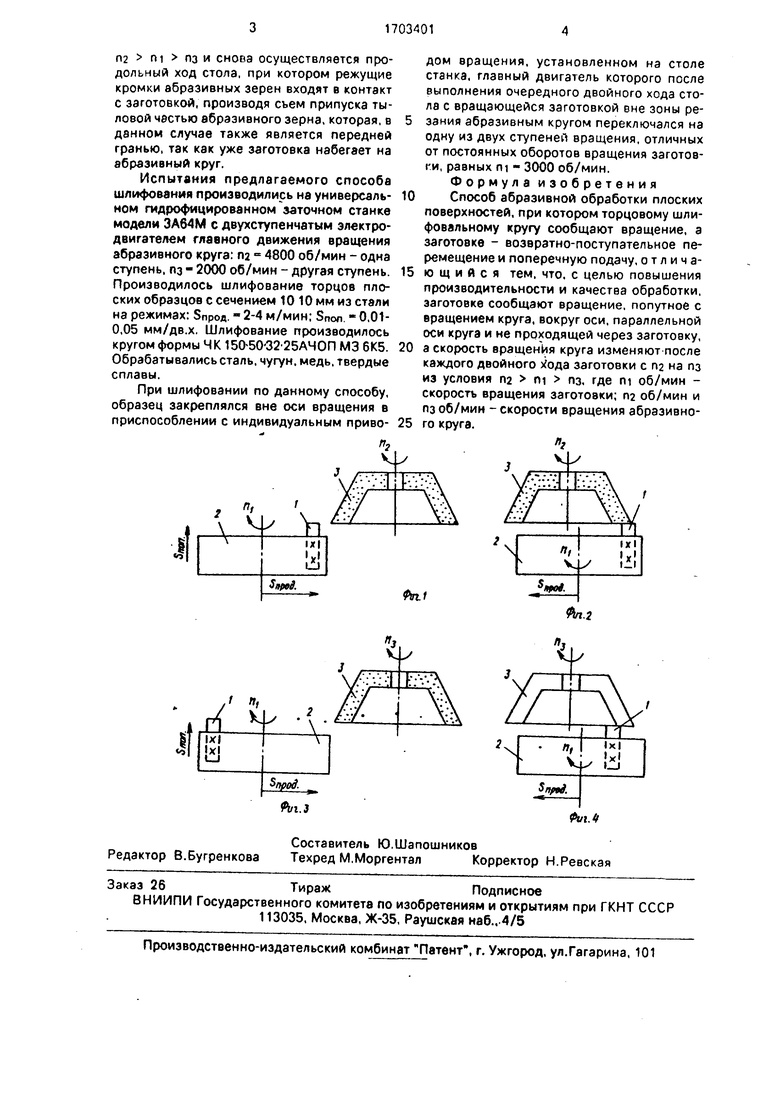
На фиг. 1 и 2 представлено взаимное положение заготовки и инструмента соответственно в момент выхода заготовки из % зоны резания и в мамент обработки: на фиг. 3 и 4 - то же, при измененной скорости вращения инструмента.
Способ осуществляется следующим образом.
Заготовке 1,закрепленной в специальном зажимном приспособлении 2, задают скорость вращения ги об/мин, при этом ось вращения располагают вне заготовки, параллельно оси абразивного круга 3, которому сообщают вращение со скоростью пз об/мин, попутное вращению заготовки.
После этого включают продольную 5прод. и поперечную Snon. подачи стола. Осуществляется прямой ход стола. При первом двойном ходе, превращении абразивного круга со скоростью П2 об/мин, при котором режущие крошки абразивных зерен входят в контакт с поверхностью заготовки, производится сьем материала обрабатываемой заготовки передней частью абразивного зерна, если рассматривать зерно как материальное тело, движущееся по заданной траектории - окружности с числом оборотов об/мин, превышающим число оборотов вращающейся заготовки. После первого двойного хода, когда вращающаяся заготовка выйдет из зоны резания абразивным кругом, происходит переключение на вторую ступень чисел оборотов пз об/мин вращения абразивного круга при условии
I
VJ
О
CJ Јь О
02 ni пз и снова осуществляется продольный ход стола, при котором режущие кромки абразивных зерен входят в контакт с заготовкой, производя съем припуска тыловой честью абразивного зерна, которая, в данном случае также является передней гранью, так как уже заготовка набегает на абразивный круг.
Испытания предлагаемого способа шлифования производились на универсаль- ном гидрофицированном заточном станке модели ЗА64М с двухступенчатым электродвигателем главного движения вращения абразивного круга: nz 4800 об/мин - одна ступень, пз 2000 об/мин - другая ступень. Производилось шлифование торцов плоских образцов с сечением 10 10 мм из стали на режимах: Зпрод.ш 2-4 м/мин; Snon.ш 0,01- 0,05 мм/дв.х. Шлифование производилось кругом формы Ч К 150-50-32-25АЧОП МЗ 6К5. Обрабатывались сталь, чугун, медь, твердые сплавы.
При шлифовании по данному способу, образец закреплялся вне оси вращения в приспособлении с индивидуальным приво-
дом вращения, установленном на столе станка, главный двигатель которого после выполнения очередного двойного хода стола с вращающейся заготовкой вне зоны резания абразивным кругом переключался на одну из двух ступеней вращения, отличных от постоянных оборотов вращения заготов- си, равных ni - 3000 об/мин.
Формула изобретения Способ абразивной обработки плоских поверхностей, при котором торцовому шлифовальному кругу сообщают вращение, а заготовке - возвратно-поступательное перемещение и поперечную подачу, отличающийся тем, что. с целью повышения производительности и качества обработки, заготовке сообщают вращение, попутное с вращением круга, вокруг оси, параллельной оси круга и не проходящей через заготовку, а скорость вращения круга изменяют после каждого двойного ода заготовки с па на пз из условия 02 ni пз, где ni об/мин - скорость вращения заготовки; П2 об/мин и пз об/мин -скорости вращения абразивного круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
| Способ шлифования | 1989 |
|
SU1764953A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2162398C2 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
| Способ изготовления гиперболоидных зубчатых колес | 1991 |
|
SU1819196A3 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2163186C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182071C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
Изобретение относится к металлообработке и может быть использовано в машиностроении при плоском шлифовании на станках с возвратно-поступательным движением стола. Цель изобретения - повышение производительности и качества обработки. Для этого заготовке сообщают вращение, попутное вращению круга вокруг оси, параллельной оси круга и проходящей вне заготовки, а скорость вращения круга изменяют после каждого двойного хода стола из условия: П2 гм пз, где ги - скорость вращения заготовки, об/мин; П2 и пз - скорости вращения абразивного круга, об/мин. 4 ил.
Л
/ьлЈ-и%
ST ixi----у- «51 |х|
Г-&Е ч . 1 F I .
п,
&
| Резание металлов | |||
| Учебное пособие под ред | |||
| Г.И | |||
| Грановского и В.Г | |||
| Грановского | |||
| М.: Высшая школа, 1985, глава 17. |
