Изобретение относится к способам высокоточного глубинного периферийного совмещенного шлифования ступенчатых поверхностей заготовок из материалов предрасположенных к дефектообразованию в виде прижогов и микротрещин.
Известен способ шлифования многоступенчатых заготовок, при котором производят, одновременное шлифование всех ступеней заготовок шлифовальными кругами, разного диаметра, установленными под разными углами к плоскости, перпендикулярной общей оси вращения кругов, при этом размеры кругов выбирают из условия постоянства отношения площади рабочей поверхности каждого круга к площади, обрабатываемой поверхности соответствующей ступени [1].
Недостатком способа является невозможность одновременной совмещенной обработки цилиндрических и торцевых ступенчатых поверхностей и большой расход абразивного инструмента, т. к. круги работают на разных диаметрах, с разными скоростями и различной степенью износа, а при правке приходится принудительно править все круги в совокупности, независимо от того износился ли круг данной ступени или нет.
Наиболее близким по технической сущности и достигаемому результату является способ прерывистого шлифования, в котором осуществляют прерывистое одновременное врезное шлифование ступенчатых заготовок поверхностей, в частности цилиндрической и торцовой, с помощью прерывистого шлифовального круга, которому сообщают вращение и перемещение относительно заготовки [2].
Недостатками известного способа являются: снижение виброустойчивости из-за ударов при входе в зону резания выступов, которое ведет к снижению качества и производительности; более напряженный температурный режим работы круга, что вызывает прижоги и микротрещины, затруднено попадание СОЖ в зону обработки и повышенный расход абразива.
Задача изобретения - улучшение качества обработанной поверхности, повышение стойкости инструмента и производительности обработки при непрерывном процессе с сохранением преимуществ прерывистого шлифования, а именно: снижение теплонапряженности, улучшение условий охлаждения и снижение расхода абразива.
Поставленная задача решается предлагаемым способом совмещенного прерывистого шлифования ступенчатых заготовок, при котором шлифовальный круг вращают, перемещают относительно обрабатываемой заготовки и осуществляют одновременное врезное шлифование ступенчатых поверхностей заготовок, при этом шлифовальный круг устанавливают под углом β к плоскости, перпендикулярной оси его вращения, расположенной под углом α к оси вращения заготовки - при круглом шлифовании или к обрабатываемой плоскости - при плоском шлифовании, причем при круглом шлифовании одновременно обрабатывают цилиндрические и торцовые поверхности, а при плоском - поверхности, образующие выпуклый и вогнутый профиль, при этом высоту шлифовального круга и угол β выбирают из условий:
Bk= Lcosα+(3-5)мм при L>H;
Bk= Hsinα+(3-5)мм при H>L
β = arctg(Bk/Dmax),
где L - длина шлифуемой ступени, мм;
H - длина торцовой поверхности, мм;
Bk и Dmax - соответственно, высота и максимальный диаметр шлифовального круга, мм.
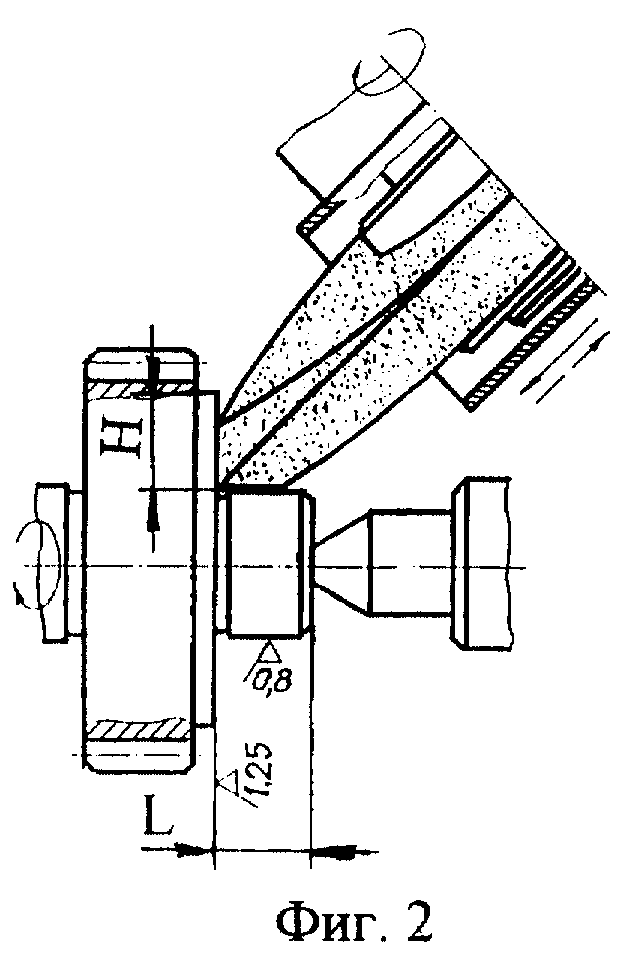
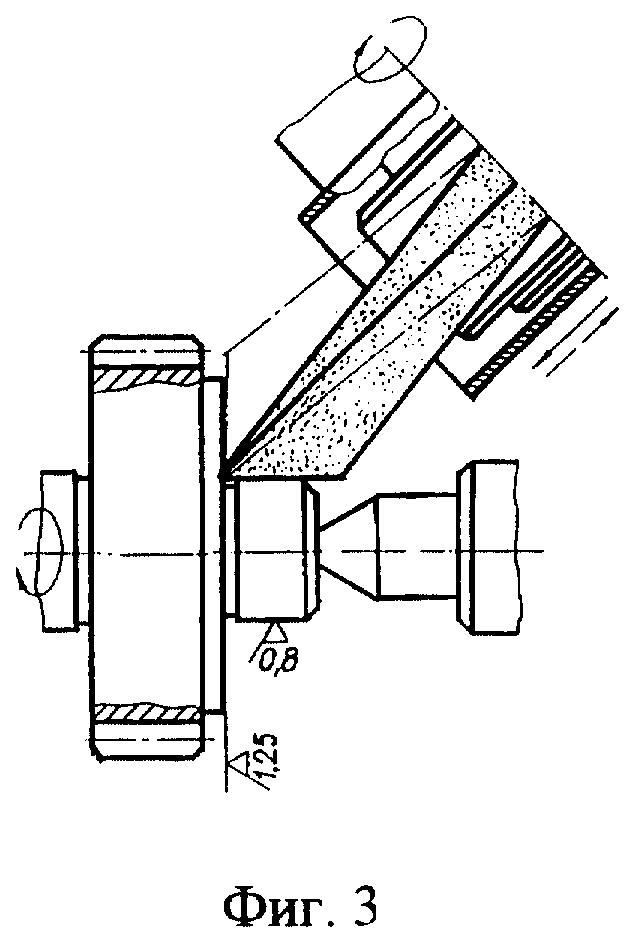
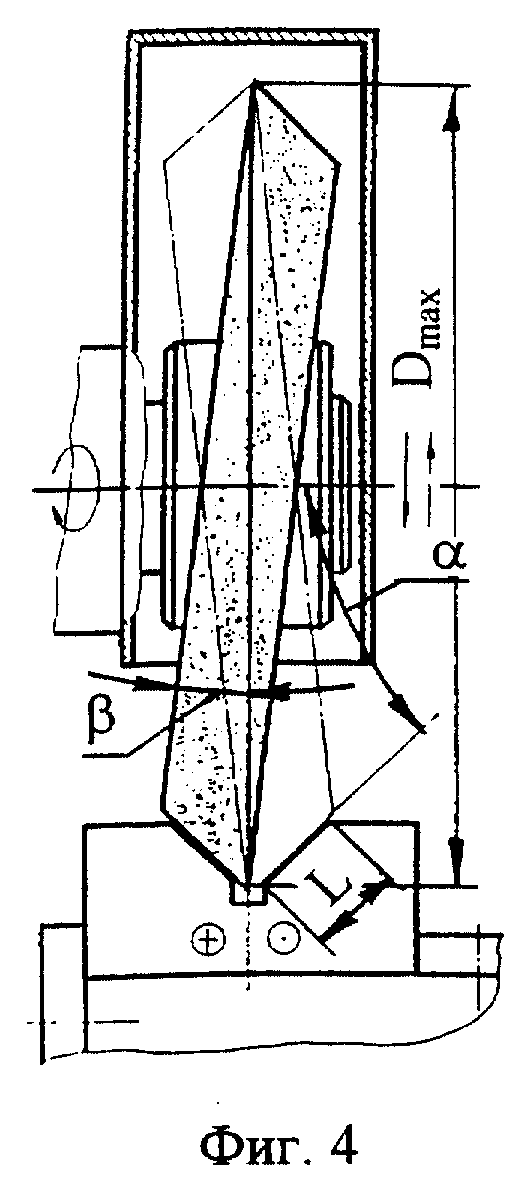
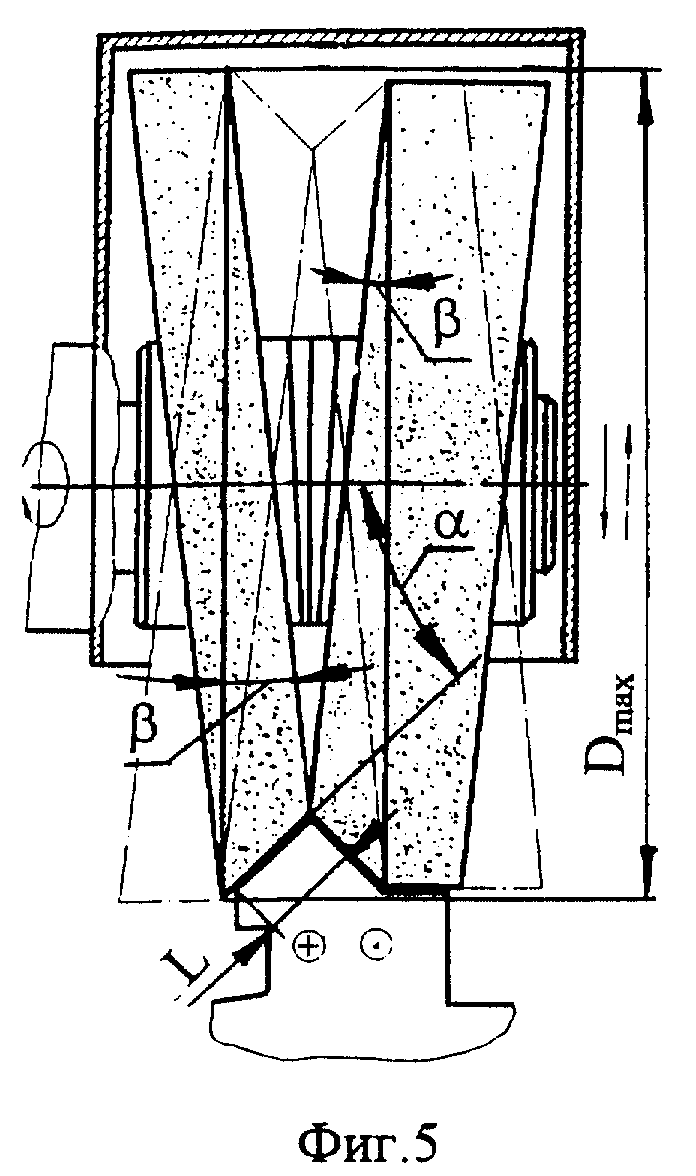
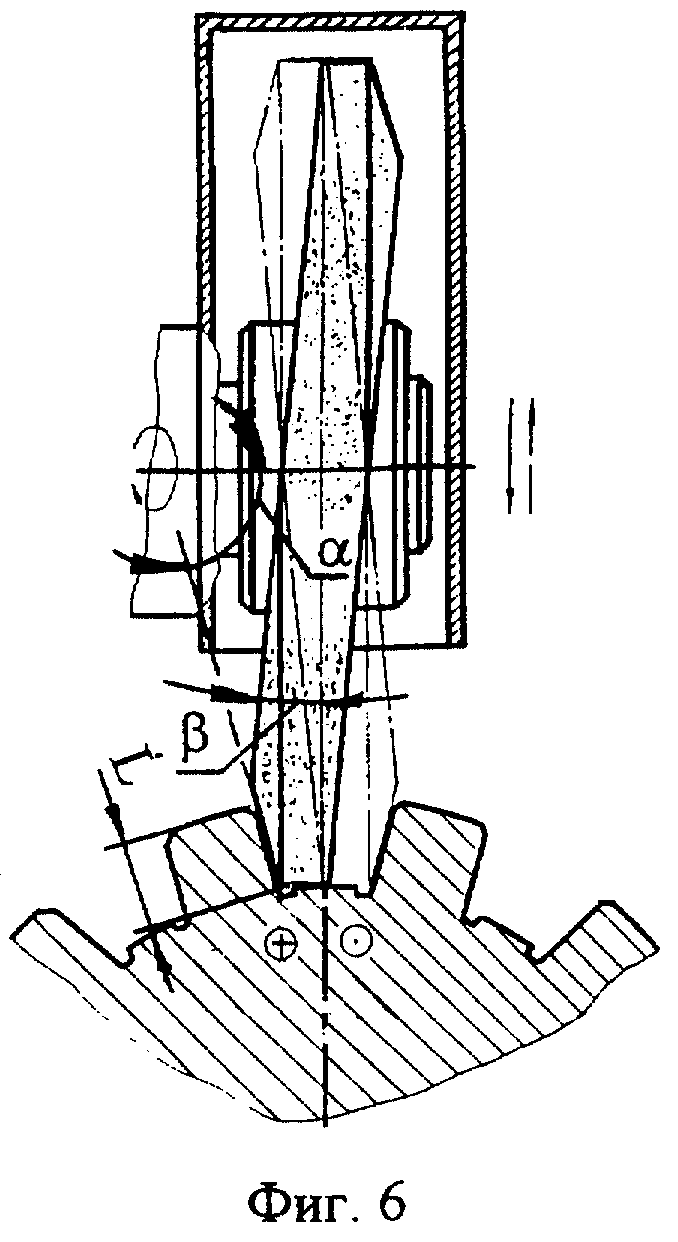
На фиг. 1 показана схема совмещенного шлифования цилиндрической и торцовой поверхностей при наладке с установкой шлифовального круга под углом β к плоскости, перпендикулярной оси вращения круга; на фиг. 2 - то же, шлифовальный круг повернут на 90o относительно положения на фиг. 1; на фиг. 3 - то же, шлифовальный круг повернут на 180o относительно положения на фиг. 1; на фиг. 4 показана схема совмещенного шлифования на плоскошлифовальном станке поверхностей вогнутого профиля с установкой шлифовального круга под углом β к плоскости, перпендикулярной оси вращения круга; на фиг. 5 - то же, выпуклого профиля с установкой двух шлифовальных кругов под углом β к плоскости, перпендикулярной оси вращения круга; на фиг. 6 показана схема шлицешлифования одним кругом, установленным под углом β к плоскости, перпендикулярной оси вращения круга, дна и боковых поверхностей шлицев вала при его центрировании по внутреннему диаметру и боковым поверхностям.
Обработка заготовок по предлагаемому способу совмещенного шлифования ступенчатых заготовок дает возможность шлифовать, например, торцы одновременно с прилегающим цилиндрическим участком заготовки (фиг. 1-3) в режиме прерывистого шлифования. При этом ось шлифовального круга располагают под углом α к оси вращения шлифуемой заготовки; чаще этот угол принимают равным 30o-45o.
Кроме того, шлифовальный круг на шпинделе крепят под некоторым острым углом β к плоскости, перпендикулярной оси вращения круга, зависящим от размеров шлифуемых поверхностей, параметров шлифовального круга и определяемым из соотношения
β = arctg(Bk/Dmax),
где Bk и Dmax - соответственно высота и максимальный диаметр шлифовального круга, мм. При этом, с целью прерывания процесса шлифования в зоне контакта круга и заготовки в некоторых поперечных сечениях, шлифовальный круг берут по высоте Bk меньшим, чем при обычном шлифовании, и определяют из соотношения
Bk= Lcosα+(3...5)мм при L>H;
Bk= Hsinα+(3...5)мм при H>L,
где L - длина шлифуемой ступени, мм;
H - длина торцовой поверхности, мм;
Подачу шлифовального круга производят как обычно, перпендикулярно его оси вращения.
При таком методе шлифования имеет место линейный контакт между кругом и шлифуемой заготовкой, который циклически перемещается с торца (фиг. 1) на цилиндрическую шейку (фиг. 3) и обратно за оборот круга; причем торец заготовки шлифуют периферийной частью специально заправленного круга. Такая осцилляция зоны резания позволяет прерывать обработку в данном поперечном сечении при непрерывном процессе шлифования. Перемещаемый осциллирующий контакт, если он находится, например, на торце, освобождает зону резания на цилиндрической части для охлаждения и подачи СОЖ, снижая теплонапряженность процесса.
Шлифование с осцилляцией ступенчатых поверхностей заготовки происходит по методу врезания, который позволяет существенно сократить число шлифовальных операций и повысить производительность шлифования в 1,5-2 раза, уменьшить параметр шероховатости поверхности и повысить стойкость шлифовального круга.
Предлагаемый способ периферийного совмещенного шлифования ступенчатых поверхностей заготовок позволяет реализовать принцип неповторяющегося следа, благодаря установке шлифовального круга под углом β к оси его вращения и осцилляции зоны резания. При этом, производя подачу перпендикулярно оси вращения круга, последующие абразивные зерна, углубляясь в металл, не попадают в ранее прорезанные риски-царапины. Это дает возможность повысить режущую способность шлифовального круга и значительно улучшить шероховатость обработанной поверхности.
Следует учитывать, что с увеличением угла α условия обработки торца улучшаются. При традиционном угловом шлифовании в зоне обработки торца круг быстро теряет свои режущие свойства, создается более напряженный температурный режим работы круга, и попадание СОЖ в зону затруднено. Шлифование с осцилляцией по предлагаемому способу благодаря преимуществам процесса прерывистой обработки решает эту проблему.
При традиционном угловом шлифовании при уменьшении угла α разворота шлифовальной бабки, например, с 45o на 30o, подача на врезание в направлении торца уменьшается в 1,7 раза, чем подача в направлении цилиндрической поверхности, т.е. условия обработки торца ухудшаются. По предлагаемому способу условия обработки торца улучшаются, так как угол наклона круга увеличивается до значения (α+β). При этом угол наклона круга к цилиндрической части уменьшается до значения (α-β), т.е. условия обработки цилиндрической части приближаются к условиям обработки торца.
Объектом обработки предлагаемым способом могут быть выпуклые и вогнутые профили поверхностей получаемых на плоскошлифовальных станках (фиг. 4 и 5). Показанная на фиг. 4 схема совмещенного шлифования на плоскошлифовальном станке поверхностей вогнутого профиля рабочих поверхностей призмы, обеспечивает прерывистое шлифование при непрерывном контакте круга и заготовки благодаря установке профилированного шлифовального круга под углом β к плоскости, перпендикулярной оси вращения круга. Схема позволяет сократить количество операций и переустановок, повысить режимы резания, производительность и качество обработки.
Шлицешлифование (фиг. 6) является разновидностью плоского шлифования на станках с прямоугольным столом. На фиг. 6 показана схема шлицешлифования по предлагаемому способу одним кругом, установленным под углом β к плоскости, перпендикулярной оси вращения круга, дна и боковых поверхностей шлицев вала при его центрировании по внутреннему диаметру и боковым поверхностям. Высота круга взята в половину меньше ширины шлицевой канавки плюс 3...5 мм. Для установки вала в угловом положении служит приспособление с откидным шаблоном (не показан). Шлиц шлифуют при возвратно-поступательном перемещении стола. Делительный механизм обеспечивает поворот на заданный шаг шлицев после каждого двойного хода стола. Круг правят, как при традиционном шлицешлифовании, правящим устройством с тремя алмазами, смонтированным на корпусе шлифовальной бабки (не показано). Схема наладки по предлагаемому способу позволяет улучшить качество обработанной поверхности, повысить стойкость инструмента и производительность обработки при непрерывном процессе с сохранением преимуществ прерывистого шлифования, а именно: снизить теплонапряженность, улучшить условия охлаждения и снизить расход абразива.
Проведены сравнительные испытания известного и предлагаемого способов совмещенного прерывистого шлифования ступенчатых заготовок с осцилляцией зоны резания. На торцекруглошлифовальном станке мод. ЗТ153Е методом врезного шлифования обрабатывали шейку до диаметра 45-0,025, длиной 30 мм и прилегающий торец с максимальным диаметром 102 мм конического вала-шестерни. Шероховатость обрабатываемой поверхности Ra= 0,63 мкм, материал заготовки - сталь 12Х2Н4А, закаленная до твердости HRC 56-62, способ крепления заготовки - в центрах. Размеры круга ПВД (с двусторонней выточкой) 250х51х25 мм, припуск на обработку на сторону 0,2 мм, частота вращения круга при принятой окружной скорости 25 м/с - nk = 1900 мин-1, характеристика шлифовального круга - электрокорунд белый марки - 25A, номер зернистости - 20, твердость - средняя C2, связка - керамическая K. Маркировка характеристики круга 25A 20 C2 5K, частота вращения заготовки при выбранной скорости 40 м/мин - n3=283 мин-1, подача на глубину шлифования: минутная - 0,48 мм/мин, на оборот заготовки - 0,0017 мм/об, охлаждающая жидкость - эмульсия.
Угол разворота шлифовальной бабки - α = 45o; высоту Bк шлифовальный круг брали из соотношения при L > H [30 > (102-45)/2]
Bк= Lcosα+(3...5) = 30cos45°+(3...5) = 25 мм;
угол β - установки шлифовального круга относительно плоскости, перпендикулярной оси вращения круга, определяли из соотношения
β = arctg(Bк/Dmax) = arctg(25/250) = 6°,
Заданный параметр шероховатости Ra= 0,63 мкм и размеры: диаметр шейки вала и линейный размер торца с необходимой точностью были достигнуты через 0,2/0,48 = 0,41 мин, что в два раза быстрее, чем при традиционном способе шлифования.
При этом были отмечены благоприятные условия резания, виброустойчивость, минимальный нагрев заготовки. Хотя обработка проводилась при повышенной производительности съема металла, появления прижогов и микротрещин на обработанной поверхности зафиксировано не было.
Улучшились условия самозатачиваемости абразивного шлифовального круга.
Использование способа повысило производительность обработки минимум в 2 раза, позволило исключить операцию получистового шлифования благодаря улучшению шероховатости поверхности на 1-2 класса.
При этом расход абразивного инструмента снизился в половину, т. к. при известном способе шлифования требуется круг высотой не менее Bк= 50 мм.
Заявляемый способ совмещенного прерывистого шлифования ступенчатых поверхностей кругом, установленным под углом β к плоскости, перпендикулярной оси вращения, позволяет:
- увеличить период бесприжоговой работы круга за счет использования эффекта прерывистого шлифования, позволяющий снизить теплонапряженность в зоне контакта с обрабатываемой поверхностью и улучшить условия охлаждения и подачи СОЖ;
- обеспечить точное расположение шлифуемых ступенчатых поверхностей;
- повысить производительность обработки и срок службы инструмента, снизить расход абразива.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2205100C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2205101C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ И АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2190517C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2205743C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177867C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2207240C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2191677C1 |
Изобретение относится к высокоточному глубинному периферийному совмещенному шлифованию ступенчатых поверхностей заготовок из материалов, предрасположенных к дефектообразованию в виде прижогов и микротрещин. Шлифование ступенчатых заготовок осуществляют шлифовальным кругом, ось вращения которого располагают под углом α к оси вращения детали или к шлифуемой плоскости. При круглом шлифовании производят одновременное совмещенное врезное шлифование цилиндрических и торцевых поверхностей, а при плоском - ступенчатых поверхностей, образующих выпуклый и вогнутый профиль. Для обеспечения прерывистого шлифования круг устанавливают под углом β к плоскости, перпендикулярной оси его вращения. Размеры круга и угол β его установки выбирают по приведенным в изобретении расчетным формулам. Данный способ обеспечивает бесприжоговую работу круга, снижает теплонапряженность в зоне контакта, улучшает условия охлаждения и обеспечивает точное расположение шлифуемых ступенчатых поверхностей. 6 ил.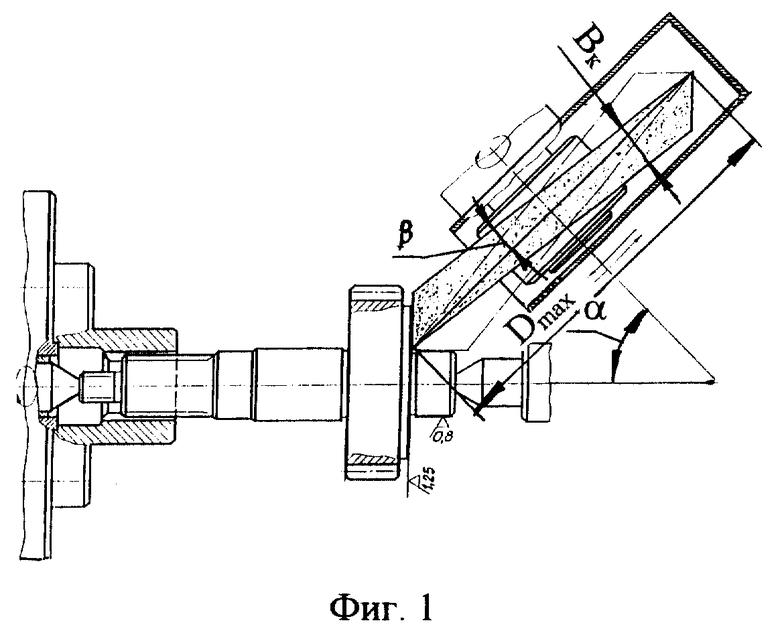
Способ совмещенного прерывистого шлифования ступенчатых заготовок, при котором шлифовальный круг вращают, перемещают относительно обрабатываемой заготовки и осуществляют одновременное врезное шлифование ступенчатых поверхностей заготовок, отличающийся тем, что шлифовальный круг устанавливают под углом β к плоскости, перпендикулярной оси его вращения, расположенной под углом α к оси вращения заготовки - при круглом шлифовании или к обрабатываемой плоскости - при плоском шлифовании, причем при круглом шлифовании одновременно обрабатывают цилиндрические и торцовые поверхности, а при плоском - поверхности, образующие выпуклый и вогнутый профиль, при этом высоту шлифовального круга и угол β выбирают из условий
BK= lcosα+(3-5)мм при L>H;
BK= Hsinα+(3-5)мм при H>L;
β = arctg(BK/Dmax),
где L - длина шлифуемой ступени, мм;
H - длина торцовой поверхности, мм;
Вк и Dmax - соответственно высота и максимальный диаметр шлифовального круга, мм.
| Способ одновременного шлифования нескольких поверхностей детали | 1990 |
|
SU1810271A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| / Под ред | |||
| Косиловой А.Г | |||
| и др | |||
| - М.: Машиностроение, 1986, т.1, с | |||
| Уровень с пузырьком | 1922 |
|
SU388A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1990 |
|
SU1823334A1 |
| Круглошлифовальный станок для наружного и внутреннего шлифования с цифровым программным управлением | 1984 |
|
SU1416294A1 |
| Переносный станок для шлифования направляющих станины токарного станка | 1960 |
|
SU142907A1 |
| Имитатор переходных процессов в сети | 1988 |
|
SU1596451A1 |
| ШТАММ БАКТЕРИЙ DESULFOVIBRIO SP. "ЭГАСТ-4", ИСПОЛЬЗУЕМЫЙ ДЛЯ ОЧИСТКИ СТОЧНЫХ ВОД ОТ ИОНОВ ТЯЖЕЛЫХ МЕТАЛЛОВ | 1998 |
|
RU2135422C1 |
| ТЕХНОЛОГИЯ ОПРЕДЕЛЕНИЯ ВЕЩЕЙ | 2010 |
|
RU2453003C2 |
