ел
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ исправления сквозной пористости отливок | 1988 |
|
SU1611677A1 |
| Способ герметизации отливок | 1983 |
|
SU1183292A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2009 |
|
RU2393053C1 |
| Способ заделки дефектов в литых деталях из магниевых сплавов | 2019 |
|
RU2718807C1 |
| СПОСОБ ЗАДЕЛКИ ДЕФЕКТОВ НА ИЗДЕЛИЯХ | 1989 |
|
SU1840497A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НЕМАГНИТНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2240910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАСТВОРЯЕМЫМ МОДЕЛЯМ ДЛЯ ПОЛУЧЕНИЯ ТОЧНЫХ ОТЛИВОК | 2011 |
|
RU2469814C2 |
| Способ получения композиционного материала с металлической матрицей | 1990 |
|
SU1831413A3 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 1990 |
|
RU2016702C1 |
| СПОСОБ РЕМОНТА ТЕПЛОНАГРУЖЕННЫХ ЭЛЕМЕНТОВ МАШИН И ОБОРУДОВАНИЯ | 2014 |
|
RU2588980C1 |
Изобретение относится к машиностроению, а именно к литейному производству, и может быть использовано для исправления дефектов отливок. Цель изобретения - расширение технологических возможностей и повышение производительности. Дефектную отливку сушат и обезжиривают. Подвергают дефектное место двух-трехкратной пропитке анаэробным герметиком с интервалом 10-20 мин. Покрывают дефектное место порошком активных металлов с дисперсностью не более 0.08 мм. Слой порошка не менее 0,2 0,3 мм. Выдерживают отливки в течение 0.25-0,5 ч при 90 110°С в атмосферной среде. Способ позволяет герметизировать сквозную пористость, трещины размером до 0,3 мм и сократить время термической обработки.
Изобретение относится к машиностроению, а именно к литейному производству, и может быть использовано для исправления дефектов отливок.
Цель изобретения - расширение технологических возможностей и повышение производительности.
Способ осуществляется следующим образом.
После испытания на плотность и установления дефектов, отливки помещают в сушильную камеру при 100-120°С на 6-12 ч для полного удаления влаги из пор или при 200-300°С в течение 2-3 ч.
После сушки дефектное место промывают кистью, смоченной ацетоном или другим растворителем, после чего отливки помещают вторично в сушильную камеру и выдерживают при 60-90°С в течение 0.5 ч для удаления остатков растворителя. Извлеченные из сушильной камеры отливки с температурой 40-60°С подвергают 2-3-кратной
пропитке анаэробным герметиком, например, Ан-1 с интервалом 10-20 мин.
После окончания пропитки дефектное место отливки присыпают мелкодисперсным порошком активных металлов с размерами частиц менее 0,08 мм слоем не менее 0.2-0.3 мм.
Пропитанные герметиком и присыпанные отливки помещают в сушильную камеру и выдерживают при 90-110°С в течение 0,25-0,5 ч, после чего герметизированные отливки проверяют на плотность под давлением.
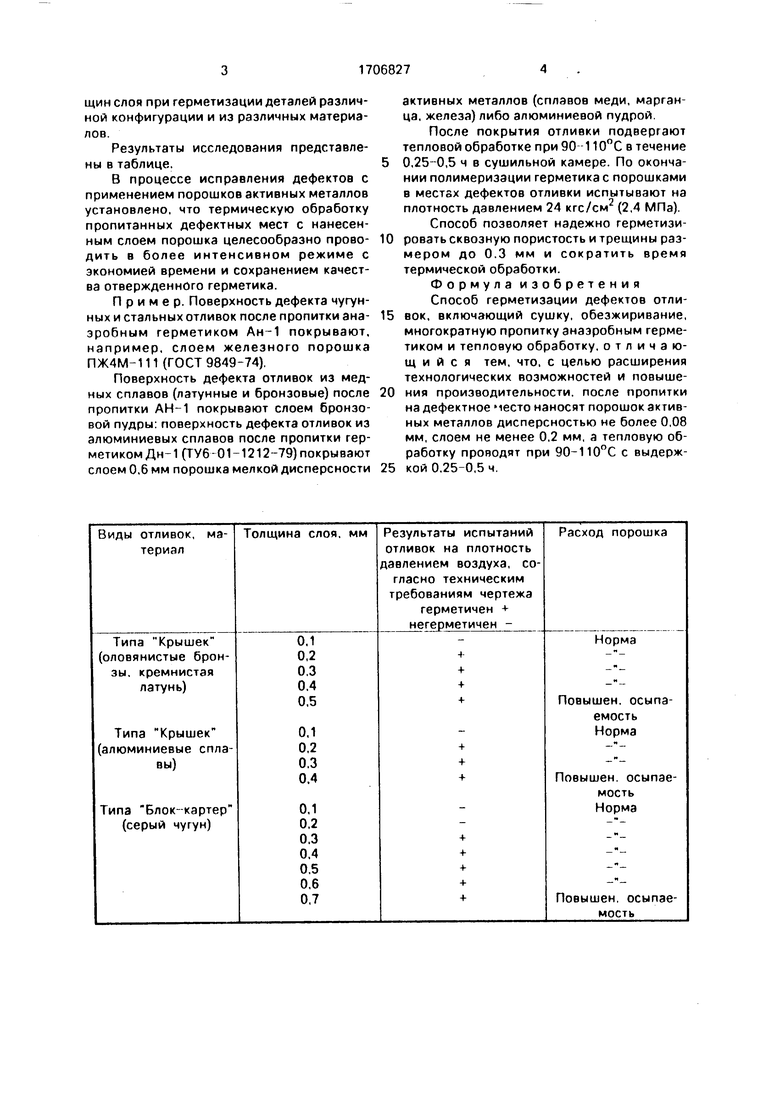
При использовании порошков дисперсностью более 0,08 мм положительного результата добиться не удается, так как в этом случае приходится наносить слишком топ стый слой порошка для эффективной защи ты герметика от воздействия кислорода воздуха, что не всегда удобно. Для порошка дисперсностью 0,08 мм проведены исо.ледо вания для определения оптимальных тол
О
о
00
ю 1
щин слоя при герметизации деталей различной конфигурации и из различных материалов.
Результаты исследования представлены в таблице.
В процессе исправления дефектов с применением порошков активных металлов установлено, что термическую обработку пропитанных дефектных мест с нанесенным слоем порошка целесообразно прово- дить в более интенсивном режиме с экономией времени и сохранением качества отвержденного герметика.
Пример. Поверхность дефекта чугунных и стальных отливок после пропитки ана- эробным герметиком Ан-1 покрывают, например, слоем железного порошка ПЖ4М-111 (ГОСТ 9849-74).
Поверхность дефекта отливок из медных сплавов (латунные и бронзовые) после пропитки АН-1 покрывают слоем бронзовой пудры: поверхность дефекта отливок из алюминиевых сплавов после пропитки герметиком Дн-1 (ТУ6-01-1212-79) покрывают слоем 0,6 мм порошка мелкой дисперсности
активных металлов (сплавов меди, марганца, железа) либо алюминиевой пудрой.
После покрытия отливки подвергают тепловой обработке при 90 110°С в течение 0,25-0,5 ч в сушильной камере. По окончании полимеризации герметика с порошками в местах дефектов отливки испытывают на плотность давлением 24 кгс/см2 (2,4 МПа).
Способ позволяет надежно герметизировать сквозную пористость и трещины размером до 0.3 мм и сократить время термической обработки.
Формула изобретения
Способ герметизации дефектов отливок, включающий сушку, обезжиривание, многократную пропитку анаэробным герметиком и тепловую обработку, отличающийся тем, что, с целью расширения технологических возможностей и повышения производительности, после пропитки на дефектное место наносят порошок активных металлов дисперсностью не более 0,08 мм, слоем не менее 0,2 мм, а тепловую обработку проводят при 90-110°С с выдержкой 0,25-0,5 ч.
| Анаэробные уплотняющие составы-гер- метики | |||
| - М.: НИИТЭХИМ НИИ полимеров, 1977. |
