Изобретение относится к способам и устройствам предварительного напряжения ленточной арматуры при изготовлении предварительно напряженных; железобетонных изделий.
Известен способ предварительного напряжения лентомной арматуры, включающий закрепление концов арматуры в упорах и последующее ее натяжение путем вращения упоров относительно продольной оси арматуры во взаимно противоположных направлениях.
Недостатком способа является то, что для получения проектного напряжения ленточной арматуры необходимо производить ее скручивание при фиксированных упорах, что приводит к неравномерному распределению напряжений по сечению ленточной арматуры, которые приводят к ее деформациям и снижению тем самым качества напряжения .
Известно устройство для фиксации напряжения арматуры, содержащее закрепленный на форме упор, захват для арматуры и установленный между упором и захватом элемент для регулирования и фиксации удлинения арматуры,
выполненный с многоступенчатой поверхностью, контактирующей с захватом.
Однако данное устройство не обеспечивает необходимое качество напряжения, так как элемент для регулирования и фиксации удлинения арматуры выполнен с многоступенчатой поверхностью
Цель изобретения - повышение кё- чества напряжения,
Эта цель достигается тем, что способ, включающий закрепление арматуры в упорах и последующее ее натяжение путем скручивания концов арN-A
vj
О
vj
Cfc
ел
атуры во взаимно противоположных направлениях, согласно изобретению, перед закреплением арматуры в упорах роизводят ее скручивание без натяжения, а последнее осуществляют путем скручивания концов арматуры во взаимно противоположных направлениях с одновременной вытяжкой арматуры вдоль продольной оси. Поставленная цель достигается также тем, что устройство .для предварительного напряжения ленточной арматуры, содержащее закрепленный на форме упор, захват для арматуры и установленный межу упором и захватом элемент для регулирования и фиксации удлинения арматуры с контактирующей с захватом многоступенчатой поверхностью, соглас но изобретению, элемент для регулирования и фиксации удлинения арматуры выполнен в виде установленных на упоре соосно продольной оси арматуры съемных полуколец, причем их контактирующая с захватом многоступенчатая поверхность выполнена с - подъемом по винтовой линии, а захват выполнен в виде закрепленного на конце арматуры рычага-пластины.
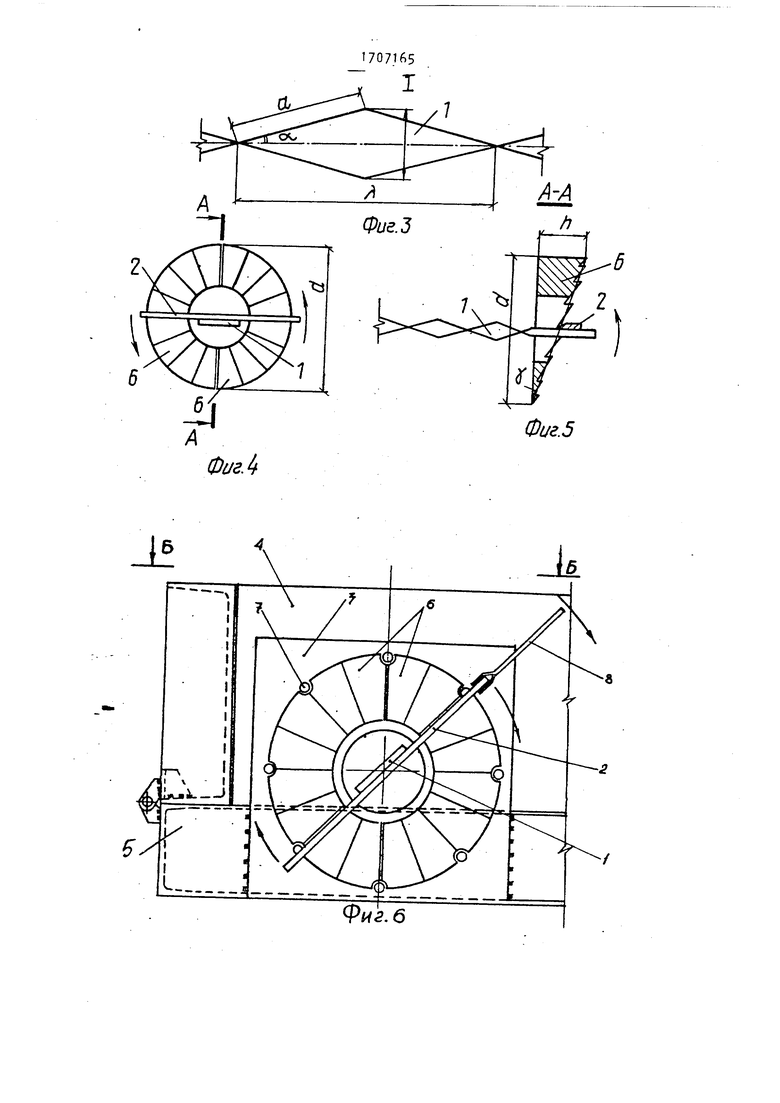
На фиг„1 показано первоначальное положение ленточной арматуры; на иг„2 - положение ленточной арматуры после предварительного скручивания без натяжения; на фиг„3 - фрагмент скрученной ленточной арматуры; на иг„ и 5 схема съемных полуколец упоров; на фиг„6 и 7 - съемные полукольца упоров на форме.
Способ осуществляется следующим образом. К .заготовке ленточной арматуры 1 закрепляют, например электросваркой,, сначала с одной стороны рычаг-пластину 2 из полосовой армату- ры, протягивают ленточную арматуру свободным концом через упоры 3 и торцовые борта k формы 5 и после этого на другом конце заготовки ленточной арматуры закрепляют второй рычаг-пластину 2, При этом расстояние между рычаг-пластинами 2 ленточной арматуры 1 (10) (длина заготовки) превышает расстояние между упорами 3 (1) на 2$ (фиг.1).
Затем путем вращения свободных
концов уложенной в форму 5 ленточной рматуры 1 во взаимно противополож- ных направлениях производят скручивание ленточной арматуры 1 без ее наяжения, в результате которого рас1654
стояние между рычагами-пластинками 2 ленточной арматуры 1 сокращается, а в конце процесса предварительного .скручивания ленточной арматуры расстояние между рычагами-пластинами
1о
10 должно стать равным расстоянию между упорами 1м, т„е. ().
Необходимое количество оборотов закручивания ленточной арматуры
1 U.
должно быть равно п -, где л шаг образующейся винтовом линии.
Величину шага винтовой линии можно определить по формуле:
А 2а cosoi (фиг. 3)
Укорочение расстояния между рычагами-пластинами за один оборот составляет:
Д10 2а - 2а cos 2a(l-cos&0 (фиг.З)
Укорочение же первоначального расстояния- между рычагами-пластинами на величину 2$ составит:
30
2& п-Д10
п-2а(1 - cosc).
5
0
5
0
Затем устанавливают на упоры 3 по два съемных полукольца 6, фиксируя их к упорам 3 потайными шпильками 7. Съемные полукольца 6 упоров 3 образуют многоступенчатую поверхность с подъемом по винтовой линии (фиг.6 и 7).:
При вращении рычагов-пластин /. во взаимно противоположных направлениях с помощью, наприме ключа 8, в съемных полукольцах 6 происходит скручивание с одновременным натяжением ленточной арматуры 1 вдоль продольной оси. При достижении заданной величины напряжения ленточной арматуры 1 рычага-пластины 2 фиксируются в съемных полукольцах 6 (фиг.4 и 5).
Удельная деформация ленточной арматуры в процессе предварительного напряжения определяется по формуле:
где б
Зр- величина допускаемого предт
варительн ого напряжения ленточной арматуры, МПа; - модуль упругости стали, МПа.|
Контролируемое абсолютное удлинение ленточной арматуры при предварительном ее напряжении равно:
А 5-1
С учетом одновременного натяжения ленточной арматуры с двух концов высота съемного полуколь-ца равна:
h.f
Необходимый угол подъема винтовой линии многоступенчатой поверхности съемных полуколец равен (фиг.5)
I
arctR ,
где d - диаметр съемных полуколец, мм.
С внутренней стороны торцовых бортов b формы .5 на ленточную арматуру с обеих сторон закрепляют пробки-шайбы, предотвращающие утечку бетонной смеси во время формирования.
После распалубки изделий натяжение арматуры 1 передается с упоров 3 на затвердевший бетон путем перерезания арматуры.
Предлагаемое техническое решение позволяет проводить одновременное скручивание ленточной арматуры с ее удлинением, уменьшить неравномерное распределение напряжения по сечению полосы и тем самым улучшить качество напряжения.
2 3 4v :,9
tt
уФормула
з о б р е т е и и г,
5
5
0
5
1. Способ предварительного напряжения ленточной арматуры, включающий закрепление арматуры в упорах и последующее ее натяжение путем скручивания концов арматуры во взаимно противоположных направлениях, отличающийся тем, что, с целью повышения качества напряжения, перед закреплением арматуры в упорах производят ее скручивание без натяжения, а последнее осуществляют путем скручивания концов арматуры во взаимно противоположных направлениях с одновременной вытяжкой арматуры вдоль продольной оси.
2. Устройство для предварительного напряжения ленточной арматуры, содержащее закрепленный на форме упор, захват для арматуры и установленный между упором и захватом элемент для регулирования и фиксации удлинения арматуры с контактирующей с захватом многоступенчатой поверхностью, о т- личающееся тем, что, с целью повышения качества напряжения, элемент для регулирования и фиксации удлинения арматуры выполнен в виде установленных на упоре соосно с продольной осью арматуры съемных полуколец, причем их контактирующая с захватом многоступенчатая поверхность выполнена с подъемом по винтовой линии, а захват выполнен в виде закрепленного на конце арматуры рычага-пластины..
7 3 2
/

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации натяжения арматуры | 1980 |
|
SU1041655A1 |
| Устройство для скручивания голов свай | 1980 |
|
SU897953A1 |
| Машина для нанизывания рыбы на прутки | 1991 |
|
SU1780684A1 |
| Патронная коробка для автомата | 2024 |
|
RU2827365C1 |
| Переносное устройство для регулирования натяжения | 2019 |
|
RU2730596C2 |
| Устройство для снятия початков и установки шпуль на прядильных машинах | 1948 |
|
SU81854A1 |
| УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ СРОСТКОВ ОПТИЧЕСКИХ ВОЛОКОН | 1996 |
|
RU2164357C2 |
| Устройство для натяжения и отпуска арматуры | 1981 |
|
SU966204A1 |
| Станок для намотки тороидальных сердечников | 1959 |
|
SU130118A1 |
| Устройство для закрепления предварительно напряженной арматуры в деревянных конструкциях | 1986 |
|
SU1344882A1 |
Изобретение относится к производству предварительно напряженных железобетонных изделий, преимущественно с ленточной арматурой Цель изобретения - повышение качества напряжения о На ленточной арматуре 1 закрепляют рычаги-пластины 2 и устанавливают ее в упоры 3. Вращением концов арматуры в противоположные стороны производят ее скручивание без натяжения„ Затем устанавливают съемные полукольца 2 с многоступенчатой поверхностью, выполненной с подъемом винтовой линии, Прм вращении их в противоположные стороны происходит скручивание и одновременно натяжение арматуры„ 7 ил„
Фиг.1
Фиг4
Фиг.5
Фиг. 6
| Искроудержатель для паровозов | 1923 |
|
SU655A1 |
| Способ предварительного напряжениялЕНТОчНОй АРМАТуРы | 1979 |
|
SU798264A1 |
