1
(21)4745245/27 (22) 13.07.89 (46)07.07.91. Бюл. №25
(71)Институт электросварки им. Е.О.Патона и Ташкентский электромашиностроительный завод Ташэлектромаш
(72)И.В.Пентегов, В.И.Береговский, В.В.Дыменко, В.Н.Конобеев, Б.П.Стемков- ский, А.Ф.Шатан и В.И.Болотько (53)621.791.75(088.8)
(56)Заруба И.И., Дыменко В.В., Болотько В.И. Применение стабилизаторов горения дуги с целью понижения напряжения холостого хода трансформаторов для дуговой сварки. - Автоматическая сварка, 1982, № 10. с.27-31.
Авторское свидетельство СССР Ms 554967, кл. В 23 К 9/00, 1974.
(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ
(57)Изобретение относится к источникам питания для дуговой сварки плавящимися электродами, а также для аргонодуговой
сварки алюминия и его сплавов неплавящимся электродом. Оно может быть исполь- зовано в качестве универсального источника питания для монтажных, ремонтных и др. работ. Цель изобретения - повышение качества сварного соединения за счет расширения функциональных возможностей устройства, снижения материалоемкости и энергопотребления. Устройство имеет основной сварочный трансформатор и вспомогательный трансформатор, последовательно соединенные между собой. При этом в режиме холостого хода работает только вспомогательный трансформатор, он значительно облегчает начальное и повторное зажигания дуги за счет напряжения своей вторичной обмотки, дополняющей напряжение вторичной обмотки основного трансформатора. Так как основной трансформатор не работает на холостом ходу, его магнитопровод рассчитан на более высокую индукцию, чем достигается уменьшение массогабаритных показателей. 2 з.п. ф-лы, 3 ил.
сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ДУГОВОЙ СВАРКОЙ ИЗДЕЛИЙ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2481929C2 |
| Устройство для электродуговой сварки | 1990 |
|
SU1710245A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1999 |
|
RU2174898C2 |
| Устройство для дуговой сварки переменным током | 1980 |
|
SU935225A1 |
| Сварочный аппарат для сварки металлическим электродом | 1991 |
|
SU1825684A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНОМ ГАЗЕ (ВАРИАНТЫ) | 1998 |
|
RU2176946C2 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1996 |
|
RU2095210C1 |
| Устройство для дуговой сварки | 1990 |
|
SU1719168A1 |
| Способ дуговой сварки плавящимся электродом переменным током и устройство для его осуществления | 1990 |
|
SU1787722A1 |
Изобретение относится к источникам питания для дуговой сварки плавящимися электродами, а также для аргонодуговой сварки алюминия и его сплавов неплавящимся электродом. Оно может быть использовано в качестве универсального источника питания для монтажных, ремонтных и др. работ. Цель изобретения - повышение качества сварного соединения за счет расширения функциональных возможностей устройства, снижения материалоемкости и энергопотребления. Устройство имеет основной сварочный трансформатор и вспомогательный трансформатор, последовательно соединенные между собой. При этом в режиме холостого хода работает только вспомогательный трансформатор, он значительно облегчает начальное и повторное зажигания дуги за счет напряжения своей вторичной обмотки, дополняющей напряжение вторичной обмотки основного трансформатора. Так как основной трансформатор не работает на холостом ходу, его магнитопровод рассчитан на более высокую индукцию, чем достигается уменьшение массогабаритных показателей. 2 з.п.ф-лы, 3 ил.
Изобретение относится к сварке и может использоваться как источник питания для дуговой сварки плавящимися электродами, а также для аргонодуговой сварки алюминия и его сплавов неплавящимся электродом.
Целью изобретения является повышение качества сварного соединения за счет расширения функциональных возможностей устройства, снижения материалоемкости и энергопотребления.
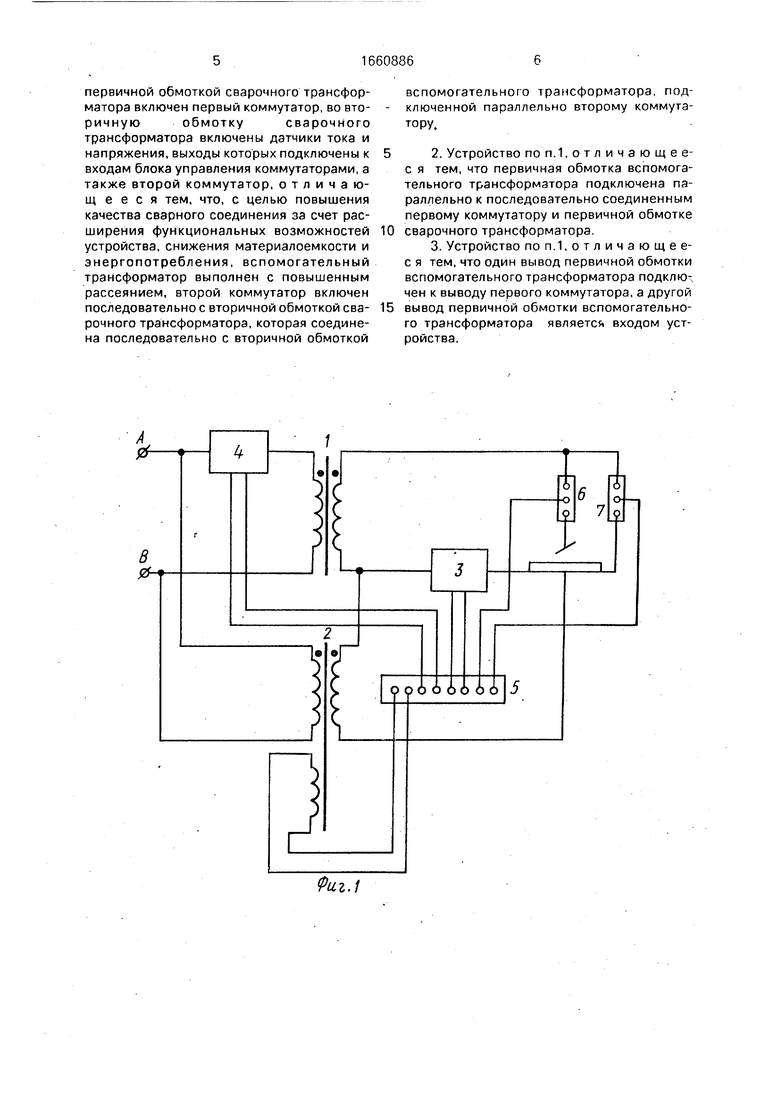
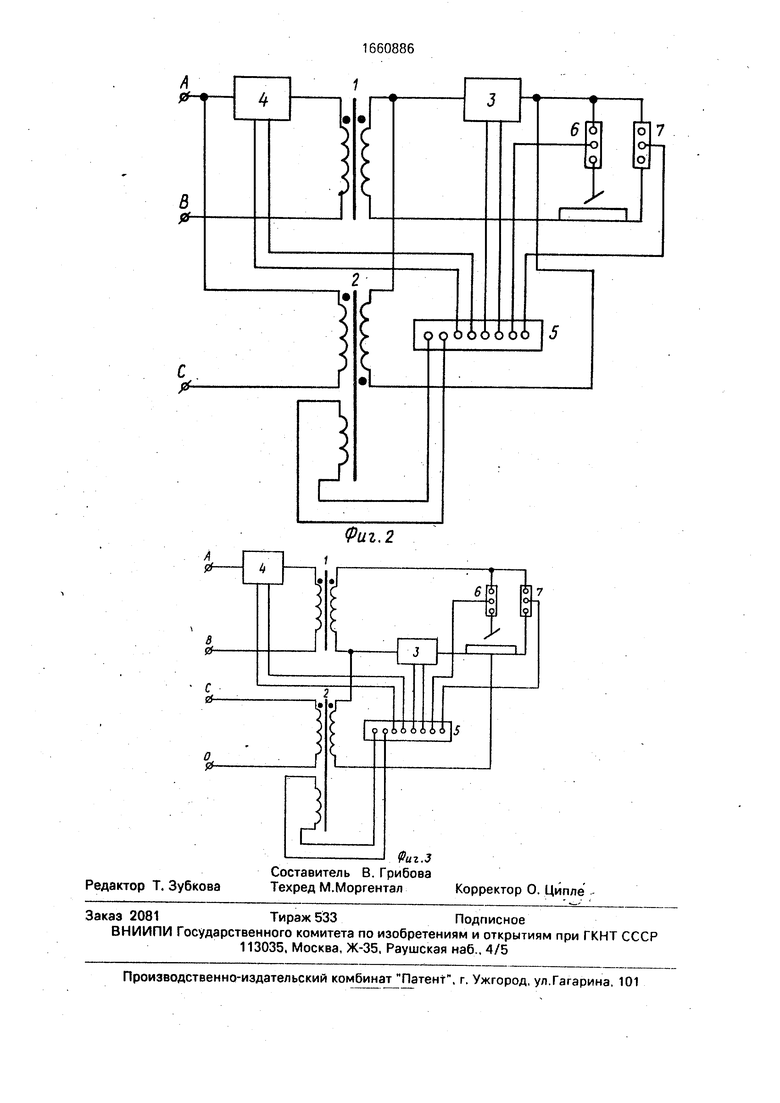
На фиг.1 приведена принципиальная электрическая схема устройства в случае подключения трансформаторов к одним и тем же фазам; на фиг.2 и 3 - то же, но первичные обмотки трансформаторов подключены к различным линейным и фазным напряжениям.
На фиг.1-3 изображены не все варианты подключения к фазным и линейным напряжениям первичных обмоток трансформаторов. Эти варианты могут быть иными - в зависимости от конкретных техо о о
00 00
о
нических и технологических требований эксплуатации устройства.
Предлагаемое устройство содержит сварочный 1 и вспомогательный 2 трансформаторы, коммутаторы 3 и 4, блок 5 уп- равления с датчиком 6 тока и датчиком 7 напряжения. Устройство состоит из основ- ного (сварочного) трансформатора 1 (см.фиг. 1), обеспечивающего процесс сварки, вспомогательного трансформатора 2, напряжение вторичной обмотки которого дополняет напряжение основного и облегчает начальное зажигание дуги, а также улучшает процесс сварки. Отдельная обмотка вспомогательного трансформатора обеспечивает питанием блок 5 управления, который служит для управления работой коммутаторов 3 и 4, получая соответствующие сигналы от датчика 6 тока и датчика 7 напряжения. Коммутаторы 3 и 4 обеспечи- вают соответственно коммутацию вторичной и первичной обмоток сварочного трансформатора.
Устройство работает следующим образом.
При подаче напряжения питания включается трансформатор 2 и к дуговому промежутку через вторичную обмотку сварочного трансформатора 1 прикладывается напряжение вторичной обмотки вспомогательно- го трансформатора 2. При закорачивании электрода на изделие в цепи двух соединенных последовательно вторичных обмотках трансформаторов 1 и 2 потечет ток. Блок 5 управления от датчика 7 тока получит в на- чале сварки информацию и коммутатор 4 откроется. С открытием коммутатора 4 включаются в работу трансформатор 1 и коммутатор 3. После прекращения сварки по сигналу датчика б тока и датчика 7 напряже- ния блок 5 управления прекращает подачу импульсов коммутаторам 3 и 4 и сварочный трансформатор 1 отключается.
Нижний предел сварочного тока устройства определяется главным образом вели- чиной индуктивности рассеяния вспомогательного трансформатора 2 (коммутатор 3 полностью закрыт) и задается конкретными технологическими требовани- ями. Этот предел обычно устанавливается величиной 5-10 А (минимально возможный ток существования сварочной дуги). Поэтому вспомогательный трансформатор 2 рассчитывается на сравнительно небольшую мощность (не более 0,5 кВт) и имеет малые массогабаритные показатели. Обмотка питания блока управления выполняется поверх первичной обмотки вспомогательного трансформатора, чтобы ее индуктивность рассеяния была минимальной, а напряжение не зависело от режима работы вторичной обмотки этого трансформатора.
Верхний предел (номинальный ток устройства) достигается при полностью открытом коммутаторе 3 и зависит от величины индуктивности рассеяния сварочного трансформатора 1, которая определяется его конструкцией. Все промежуточные значения сварочного тока устройства устанавливаются величиной угла открытия элементов (например, тиристоров) коммутатора 3.
Вспомогательный трансформатор 2 значительно облегчает начальное и повторное зажигания сварочной дуги за счет напряжения своей вторичной обмотки, дополняющее напряжение вторичной обмотки сварочного трансформатора 1, и создания угла сдвига фазы между током дуги и напряжением холостого хода устройства благодаря значительной величине индуктивности рассеяния трансформатора 2.
Кроме перечисленных выше функций, вспомогательный трансформатор создает дежурное напряжение на дуговом промежутке и обеспечивает питанием блок 5 управления устройства.
Сварочный трансформатор обеспечивает номинальный ток устройства и выполняется с напряжением холостого хода значительно меньшим, чем у традиционных сварочных трансформаторов. Величина напряжения холостого хода определяется номинальным сварочным током. Так как сварочный трансформатор на холостом ходу не работает, он может быть рассчитан на более высокую индукцию. Благодаря этим двум свойствам (низкое напряжение холостого хода и высокая индукция в магнитной системе сварочного трансформатора), сварочный трансформатор 1 выполняется менее материалоемким, чем традиционный сварочный трансформатор. Выполнение сварочного трансформатора 1 с пониженным напряжением холостого хода позволяет повысить КПД, увеличить коэффициент мощности.
Введение в устройство двух коммутаторов позволяет расширить его функциональные возможности и за счет этого повысить качество сварки.
Экономический эффект от внедрения устройства образуется, таким образом, благодаря повышению качества сварки, снижениюматериалоемкостииэнергопотребления.
Формула изобретения
первичной обмоткой сварочного трансформатора включен первый коммутатор, во вторичнуюобмоткусварочноготрансформатора включены датчики тока и напряжения, выходы которых подключены к входам блока управления коммутаторами, а также второй коммутатор, отличающееся тем, что, с целью повышения качества сварного соединения за счет расширения функциональных возможностей устройства, снижения материалоемкости и энергопотребления, вспомогательный трансформатор выполнен с повышенным рассеянием, второй коммутатор включен последовательно с вторичной обмоткой сварочного трансформатора, которая соединена последовательно с вторичной обмоткой
Риг.1
0
5
вспомогательного трансформатора, подключенной параллельно второму коммутатору.
Фиг.2
Фиг.З
