1
Изобретение относится к области сварки и может иснользоваться как источник питания для различных видов ручной автоматической и полуавтоматической сварки, особенно в случаях, требующих повышенного холостого хода источников.
Известно устройство для электродуговой сварки с вольт о добавочным трансформатором вторичная обмотка которого включена последовательно в цепь дуги, а первичная через ирнитроиный регулятор - в силовую питающую сеть.
Однако в известном устройстве включение игнитронного регулятора в первичную цепь вольтоцобавочного трансформатора при водит к тому, что при запирании игнитронов в сварочной цепи остается включенной значительная индуктивность вторичной обмотки вольтодобавочного трансформатора, в связи с чем сужается диапазон регулирования сварочных режимов, ухудщается саморегулирование процесса.
Кроме того, в этом случае основной источник питания для обеспечения стабильного горения дуги должен иметь повьпяенное
напряжение холостого хода (100-12О В), что ведет к увеличению весогабаритных характеристик всего источника.
Целью изобретения является создание такого источника питания, который улучшил бы качество сварного шва при ручной, автоматической, полуавтоматической сварке в защитных газах, под флюсом, а также открытой дугой.
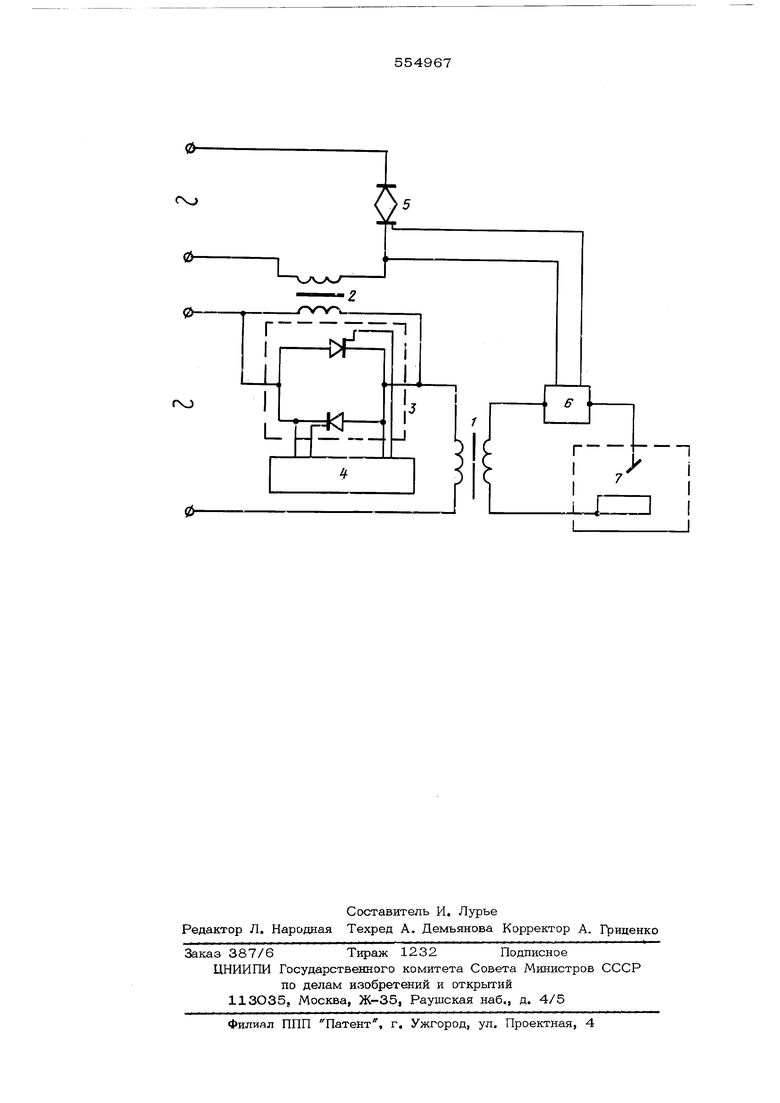
Это достигается тем, что вторичная обмотка вспомогательного трш1сформатора соединена последовательно с первичной обмоткой сварочного трансформатора и шунтирована дополнительно введенным в устройство коммутатором из встречно- параллельно включенных вентилей.
Благодаря такому включению основного и вспомогательного трштсформаторов на практике достигается высокая устойчивость горения дуги при допустимом напряжении холостого хода источника (70-75 В), плавное регулирование сварочного тока в широком диапазоне с хорошим саморегулированием процесса. Все это повышает качество сварки без увеличения весогабаритных характеристик источника и его стоимости. На чертеже представлена принштиальная схема предлагаемого устройства, Устройство содержит основной 1 и вспомогательный 2 трансформаторы, тиристорный коммутатор 3, состоящий из встречнопараллельно включенных тиристоров, блок управления 4, симистор 5, датчик 6 тока дуги и нагрузку 7. Устройство работает следующим образом После подключения устройства к сети напряжение прикладывается к трансформатору 1 и симистору 5 ( дуга еще не горит, т.е. нагрузка 7 отключена), так как ток во вторичной цепи отсутствует и датчик тока не вырабатывает управляющий сигнал. Блок управления 4 все время вырабаты- вает управляющие сигналы для тиристорног коммутатора, сдвинутые по фазе с напряже нием сети, питающей основной трансформатор 1, После поджигания дуги (прдключает нагрузка 7) во вторичной цепи трансформатора 1 появляется ток, датчик тока 6 вы- рабатывает отравляющий сигнал и симистор 5 открывается. Рассмотрим работу устройства после за жигания дуги. В момент прохождения тока через нуль тйристорный коммутатор 3 закрывается. При этом на трансформаторе 1 возникает бросок напряжения; равный сумм напряжения сети, питающей трансформатор и напряжения, снимаемого со вторичной об мотки трансформатора 2. Это способствует четкому возбуждению дуги. Дуга возбуждается и ток течет через вторичную обмотку вспомогательного трансформ тора 2 с падающей характеристикой и первичную обмотку трансформатора 1. Поэтому в течение части полупериода (когда тйристорный коммутатор 3 закрыт) течет небольщой ток, однако достаточный для поддержания дугового разряда. Когда блок управления 4 выработает управляющий импульс, тйристорный коммутатор 3 открывается и сварочный ток ( с первичной стороны) течет через тйристорный коммутатор 3 и трансформатор 1. Начиная с этого момента полупериода сварочный ток возрастает, так как на этом интервале питание осуществляется от источника с жесткой характеристикой. После прохождения свароч-ного тока через нуль коммутатор 3 закрывается и процесс повторяется, В случае обрыва дуги датчик тока 6 прекращает вырабатывать управляющий сигнал, симистор 5 закрывается и на трансформаторе 1 в нерабочем состоянии остается пониженное напряжение, удовлетворяющее условиям техники безопасности. Для устранения насыщения магнитной системы сварочного трансформатора 1 при первонашльном включении в блок управления тиристорного ключа 3 введен фазовращатель, обеспечивгяощий автоматическое плавное изменение фазы, включения тиристорного коммутатора при первоначальном включении в течение нескольких полупериодов напряжения сети. Необходимо отметить, что основной 1 и вспомогательный 2 трансформаторы могут запитываться как от одной и той же фазы, так и от разных фаз. Питание от разных фаз позволяет понизить нагфяжение вспомогательного трансформатора 2. Ф о р м у л а р е т е н и я Устройство для электроду1 овой сварки, содержащее сварочный трансформатор и вспомогательный трансформатор, в первичную обмотку которого включен коммутатор, управляющая цепь которого соединена с дат чиком параметра дуги, включенным в сварочную цепь, отличающееся тем, что, с целыо повыщенич качества сварки, вторичная обмотка вспомогательного трансформатора соединена последовательно с первичной обмоткой сварочного трансформатора и щунтирована дополнительно введенным в устройство коммутатором из встречно-параллельно включенных вентилей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой сварки | 1990 |
|
SU1710245A1 |
| Устройство для дуговой сварки переменным током со стабилизацией дуги | 1973 |
|
SU589099A1 |
| Устройство для дуговой электросварки | 1976 |
|
SU996123A1 |
| Ограничитель напряжения холостого хода сварочных трансформаторов | 1988 |
|
SU1539016A1 |
| Ограничитель напряжения холостого хода сварочного трансформатора | 1982 |
|
SU1074674A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| Устройство для сварки | 1984 |
|
SU1268339A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1996 |
|
RU2095210C1 |
| Способ дуговой сварки плавящимся электродом переменным током и устройство для его осуществления | 1990 |
|
SU1787722A1 |
| ТИРИСТОРНЫЙ КОММУТАТОР ТРАНСФОРМАТОРНОЙ НАГРУЗКИ | 2005 |
|
RU2281604C1 |