Изобретение относится к технологии изготовления радиоэлектронной аппаратуры (РЭА), в частности к способу подготовки полуфабриката из электромонтажного кабеля ; состоящего из набора ленточных шлейфов электрической взаимосвязи контактов расположенных этажеркой печатных плат.
Цель изобретения - упрощение технологии изготовления, т.е. упрощение коорди- натно-ориентирующих операций процесса установки зон электромонтажного кабеля под обработку при изготовлении, полуфабриката.
/
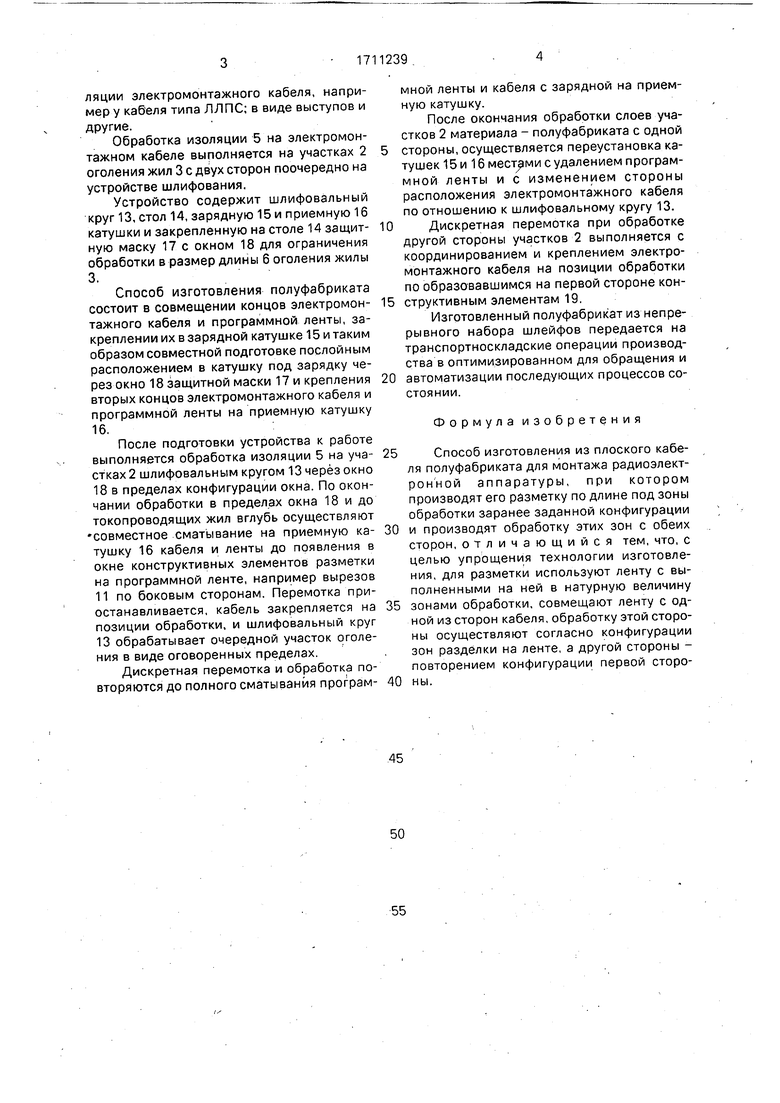
На фиг.1 показан полуфабрикат на катушке, изготовленный предлагаемым спосо бом; на фиг.2 - сочлененное расположение обрабатываемого плоского электромонтаж- ного кабеля и программной ленты; на фиг.З- часть программной ленты; на фиг.4 - участок электромонтажного кабеля после обработки с одной стороны в сочлененном с программной лентой состоянии на фиг.5 - узел I на фиг.4; на фиг.6 - этажерка печатных плат со шлейфами из полуфабриката; на фиг.7- устройство для обработки кабеля; на фиг.8 - вид А на фиг.7 (без шлифования); на фиг.9 - разрез Б-Б на фиг.7.
Полуфабрикат, изготовленный из электромонтажного кабеля 1, состоит из оголенных участков 2 токопроводящих жил 3 и участков 4 с изоляционными слоями (изоляцией) 5 с двух сторон жил 3.
Длина 6 оголенного участка 2 не менее удвоенной длины концов шлейфов с целью образования при разрезке по месту монтажа в РЭА конца одного шлейфа и начала другого.
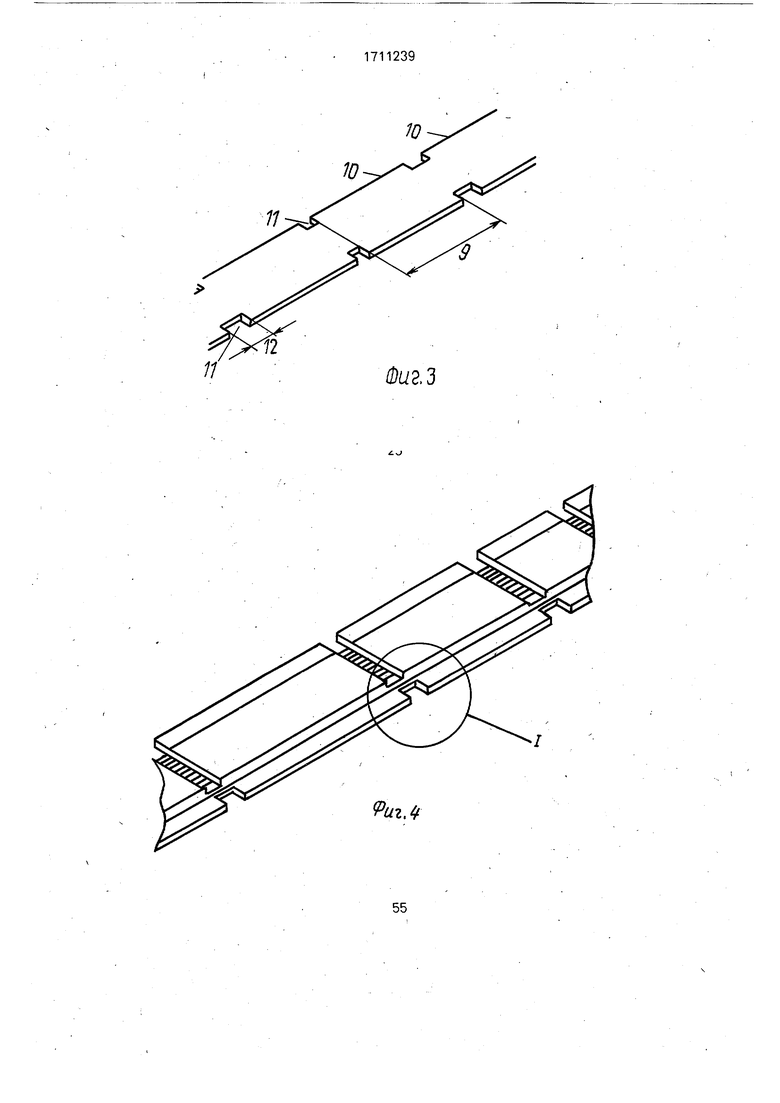
Длина 7 участков 4 с изоляцией 5 соответствует расстоянию между электрически взаимосвязываемыми печатными платами 8 в этажерке РЭА.
Для изготовления полуфабриката предлагаемым способом изготавливается программная лента, на которой на длинах 9 участков 10 выполнена, к примеру, разметка вырезами 11 участков 12 в полном соответствии с длиною 7 участков 4 изоляции 5 будущего после изготовления полуфабриката.
Возможны различные варианты исполнения программной ленты и конструктивных элементов программирования расстояний на ней: в виде отверстий для фотосчитывателей; в виде черного контура на белом фоне при просвечивающейся изоСО
ю со ю
ляции электромонтажного кабеля, например у кабеля типа ЛЛПС; в виде выступов и другие.
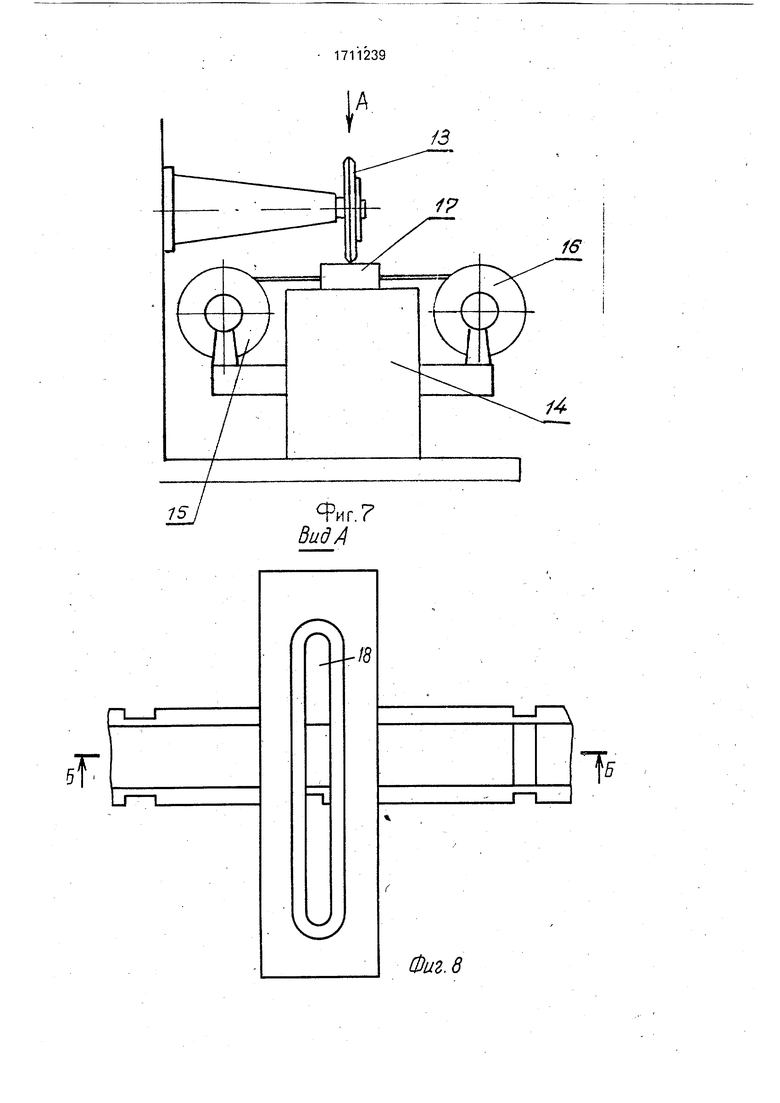
Обработка изоляции 5 на электромонтажном кабеле выполняется на участках 2 оголения жил 3 с двух сторон поочередно на устройстве шлифования.
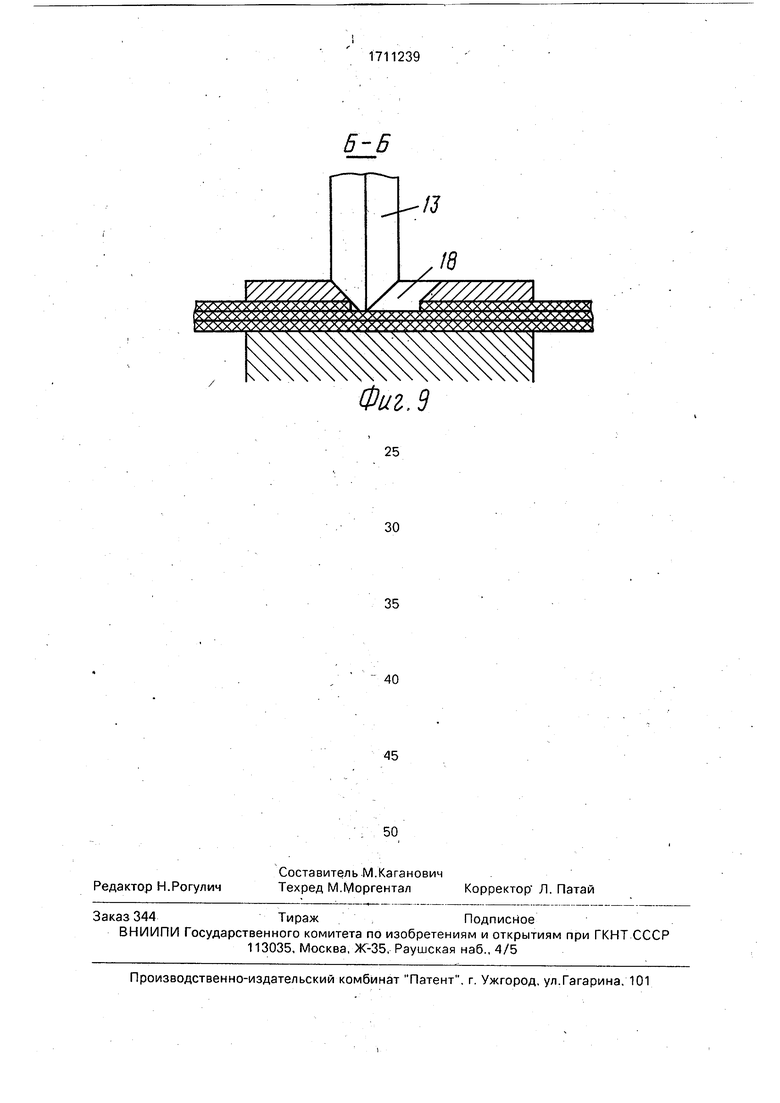
Устройство содержит шлифовальный круг 13, стол 14, зарядную 15 и приемную 16 катушки и закрепленную на столе 14 защитную маску 17 с окном 18 для ограничения обработки в размер длины 6 оголения жилы
з.
Способ изготовления полуфабриката состоит в совмещении концов электромонтажного кабеля и программной ленты, закреплении их в зарядной катушке 15 и таким образом совместной подготовке послойным расположением в катушку под зарядку через окно 18 защитной маски 17 и крепления вторых концов электромонтажного кабеля и программной ленты на приемную катушку 16.
После подготовки устройства к работе выполняется обработка изоляции 5 на участках 2 шлифовальным кругом 13 через окно 18 в пределах конфигурации окна. По окончании обработки в пределах окна 18 и до токопроводящих жил вглубь осуществляют совместное сматывание на приемную катушку 16 кабеля и ленты до появления в окне конструктивных элементов разметки на программной ленте, например вырезов 11 по боковым сторонам. Перемотка приостанавливается, кабель закрепляется на позиции обработки, и шлифовальный круг 13 обрабатывает очередной участок оголения в виде оговоренных пределах.
Дискретная перемотка и обработка повторяются до полного сматывания программной ленты и кабеля с зарядной на приемную катушку.
После окончания обработки слоев участков 2 материала - полуфабриката с одной
стороны, осуществляется переустановка катушек 15 и 16 местами с удалением программной ленты и с изменением стороны расположения электромонтажного кабеля по отношению к шлифовальному кругу 13.
Дискретная перемотка при обработке другой стороны участков 2 выполняется с координированием и креплением электромонтажного кабеля на позиции обработки по образовавшимся на первой стороне конструктивным элементам 19.
Изготовленный полуфабрикат из непрерывного набора шлейфов передается на транспортноскладские операции производства в оптимизированном для обращения и
автоматизации последующих процессов состоянии.
Формула изобретения
Способ изготовления из плоского кабеля полуфабриката для монтажа радиоэлект- ронной аппаратуры, при котором производят его разметку по длине под зоны обработки заранее заданной конфигурации
и производят обработку этих зон с обеих сторон, отличающийся тем, что, с целью упрощения технологии изготовления, для разметки используют ленту с выполненными на ней в натурную величину
зонами обработки, совмещают ленту с одной из сторон кабеля, обработку этой стороны осуществляют согласно конфигурации зон разделки на ленте, а другой стороны - повторением конфигурации первой стороны.
Й/г./
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коммутационного модуля | 1986 |
|
SU1429352A1 |
| Способ подготовки электрических проводов к монтажу | 1982 |
|
SU1241342A1 |
| Кабель для аварийного отключения | 1980 |
|
SU866579A1 |
| Жгут и шаблон для раскладки проводов в жгут | 1986 |
|
SU1496020A1 |
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1672598A1 |
| ПЕЧАТНЫЙ КАБЕЛЬ (ВАРИАНТЫ) | 2005 |
|
RU2308177C2 |
| Устройство для изготовления жгутов из проводов | 1986 |
|
SU1441493A1 |
| АППАРАТ ДЛЯ УВЧ-ТЕРАПИИ | 1991 |
|
RU2008947C1 |
| Способ изготовления печатных кабелей | 2015 |
|
RU2606395C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСОЕДИНЕНИЯ ПЛОСКОГО ПЕЧАТНОГО КАБЕЛЯ | 2002 |
|
RU2234777C1 |

Изобретение относится к электротехнике, в частности к кабельной технике. Цель изобретения - упрощение технологии изготовления. Способ изготовления полуфабриката состоит в совмещении концов электромонтажного кабеля и программной ленты и последующей обработке шлифовальным кругом кабеля с обеих сторон согласно конфигурации программнойленты. 9 ил.
Фиг.2
ю
/;
ю
Фиг.з
Риг. 4
9 ёпф
eesiiii
9иг. ВидА
F
/3
If
Фиг. 8
В-Б
СХХХХХХ
У///////,
yvXXXXAXXAiy
/
19
Фиг. 9
| Ларин Ю.Т., Плетнева И.М | |||
| Ленточные провода | |||
| М.: Энергоиздат, 1982, с | |||
| Прибор, автоматически записывающий пройденный путь | 1920 |
|
SU110A1 |
