Ри,г.15
Изобретение относится к радиотехническим устройствам и к способу вы- |полнения электрической взаимосвязи между радиоэлементами.
Цель изобретения - повышение производительности процесйа.
На фиг,1 изображена сборочная единица общий вид; ка фиг.2 - коммутационный модуль сборочной едиии- гцы общий на фиг.З - узел I на на фиг.4 - вид А на фиГвЗ; на фиг о 5 - участок печатной платы с Iрасположенными вдоль наружного контура линиями контактных площадок и отверстий электромеханического креп- ;леиия концов проводов; на фиг.б - разрез В-Б ка фиг.,5 (с механическим крегше таем концов переьаычек прошивкой эластичным непрерывным материалом к электромеханическим кpeплeниe f кошхой проводов к контактным площадкам пайкой)5 на - разновидность коммутационного модуля и его механического крепления к печатной шште; на фиг,8 - устройство для из- готовлегшя комнутационного модуля| на фиг«9 - часть поворотного основа-, НИИ с разложенным материалом увязки на фиг,.10 - вид В на фиг,9j на фиг.П раскладка злектромннтажного провода при горизонтальном положении основания ка устройстве для изготовления :коммутационного.модуля; на фиг,12 раскладка провода при вертикальном положении основания на устройство для изготовления коммутационного модуля; на фиг«13 - .раскладка провода при йертикально опрокинутом положении основаняя на устройстве для изготовле .кия коммутациошгого н.одуля; на фиг 14 - разрез на фиг.4{ на фиг.13 - участок коммутационного модуля на осн05 зании при уБязке ствола; на фиг,6 --то же, при увязке концов проводов; на фиГв17 - то же, при подготовке концов проводов.
Сборочная единица выполнена в ви де печатной платы 1 с контактами 2 по стороне 3 жесткой части соедини- Геля элактр1гческой взаимосвязи с дру- i HMH сборочнь&ш единицами радиоэлект- рснкого изделия., комг- тационньм моду п&н 4 по трем сторонам 3 - 7j ра,аио- злемантавд 8 с электромеханическим креплением к топологии проводников фольгнрованных слоев на плоскостях 9 и 10, Фольгированные проводники 11 от контактов радиоэлементов 8 плос
s
0
5
0
5
0
5
O
костей 9 и 10 по топологии расположения окан.чиваются рядами 12 контактных площадок 13 вдоль сторон 5-7 (фиг.5).
Коммутационш.-1й модуль 4 (фиг.2-4) состоит из перемычек 14 электрической взаимосвязи контактных площадок 13 5 злектромонталных проводов 15, скрепленных непрерьшньм по длине эластичным материалом - ниткой 16 по стволу 17 концов 18 перемычек 14.
По форме коммутационный модуль соответствует форме расположения сторон 3, 5 - 7 печатной платы 1, а его ствол 17 содержит поверхность 19 прилегания к торцовой поверхности 20 контура печатной платы (фиг.4) или П-образную поверхность 21 одновременного прилегания ствола к поверхности 20 и плоскостям 9 и 10 (фиго7 и 10),
Крепление коммутационного модуля 4 к печатной плате I, как и изготовление, выполнено материалом - ниткой 16 прошивкой через отверстия 22 (фиг.5 и 7) петлями 23 - 25 по стволу и охватом концов 18 вдоль рядов 12 (фиг.б, 7 и 14).
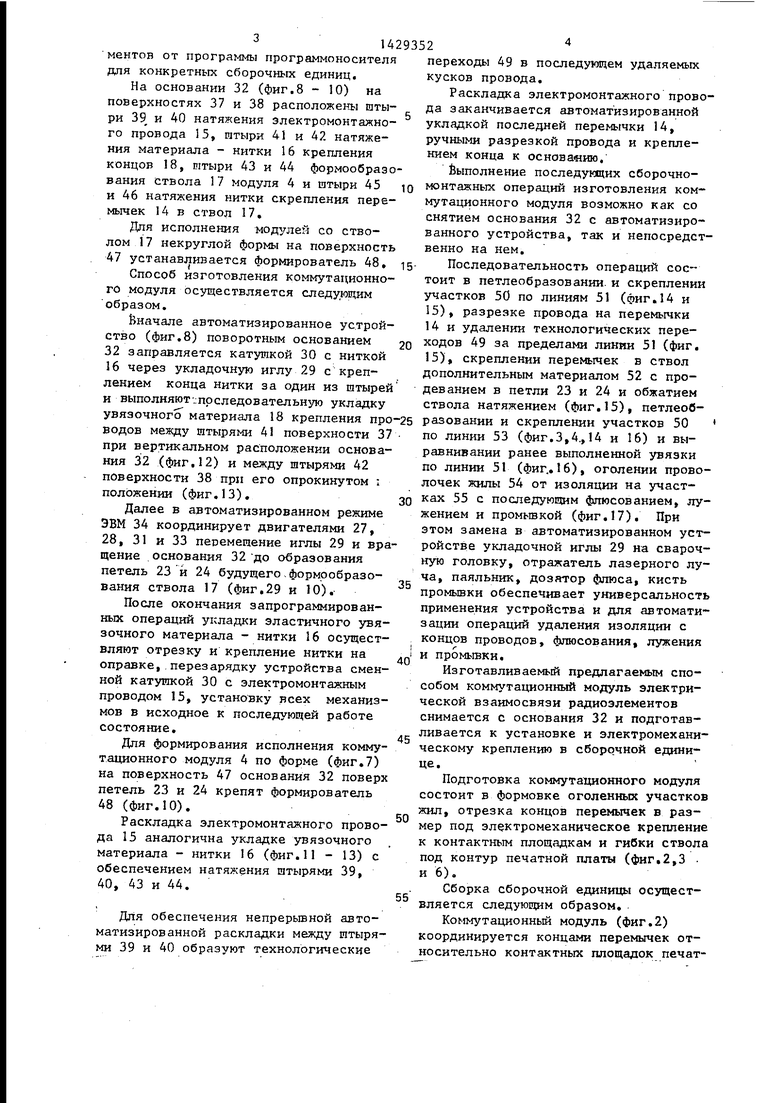
Изготовление коммутационного модуля электрической взаимосвязи радио- . элементов заключается в выполнении { сборочно-монтажных операций на автоматизированном устройстве с управлением перемещениями программой электронно-вычислительной машины (фиг.8).
Устройство, реализующее способ изготовления коммутационного модуля j состоит из расположенных на станине 26 двигателей 27 и 28 перемещения укладочной иглы 29 с проводом 15 или ниткой 16 от сменных катушек 30, дви гателя 31 дискретного вращения основания 32 в горизонтальное (фиг,8 и 11), вертикальное (фиг.12) и опрокинутое положения (фиг.13) и двигателя 33 вертикальной подачи, механизмов вращения основания и плоскопараллёль- ного перемещения иглы и оЪравки в Трех взаимно перпендикулярных плоскостях пространства, электронно-вычислительной машины 34 (ЭВМ) с каналом 35 подачи электрических сигналов от программоносителя (не показан)
1
Основаниа 32 с осью 36 аращения является специализированной оснасткой изготовления коммутационньк модулей с конкретч и принципиальной электрической с ;гмой взаимосвязи рад1;озлементов от программы программоносителя для конкретных сборочных единиц.
На основании 32 (фиг.8 - 10) на поверхностях 37 и 38 расположены штыри 39 и 40 натяжения электромонтажного провода 15, штыри 41 и 42 натяжения материала - нитки 16 крепления концов 18, штыри 43 и 44 формообразования ствола 17 модуля 4 и штыри 45 к 46 натяжения нитки скрепления перемычек 14 в ствол 17,
Для исполнения модуле: со стволом 17 некруглой формы на поверхность 47 устанавливается формирователь 48,
Способ изготовления коммутационного модуля осуществляется следующим образом.
Йначале автоматизированное устройство (фиг,8) поворотным основанием 32 заправляется катушкой 30 с ниткой 16 через укладочную иглу 29 с креплением конца нитки за один из штырей
Последовательность операций состоит в петлеобразовании, и скреплении участков 50 по линиям 51 (фиг,14 и 15), разрезке провода на перемычки 14 и удалении технологических переходов 49 за пределами линии 51 (фиг, 15), скреплении перемычек в ствол дополнительным материалом 52 с продеванием в петли 23 и 24 и обжатием ствола натяжением (фиг,15), петлеоби выполияют-:прследовательную укладку
увязочного материала 18 крепления про-25 разовании и скреплении участков 50 водов между штырями 41 поверхности 37 по линии 53 (фиг,3,4.,14 и 16) и выпри вертикальном расположении основа- равнивании ранее выполненной увязки кия 32 (фиг, 12) и между штырями 42 по линии 51 (Фиг., 16), оголении прово- поверхности 38 при его опрокинутом : лочек жилы 54 от изоляции на участ30
положении (фиг,13),
Далее в автоматизированном режиме ЭВМ 34 координирует двигателями 27, 28, 31 и 33 перемещение иглы 29 и вращение основания 32 до образования петель 23 и 24 будущего,формообразования ствола 17 (фиг,29 и 10),
После окончания запрограммированных операций укладки эластичного увя- зочного материала - нитки 16 осуществляют отрезку и крепление нитки на оправке,.перезарядку устройства сменной катушкой 30 с электромонтажным проводом 15, установку всех механизмов в исходное к последующей работе состояние.
Для формирования исполнения коммутационного модуля 4 по форме (фиг,7) на поверхность 47 основания 32 поверх петель 23 и 24 крепят формирователь 48 (фиг,10),
Раскладка электромонтажного провода 15 аналогична укладке увязочного материала - нитки 16 (фиг,11 - 13) с обеспечением натяжения штырями 39, 40, 43 и 44.
Для обеспечения непрерьюной автоматизированной раскладки между штырями 39 и 40 образуют технологические
35
40
45
50
55
ках 55 с последующим флюсованием, лужением и промьшкой (фиг,17), При этом замена в автоматизированном устройстве укладочной иглы 29 на сварочную головку, отражатель лазерного луча, паяльник, дозатор флюса, кисть промьтки обеспечивает универсальность применения устройства и для автомати- зации операций удаления изоляции с концов проводов, флюсования, лужения и промьюки.
Изготавливаемый предлагаемым способом коммутационный модуль электрической взаимосвязи радиоэлементов снимается с основания 32 и подготавливается к установке и электромеханическому креплению в сборочной единице.
Подготовка коммутационного модуля состоит в формовке оголенных участков жил, отрезка концов перемычек в размер под электромеханическое крепление к контактным площадкам и гибки ствола под контур печатной платы (фиг,2,3 и 6),
Сборка сборочной единицы осуществляется следующим образом,
Коммутационньш модуль (фиг,2) координируется концами перемычек относительно контактных площадок печатпереходы 49 в последующем удаляемых кусков провода.
Раскладка электромонтажного провода заканчивается автоматизированной укладкой последней перемычки 14, ручными разрезкой провода и креплением конца к основа«ию.
Выполнение последующих сборочно- монтажных операций изготовления коммутационного модуля возможно как со снятием основания 32 с автоматизированного устройства, так и непосредственно на нем.
Последовательность операций состоит в петлеобразовании, и скреплении участков 50 по линиям 51 (фиг,14 и 15), разрезке провода на перемычки 14 и удалении технологических переходов 49 за пределами линии 51 (фиг, 15), скреплении перемычек в ствол дополнительным материалом 52 с продеванием в петли 23 и 24 и обжатием ствола натяжением (фиг,15), петлеобразовании и скреплении участков 50 по линии 53 (фиг,3,4.,14 и 16) и выравнивании ранее выполненной увязки по линии 51 (Фиг., 16), оголении прово лочек жилы 54 от изоляции на участ0
5
0
5
0
5
ках 55 с последующим флюсованием, лужением и промьшкой (фиг,17), При этом замена в автоматизированном устройстве укладочной иглы 29 на сварочную головку, отражатель лазерного луча, паяльник, дозатор флюса, кисть промьтки обеспечивает универсальность применения устройства и для автомати- зации операций удаления изоляции с концов проводов, флюсования, лужения и промьюки.
Изготавливаемый предлагаемым способом коммутационный модуль электрической взаимосвязи радиоэлементов снимается с основания 32 и подготавливается к установке и электромеханическому креплению в сборочной единице.
Подготовка коммутационного модуля состоит в формовке оголенных участков жил, отрезка концов перемычек в размер под электромеханическое крепление к контактным площадкам и гибки ствола под контур печатной платы (фиг,2,3 и 6),
Сборка сборочной единицы осуществляется следующим образом,
Коммутационньш модуль (фиг,2) координируется концами перемычек относительно контактных площадок печатндй Штаты (фиг,5), механически зак- рЕ|1пляется через отверстия 22 как по Ридам 12 (фиг,6), .так и пайкой оголённых концов жилы к соответствующим кфнтактным площадкам печатной платы. Дли исполнения сборочной единицы с охватывающим печатную плату по контуру и по трем Поверхностям комиута- uiiOHHHM модулем механическое закреп- л|бние обхватом стволовой части осу- щ|вствляаот установкой модуля совмест- н|о с формирователем 48, предвари- т1ельной прошивкой отверстий ниткой, у|калением формирователя окончатель- i4iM обжатием ствола натяжением увязоп rioro материала и креплением его кон- фв.
форму ла изобретения Способ изготовления коммутационно- i|o модуля, включающий раскладку провода на поворотном основании между
направляющими элементами с участками параллельного расположения проводов, зачистку от изоляции на параллельных участках проводов и разрезку проводо отличающийся тем, что, с целью повышения производительности процесса, перед раскладкой проводов на основание укладьгоают эластичную нить зигзагообразно поперек и вдоль основания, раскладку проводов осущесвляют на зигзагообразно уложенную нить поперек основ ания, а участки параллельно расположенных проводов раскладывают на зигзагообразно уложенную эластичную нить вдоль основания, разрезку проводов осуществляют после их раскладки на основании, после разрезки осуществляют увязьшание эластичной нитью всех проводов, после чего осуществляют зачистку от изоляции на параллельных участках проводов.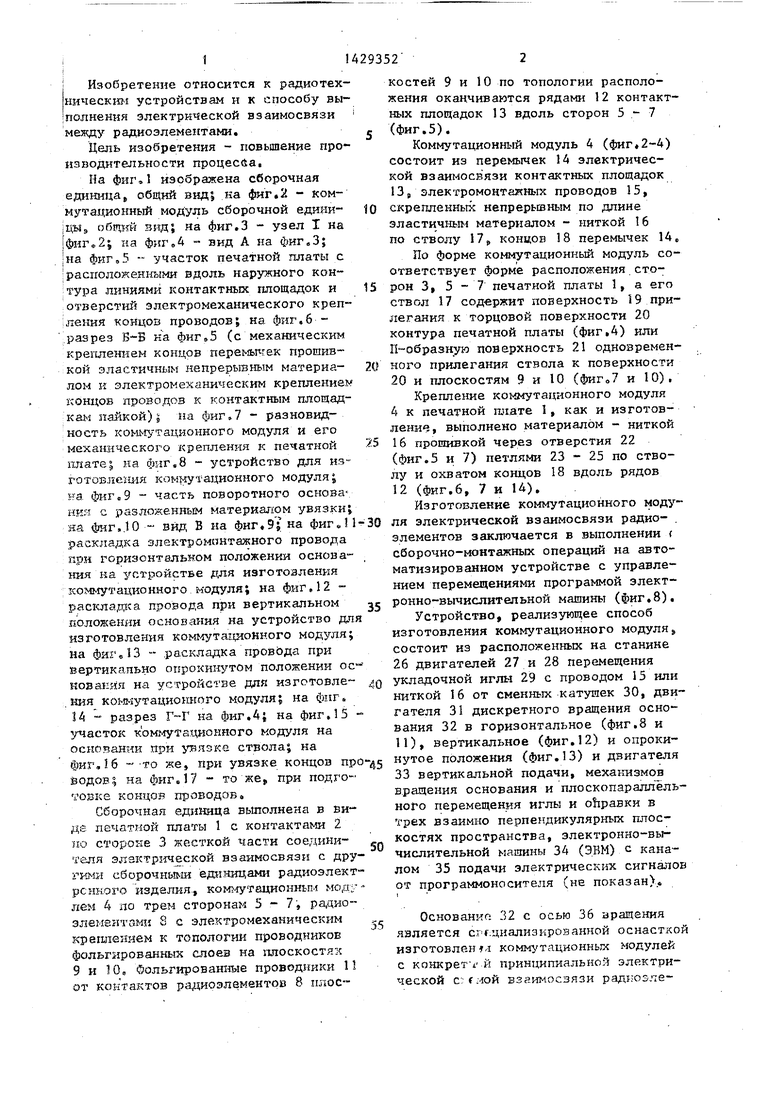

| название | год | авторы | номер документа |
|---|---|---|---|
| Жгут и шаблон для раскладки проводов в жгут | 1986 |
|
SU1496020A1 |
| Способ изготовления жгутов из электромонтажных проводов | 1984 |
|
SU1267642A1 |
| Способ изготовления жгута | 1981 |
|
SU1075456A1 |
| Шаблон для раскладки проводов в жгут | 1985 |
|
SU1429351A1 |
| Шаблон для раскладки проводов в жгут | 1985 |
|
SU1302451A1 |
| Способ раскладки проводов при монтаже | 1984 |
|
SU1241539A1 |
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1672598A1 |
| Способ изготовления жгута | 1984 |
|
SU1241538A1 |
| Автомат для подготовки электрическихпРОВОдОВ K МОНТАжу | 1978 |
|
SU845207A1 |
| Способ лужения проводов печатных плат | 1988 |
|
SU1512728A1 |







Изобретение относится к области радиоэлектроники. Способ изготовления коммутационного модуля (КМ) реализован в устройстве и состоит в петлеобразовании и скреплении участков 50 по линиям 51, разрезке провода на перемычки 14 и удалении технологических переходов за пределами линии 51, скреплении перемычек в ствол дополнительным материалом 52 и продеванием в петли 23,24 с обжатием ствола натяжением, петлеобразовании и скреплении участков 50 по линии 53 и вьфав- нивании ранее выполненной увязки по линии 51, оголении проволочек жилы от изоляции на участках с последукацим флюсованием, лужением и промывкой. Изготовленный КМ электрической взаимосвязи радиоэлементов снимается с основания и подготавливается ж установке и электромеханическому креплению в сборочной единице. Подготовка КМ состоит в формовке оголенных участков жил, отрезке концов перемычек в размер под электромеханическое крепление к контактным. площадкам и гибкие ствола под контур печатной платы. Способ высокопрс1изводителен, 17 ил. (Л с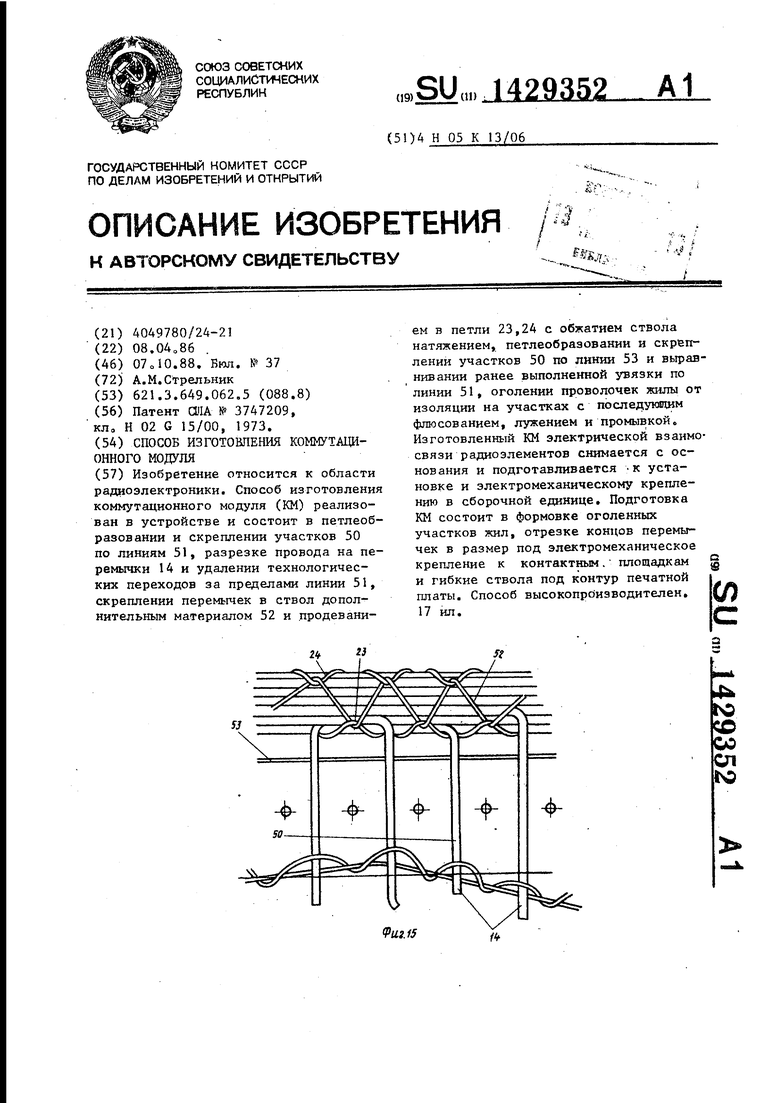
9иг.1
/
9uz.3
ВидА
9и.гЛ
19
fpuz.5
6 Б
2f
J
27
3
Ви.дд
(Риг. If
(Рм.П
.}3
51
Г-Г
9иг. 1
аг. 16
5
fU2.17
| Патент ША № 3747209, кло Н 02 G 15/00, 1973. |
