Изобретение относится к оборудованию технологии сборочно-монтажного производства работ выполнения электрической взаимосвязи между контакт- ными элементами электромонтажными проводами и может найти применение в электро- и радиотехнике, приборостроении и электротехнике.
Цель изобретения - расширение экс- плуатационных возможностей.
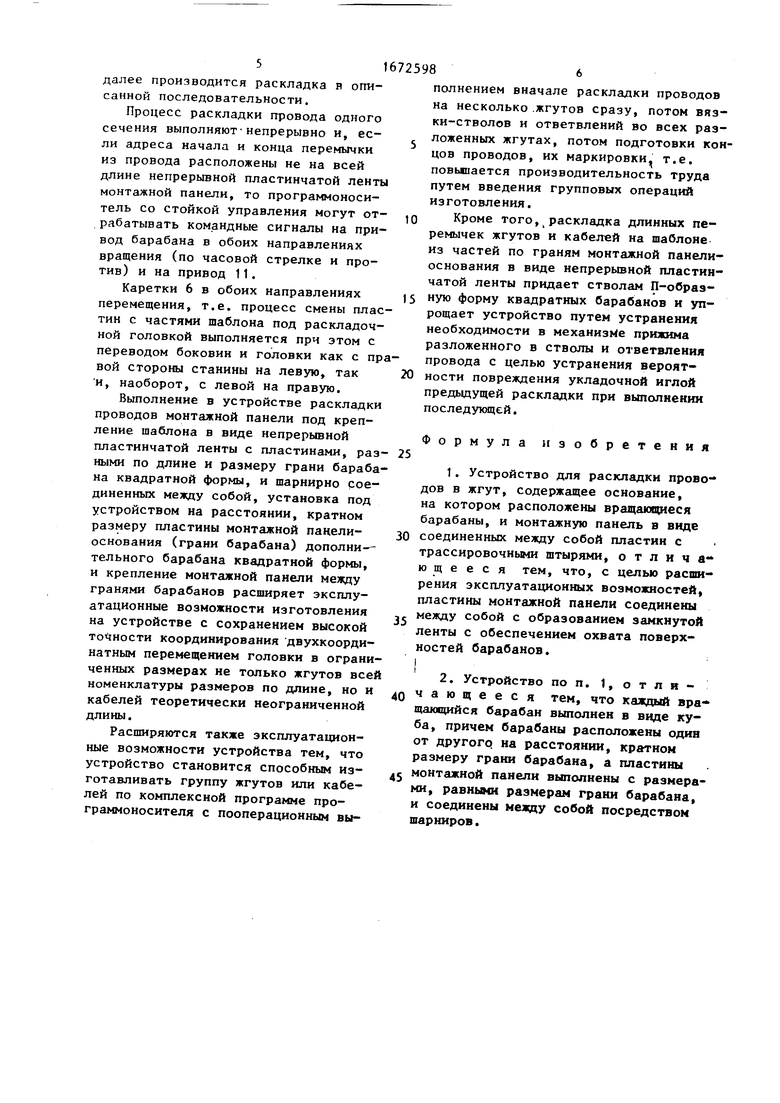
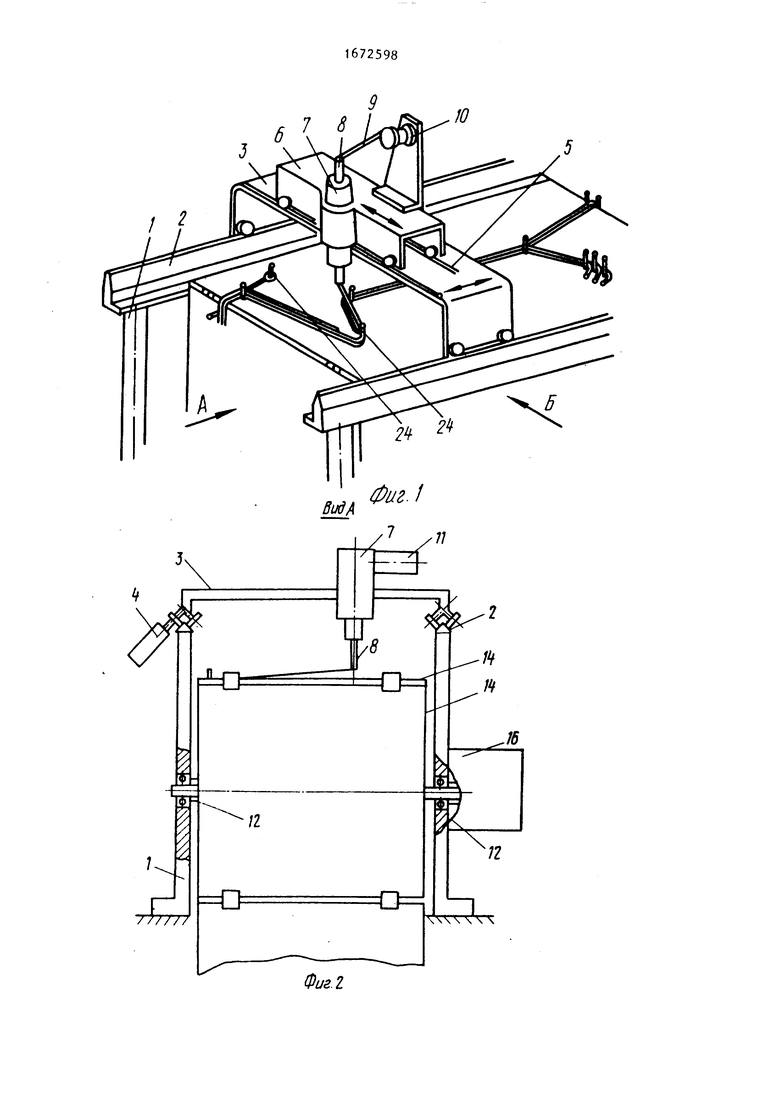
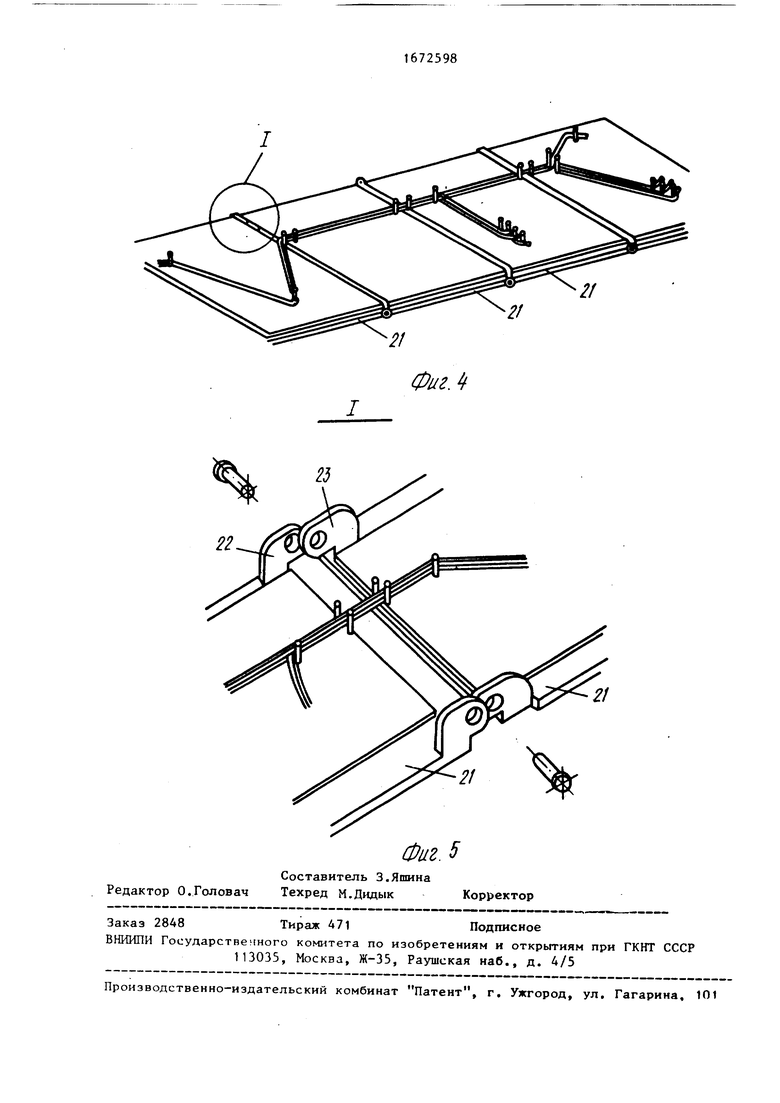
На фиг. 1 показано устройство, общий вид; на фиг. 2 - вид А на фиг.1 на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - пластины монтажной панели с шаблоном; на фиг. 5 - узел I на фиг. 4.
Устройство состоит из станины 1 с направляющими 2 продольного перемещения каретки 3 с приводом 4. На ка- ретке 3 на направляющих 5 установлена каретка 6 с монтажной головкой 7, укладочной иглой 8, проводом 9 на отдающей катушке 10 и приводом 11 поперечного перемещения (фиг. 1 и 2).
На станине под каретками 3 и 6 закреплен на подшипниках 12 барабан 13 квадратной формы с гранями 14 размером 15 и приводом 16 дискретного, через 90 , вращения (фиг. 2 и 3) .
Под устройством на расстоянии 17, кратном размеру 15 грани 14, установлен на подшипниках 18 барабан 19 такой же квадратной формы с размерами 15 граней 14 барабана 13 (фиг. 3).
На гранях барабанов 13 и 19 установлена монтажная панель 20 с пластинами 21 и шарнирами 22 и 23 взаимного соединения в непрерывную пластинчатую ленту (фиг. 4 и 5).
Подготовка устройства состоит в установке и креплении на пластины 21 монтажной панели 20 штырей 24 натяжения и изменения направления трассы провода при раскладке, в установке на каретку 6 отдающей катушки 10 с проводом 9, в пропускании конца провода через укладочную иглу 8 и закреплении его за штырь 24 начала раскладки, в зарядке стойки (не показана) программного управления программоносителем (не показан) под конкретно изготавливаемый жгут или кабель или даже на группу кабелей, жгутов, в перемещении головки 7 приводами 4 и 11 ка- реток 3 и 6 в исходное к раскладке положение. Пластины 21 имеют боковины 25.
Q
s
0
,-
0
Устройство для раскладки работает следующим образом.
По команде от кнопки Пуск на стойке управления происходит считывание команд с программоносителя и отрабатываются командные сигналы на исполнительные механизмы узлов и механизмов устройства.
Приводы 4 и 11 кареток 3 и 6 перемещают головку 7 с укладочной иглой 8 по плоскости панели 20 между штырями 24. Провод 9 усилием напряжения сматывается с катушки 10 и раскладывается по трассе двухкоординатного - перемещения головки в пределах плоскости пластины 21 монтажной панели 20.
Если ствол жгута с раскладываемым по трассе проводом проходит и ло другим пластинам натянутой между барабанами 13 и 19 монтажной панели 20 в виде непрерывной пластинчатой ленты, то перемещение головки 7 к боковине 25 пластины 21 (фиг. 2 и 3) перед продолжением раскладки прерывается поступлением на приводы от программоносителя стойки управления следующих командных сигналов: на вращение барабанов 13 и 19 приводу 16 на перемещение головки 7 с кареткой 6 приводу 11.
При этом боковина 25 пластины 21 синхронно с головкой следует от одной стороны станины 1 к другой и провод из катушки 10 через укладочную иглу 8 не сматывается, т.е. остается неподвижным.
После поворота барабанов на 90 пластина с разложенным участком провода принимает вертикальное положение, головка с проводом - исходное для продолжения следования по трассе уже на следующей части шаблона последующей пластины монтажной панели. Далее процесс раскладки провода по стволам и ответвлениям уже новой под головкой 7 части шаблона и новой пластины монтажной панели повторяется и такое повторение осуществляется до раскладки всех перемычек стволов и ответвлений жгута или кабеля проводом одного поперечного сечения токопро- водящей жилы или одной марки.
Если в стволах жгута или наборного кабеля имеются перемычки из других марок и сечений провода, то осуществляется смена катушки с проводом, перезарядка укладочной иглы и крепление конца провода за штырь шаблона и
далее производится раскладка в описанной последовательности.
Процесс раскладки провода одного сечения выполняют непрерывно и, если адреса начала и конца перемычки из провода расположены не на всей длине непрерывной пластинчатой ленты монтажной панели, то программоноситель со стойкой управления могут отрабатывать командные сигналы на привод барабана в обоих направлениях вращения (по часовой стрелке и против) и на привод 11.
Каретки 6 в обоих направлениях перемещения, т.е. процесс смены пластин с частями шаблона под раскладочной головкой выполняется при этом с переводом боковин и головки как с првой стороны станины на левую, так и, наоборот, с левой на правую.
Выполнение в устройстве раскладки проводов монтажной панели под крепление шаблона в виде непрерывной пластинчатой ленты с пластинами, разными по длине и размеру грани барабана квадратной формы, и шарнирно соединенных между собой, установка под устройством на расстоянии, кратном размеру пластины монтажной панели- основания (грани барабана) дополни-- тельного барабана квадратной формы, и крепление монтажной панели между гранями барабанов расширяет эксплуатационные возможности изготовления на устройстве с сохранением высокой точности координирования двухкоорди- натным перемещением головки в ограниченных размерах не только жгутов всей номенклатуры размеров по длине, но и кабелей теоретически неограниченной длины.
Расширяются также эксплуатационные возможности устройства тем, что устройство становится способным изготавливать группу жгутов или кабелей по комплексной программе программоносителя с пооперационным вы0
5
0
5
0
5
0
5
полнением вначале раскладки проводов на несколько жгутов сразу, потом вяз- ки-стволов и ответвлений во всех разложенных жгутах, потом подготовки концов проводов, их маркировки т.е. повышается производительность труда путем введения групповых операций изготовления.
Кроме того,tраскладка длинных перемычек жгутов и кабелей на шаблоне из частей по граням монтажной панели- основания в виде непрерывной пластинчатой ленты придает стволам П-обраэ- ную форму квадратных барабанов и упрощает устройство путем устранения необходимости в механизме прижима разложенного в стволы и ответвления провода с целью устранения вероятности повреждения укладочной иглой предыдущей раскладки при выполнении последующей.
Формула изобретения
1.Устройство для раскладки проводов в жгут, содержащее основание,
на котором расположены вращающиеся барабаны, и монтажную панель в виде соединенных между собой пластин с трассировочными штырями, отличающееся тем, что, с целью расширения эксплуатационных возможностей, пластины монтажной панели соединены между собой с образованием замкнутой ленты с обеспечением охвата поверхностей барабанов.
2.Устройство по п. 1, отличающееся тем, что каждый вращающийся барабан выполнен в виде куба, причем барабаны расположены один от другого, на расстоянии, кратном размеру грани барабана, а пластины монтажной панели выполнены с размерами, равными размерам грани барабана,
и соединены между собой посредством шарниров.
Вид А
Фиг.1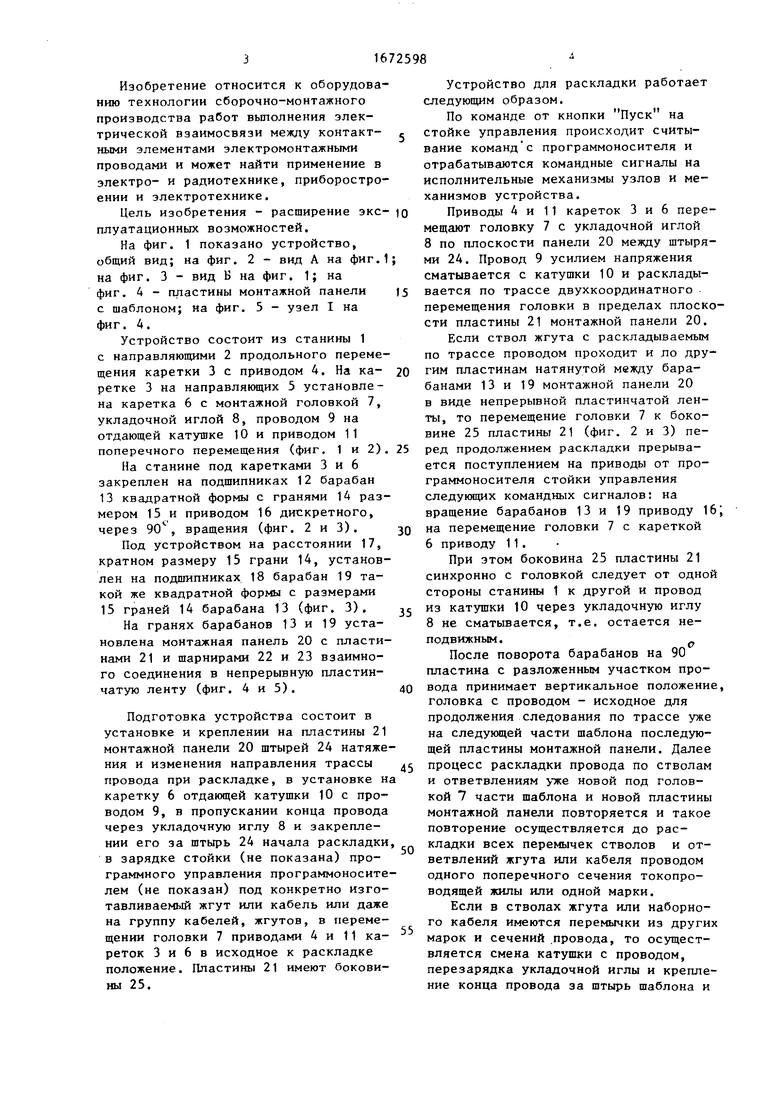
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскладки проводов в жгут | 1984 |
|
SU1580608A1 |
| Жгут и шаблон для раскладки проводов в жгут | 1986 |
|
SU1496020A1 |
| Шаблон для изготовления жгутов проводов | 1985 |
|
SU1354252A1 |
| Устройство для раскладки проводов в жгут | 1989 |
|
SU1691996A1 |
| Устройство для изготовления жгутов преимущественно с несущей перфорированной панелью | 1987 |
|
SU1466034A1 |
| Маркировочный трафарет преимущественно в устройствах для раскладки проводов в жгут | 1988 |
|
SU1598255A1 |
| Шаблон для изготовления жгутов проводов | 1982 |
|
SU1049987A1 |
| Способ крепления концов проводов при их раскладке в жгут на шаблоне | 1988 |
|
SU1699032A1 |
| Шаблон для раскладки проводов в жгут | 1985 |
|
SU1302451A1 |
| Способ изготовления жгутов из электромонтажных проводов | 1984 |
|
SU1267642A1 |
Изобретение относится к оборудованию технологии сборочно-монтажного производства работ выполнения электрической взаимосвязи между контактными элементами электромонтажными проводами и может найти применение в электро и радиотехнике, приборостроении и электротехнике. Цель изобретения - расширение эксплуатационных возможностей. Устройство содержит станину 1 с направляющими 2, барабан 13 квадратной формы с гранями 14, подшипники 18 барабана 19 квадратной формы и монтажную панель 20 с пластинами 21, имеющими боковины 25. Соединение пластин 21 монтажной панели 20 между собой с образованием замкнутой ленты с обеспечением охвата поверхностей барабанов 13, 19 позволяет упростить устройство путем устранения необходимости в механизме прижима разложенного в стволы и ответвления провода. 5 ил.
Фиг
7/
I
Редактор 0.Головач
Составитель З.Яшина Техред М.Дидык
//
Я
-21
Фиг Л
Фиг. 5
Корректор
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1553979A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
