со
О О
ю
25 г.3.1496020
Изобретение относится к технологии сборочно-монтажиого производства радиоэлектронных устройств, в частности к конструкции жгутов для радиоэлектмн
poHHofl аппаратуры и шаблона для раскладки проводов.
Цель изобретения - улучшение эксплуатационных возможностей жгута и повышение производительности конструкции шаблона.
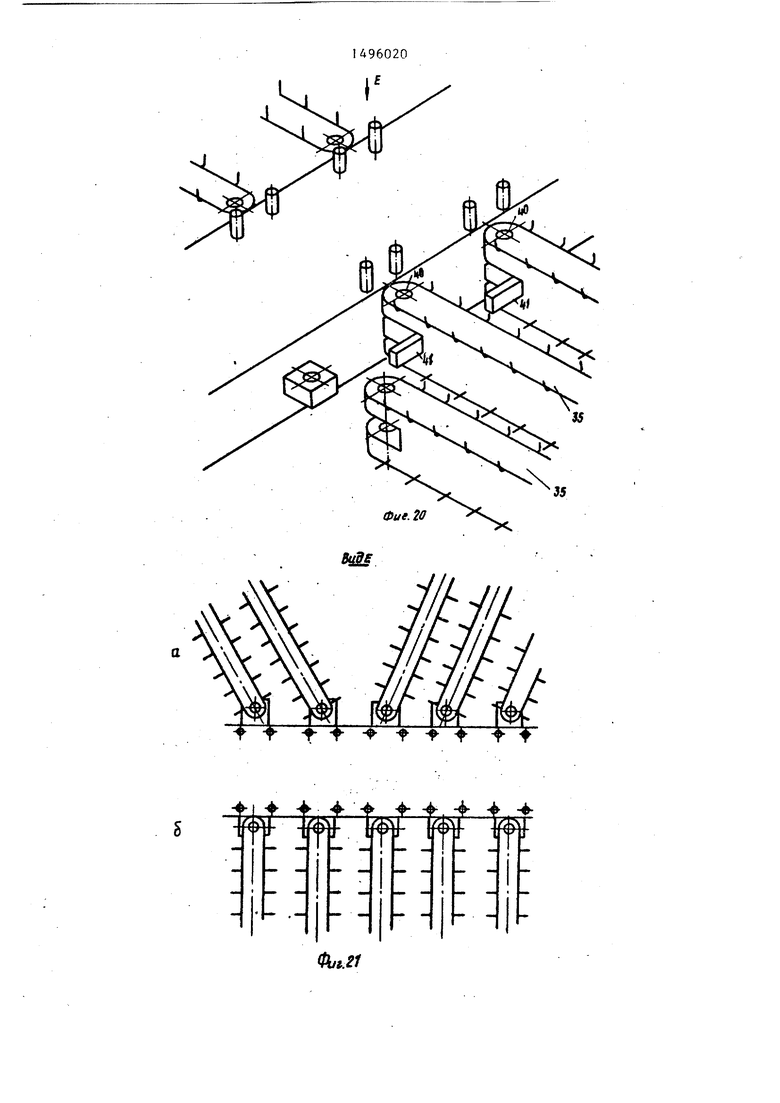
На фиг. 1 изображена часть радиоэлектронного устройства со стапелиро- ванными в пакеты печатными платами, общий вид, в котором использован жгут; на фиг. 2 - жгут, общий вид; на ,фиг. 3 - жгут в положении расположе- :ния матриц в линию; на фиг. 4 - вид А на фиг . 3; на фиг. 5-9 - схемы последовательной перекомпоновки)матриц жгута в общую плоскость расположения матриц с двумя рядами ответвлений; на фиг. 10 - сечение Б-Б на фиг. 3; на фиг. .11 - часть ответвления жгута; на фиг. 12 - разрез В-В на фиг. 10; на фиг.I3 - ряды контактных пЛощадок вдоль параллельных сторон печатной платы; на фиг. 14 - разрез Г-Г на фиг. 13; на фиг. 15 - разрез Б-Б на фиг. 10 в положении крепления ответ- в:7ения жгута к печатной плате; на фиг. 16 - схема устройства изготовлеНИЛ жгута; на фиг. 17 - схема шаблона с расположением на ней двух жгутов; на фиг. 18 - часть пазов шаблона; на фиг. 19 - вид Д на фиг. 8; на фиг. 20 часть шаблона с вращающимися на оси межпазовыми промежутками; на фиг.21 - вид Е на фиг. 20; на фиг. 22 - исполнение шаблона для изготовления жгута без гибки ответвлений.
Радиоэлектронное устройство, в котором использован жгут, состо.ит из пакетов 1 стапелированных печатных плат 2, закрепленных через стойки 3 к основанию 4 (фиг. 1).
Межплатная электрическая взаимосвязь радиоэлектронного устройства выполнена жгутом 5 из электромонтажного провода 6, увязанного гибкой не прерывной нитью 7 (фиг. 1, 2, 11).
Связанные меж;ду собой нитью 7 провода 6 уложены с образованием плоски матриц 8 д.ия каждог о пакета 1 , стволов 9 перехода Проводов 6 из матриш в матрицу, рядон 10 параллельно расположенных отгнс твлений 1 1 , охватывающих печат1гыг платы (фиг. 2) и концов 12 оголенной токопроводящей жи.пы про5
5 0 35 40
45
Q
55
вода для электромеханического закрепления к печатным контактам 13, например пайкой (фиг. 11, 13), и увязкой (фиг. 10, 12, 14, 15).
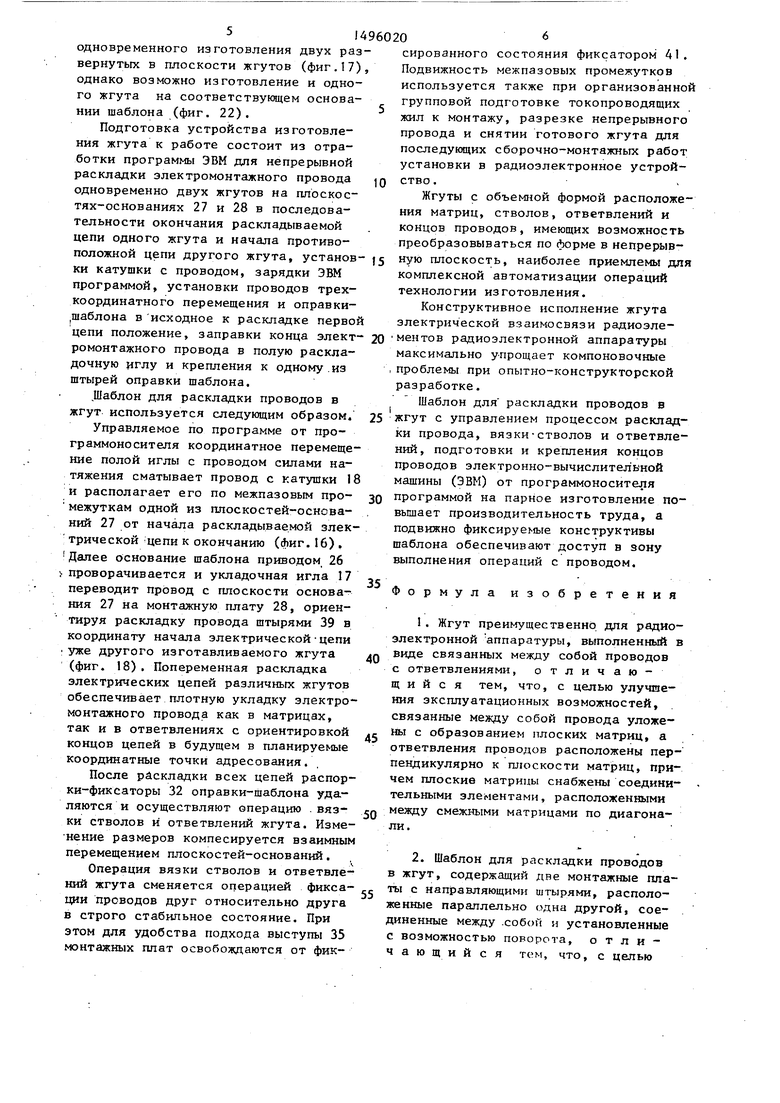
Расположение стволов 9 (фиг. 3) в жгуте выполнено с образованием соединительных элементов, расположенных между смежными матрицами по диагонали таким образом, чтобы их изгибом по стрелке 14 (фиг. 5, 6) или вращением по стрелке 15 (фиг. 7, В) жгут можно быпо преобразовать в единую дня всех матриц радиоэлектронного устройства плоскость 16 (фиг. 9) с перпендикулярным расположением ответвлений 11 в два ряда 10. Матрица 8 содержит лишь скрещивающиеся участки межплатной электрической взаимосвязи (фиг.- 4) .
Жгут имеет объемную форму расположения его элементов.
Шаблон для раскладки проводов в жгут содержит полую укладочную иглу 17 с проводом 6 на катушке 18, приво ды 19-21 координатного перемещения в трех измерениях пространства от про граммоносителя 22 ЭВМ 23 и вращающееся вокруг оси 24 основание 25 также от управляемого ЭВМ привода 26 (фиг. 16).
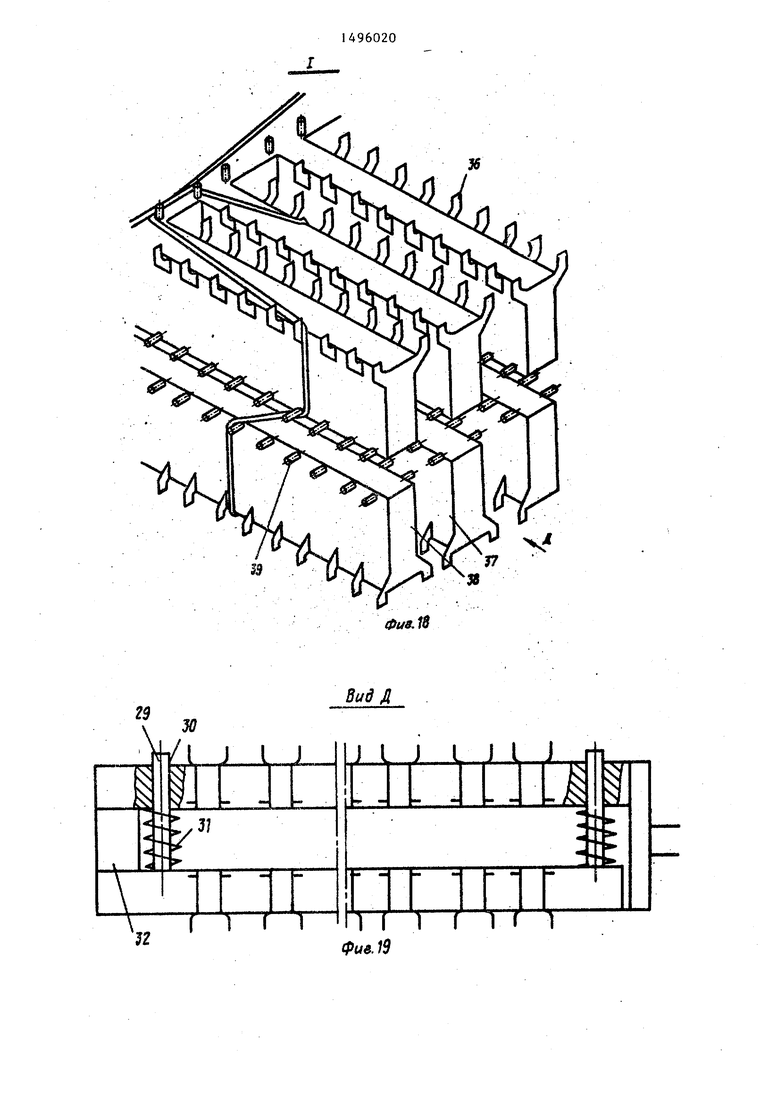
Основание шаблона содержит монтажные штаты 27 и 28 с направляющими 29 в отверстиях 30 для облегчения плоскопараллельного при необходимости сближения и возврата, пружины 31 монтажных плат и распорную колодку 32 (фиг. 19):
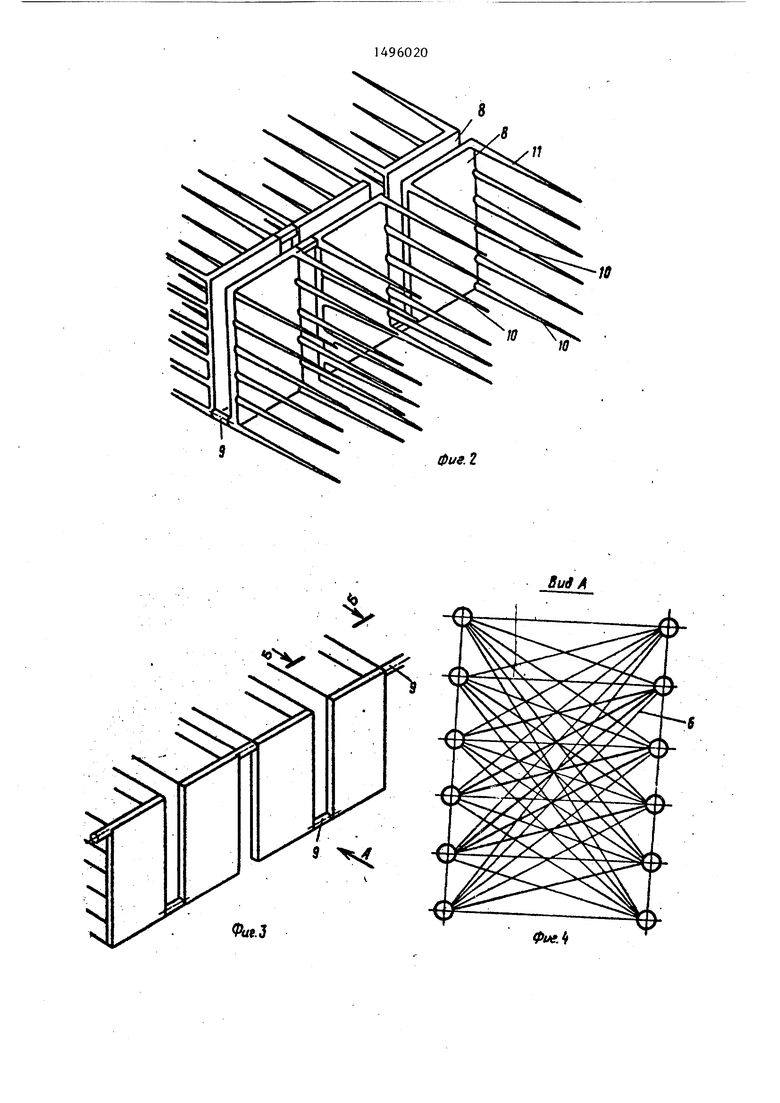
На торцовых поверхностях монтажных плат выполнены пазы 33 с размерами 34, выступы 35, равные .соответствующим стойкам радиоэлектронного блока.
Вдоль стенок пазов 33 на выступах 35 -блока закреплены штыри 36 в соответствии с шагом расположения печатных контактов на печатных платах радиоэлектронного блока. На внутренних сторонах 37 и 38 выступов монтажных плат со смещением на половину шага штырей 36 установлены штыри 39 (фиг. 16, 18).
Возможно исполнение монтажных плат 27 и 28 в съемном исполнении выступов 35 на шарнирах 40 вращения с фиксатором 41 крепления под ряд операций изготовления жгута (фиг. 20, 21).
Программоноситель 22 и основание шаблона устройств предусмотрены для
10
20
25
одновременного изготовления двух развернутых в плоскости жгутов (фиг.17), однако возможно изготовление и одного жгута на соответствующем основании шаблона (фиг. 22).
Подготовка устройства изготовления жгута к работе состоит из отработки программы ЭВМ для непрерывной раскладки электромонтажного провода одновременно двух жгутов на плоскостях-основаниях 27 и 28 в последовательности окончания раскладываемой цепи одного жгута и начала противоположной цепи другого жгута, установ- 15 ки катушки с проводом, зарядки ЭВМ программой, установки проводов трех- координатного перемещения и оправки- ,шаблона в исходное к раскладке первой цепи положение, заправки конца электромонтажного провода в полую раскладочную иглу и крепления к одному.из штырей оправки шаблона.
.Шаблон для раскладки проводов в жгут используется следующим образом. Управляемое по программе от программоносителя координатное перемещение полой иглы с проводом силами натяжения сматывает провод с катушки 18 и располагает его по межпазовым промежуткам одной из плоскостей-оснований 27 от начала раскладывае.мой электрической цепи к окончанию (фиг.16),
Далее основание шаблона приводом 26
проворачивается и укладочная игла 17 переводит провод с плоскости основания 27 на монтажную плату 28, ориентируя раскладку провода штырями 39 в координату начала электрической-цепи
уже другого изготавливаемого жгута (фиг. 18). Попеременная раскладка электрических цепей различных жгутов обеспечивает плотную укладку электромонтажного провода как в матрицах, так и в ответвлениях с ориентировкой концов цепей в будущем в планируемые координатные точки адресования.
После раскладки всех цепей распорки-фиксаторы 32 оправки-шаблона удаляются и осуществляют операцию . вязки стволов и ответвлений жгута. Изме- нение размеров компесируется взаимным перемещением плоскостей-оснований.
Операция вязки стволов и ответвлений жгута сменяется операцией фиксации проводов друг относительно друга в строго стабильное состояние. При этом для удобства подхода выступы 35 монтажных плат освобождаются от фик30
35
40
45
50
55
0
0
5
5
0
5
0
5
0
5
сированного состояния фиксатором 41. Подвижность межпазовых промежутков используется также при организованной групповой подготовке токопроводящих жил к монтажу, разрезке непрерывного провода и снятии готового жгута для последующих сборочно-монтажньтх работ установки в радиоэлектронное устройство ,
Жгуты с объемной формой расположения матриц, стволов, ответвлений и концов проводов, имеющих возможность преобразовываться по форме в непрерывную плоскость, наиболее приемлемы для комплексной автоматизации операций технологии изготовления.
Конструктивное исполнение жгута электрической взаимосвязи радиоэле ментов радиоэлектронной аппаратуры максимально упрощает компоновочные
,проблемы при опытно-конструкторской разработке.
Шаблон для раскладки проводов в жгут с управлением процессом раскладки провода, вязкистволов и ответвлений, подготовки и крепления концов проводов электронно-вычислительной машины (ЭВМ) от программоносителя программой на парное изготовление повышает производительность труда, а подвижно фиксируемые конструктивы шаблона обеспечивают доступ в зону выполнения операций с проводом.
Формула изобретения
. Жгут преимущественно дпя радиоэлектронной аппаратуры, выполненный в виде связанных между собой проводов с ответвлениями, отличающийся тем, что, с целью улучшения эксплуатационных возможностей, связанные между собой провода уложены с образованием плоских матриц, а ответвления проводов расположены перпендикулярно к плоскости матриц, причем плоские матрицы снабжены соединительными элементами, расположенными между смежными матрицами по диагонали.
2. Шаблон для раскладки проводов в жгут, содержащий две монтажные платы с направляющими штырями, расположенные параллельно одна другой, соединенные между .собой и установленные с возможностью поворота, отличающийся тем, что, с целью
повышения пронзводнтел1 ности, каждая монтажная плата выполнена с выступами на противоположных торцовых поверхностях вдоль продольной геометрической оси, а направляющие штыри
расположены на выступах монтажных плат.
3. Шаблон по п. 2, отлича ю,- щ и и с я тем, что выступы монтажных luiaT выполнены съемными и шарнирно оединены с ними.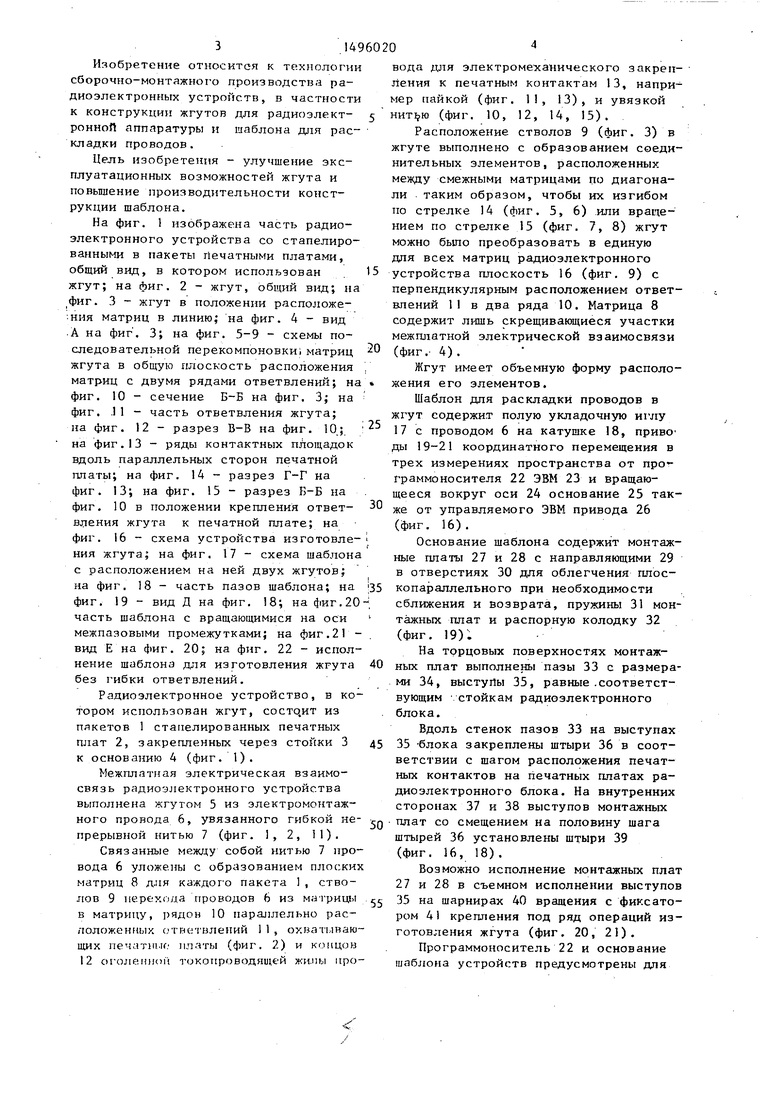
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1672598A1 |
| Шаблон для раскладки проводов в жгут | 1985 |
|
SU1429351A1 |
| Шаблон для раскладки проводов в жгут | 1986 |
|
SU1401656A1 |
| Устройство для раскладки проводов в жгут | 1989 |
|
SU1691996A1 |
| Способ изготовления жгутов из электромонтажных проводов | 1984 |
|
SU1267642A1 |
| Устройство для раскладки проводов в жгут | 1984 |
|
SU1580608A1 |
| Шаблон для раскладки проводов в жгут | 1985 |
|
SU1302451A1 |
| Устройство для изготовления жгутов из проводов | 1986 |
|
SU1441493A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖГУТОВ | 1990 |
|
RU2014765C1 |
| Способ изготовления коммутационного модуля | 1986 |
|
SU1429352A1 |






Изобретение может быть использовано, в частности, для раскладки проводов в жгут в радиоэлектронной промышленности. Цель изобретения - улучшение эксплуатационных возможностей. Шаблон для раскладки проводов в жгут содержит монтажные платы (МП) 27, 28 с направляющими штырями для обеспечения их плоскопараллельного сближения и возврата, при необходимости. Каждая МП выполнена с выступами на противоположных торцовых поверхностях вдоль продольной геометрической оси, а направляющие штыри МП расположены на выступах, которые могут быть выполнены схемными и шарнирно соединены с ними. Жгут служит для межплатной электрической взаимосвязи радиоэлектронного устройства и состоит из связанных между собой и уложенных с образованием плоских матриц проводов, а ответвления проводов расположены перпендикулярно к плоскости матриц, имеющих соединительные элементы, расположенные по диагонали. Жгуты такой конструкции наиболее приемлемы для комплексной автоматизации операций технологии изготовления и максимально упрощают компановочные проблемы при опытно-конструкторской разработке. 2 с. и 1 з.п. ф-лы, 22 ил.
Фие.
11
Фи9.1
К ид А
Фие.(
Фиг. 5
Й/г.6
15
ЙЙ.7
96020
ч
)}
Фи.13
г-г
а и
фив.-1
Фиг. 17
Вид Д
П
Фиг. 19
35
Tf
X
Фи9.1в
. 4- 4-. - -
A/./
35
Фие.
35 35
J5
J5
35
Фиг. 22
| Способ изготовления коммутационного модуля | 1986 |
|
SU1429352A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Авторское свидетельство СССР К 913615, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
