Изобретение относится к машиностроению, в частности, к гидравлическим машинам, и предназначено для использования в гидросистемах различного назначения, а также может применяться в различных от-раслях народного хозяйства, где используются зубчатые зацепления.
Известны вибрационные обкатки деталей машин, при которых происходят механический или механо-химический сьем мельчайших частиц металлов и его оксидов с обрабатываемой поверхности, а также сглажирание мик(Эонеровностей путем i их пластического деформирования частицами рабочей среды, совершающими колебательное движение.
Недостатком указанных способов является трудоемкость и длительность процесса
виброобкатки, требующего большого количества жидкого раствора.
Наиболее близким по технической сути является способ обкатки шестеренных насосов, заключающийся в установке гидромашины на стенд, подключении магистралей высокого и низкого давления, приведении ее ведущего вала во вращение и создании в магистрали высокого давления ступенчатого изменения давления.
Недостатком указанного способа является длительность обкатки,
Цель изобретения - ускорение процесса обкатки и приработки зубьев шестерен Шестеренных гидромашин.
Для этого устанавливают на стенД гидромашину с подключенными полостями высокого и низкого давления к магистралям
высокого и низкого давления и приведенным во вращение ведущим валом с нагружением гидромашины путем изменения величины давления в магистрали высокого давления, изменение давления в магистрали высокого давления осуществляют путем создания в магистрали высокого давления пульсаций давления рабочей жидкости за счет установки регулируемого гидравлического сопротивления, при этом время обкатки выбирают согласно соотношениям
2,93 10 К
R,
аисх
пр
b h W
w(Z+1)n,
где Кпр - коэффициент, учитывающий вид профиля шероховатости (исходной) эеольвентной поверхности зубьев шестерен;
Наисх - исходная шероховатость профиля эвольвентной поверхности до обработки;
L - длина рабочей части эвольвентной поверхности зубьев шестерен;
b -длина площадки контакта эвольвентных поверхностей зубьев шестерен в процессе зацепления;
а - ширина площадки контакта эвольвентных поверхностей зубьев шестерен в процессе зацепления;
h - величина деформации микронеровностей наружного слоя эвольвентных поверхностей зубчатого зацепления;
Z -число зубьев шестерен;
п - частота вращения ведущего вала шестеренной гидромашины в процессе обкатки;
W - частота пульсаций давления рабочей жидкости в магистрали высокого-давления.
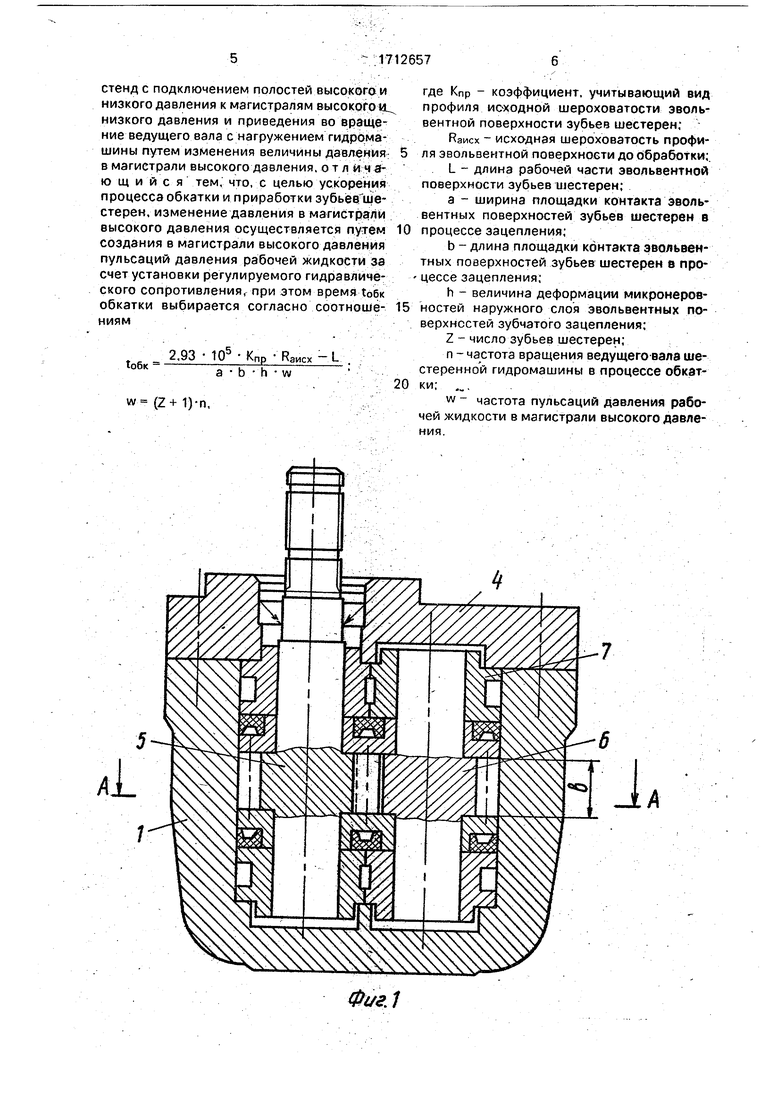
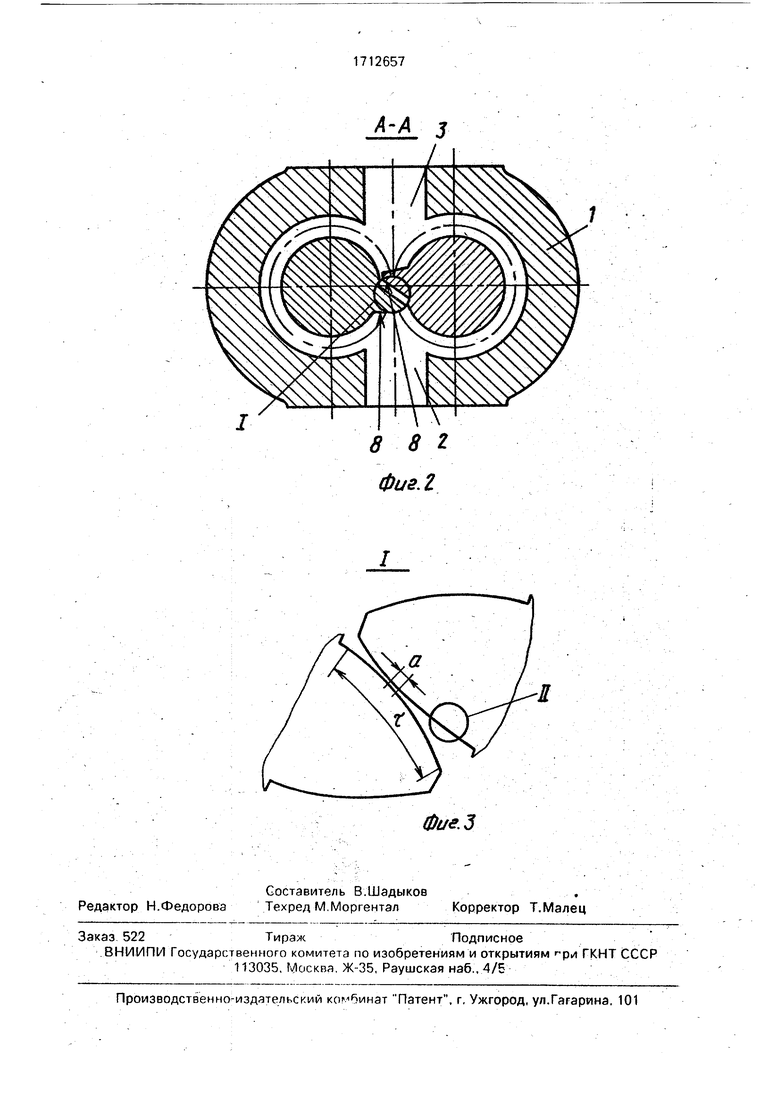
На фиг.1 изображена шестеренная гидромашина, продольный разрез; на фиг.2 разрез А-А на фиг.1; на фиг.З - узел I на фиг.2:.
Шестеренная гидромашина состоит из корпуса 1. имеющего полости низкого 2 и высокого 3 давления, к которым на стенде подключаются магистрали низкого и высокого давления, крышки 4, ведущей 5 и ведомой 6 шестерен, установленных в расточках корпуса 1 и вращающихся в подшипниках 7 скольжения.
Способ заключается в следующем.
Шестеренная машина устанавливается на стенд, к полостям низко.го 2 и высокого 3 давления подключаются .магистрали низкого и высокого давления для подвода и отвода рабочей жидкости. При вращении
ведущей шестерни 5 и связанной с ней ведомой шестерни 6 рабочая жидкость поступает в полость 2 низкого давления и, попадая во впадины, образованные эвольвентными поверхностями 8 шестерен 5 и 6, переносится в полость 3 высокого давления. В нагнетательной магистрали высокого давления стенда установлено регулируемое гидравлическое сопротивление, с помощью которого создается импульс давления рабочей жидкости, при этом время to6K обкатки определяется из соотношения
2,93 10 -К,
Ra
пр
а b h w
где Кпр - коэффициент, учитывающий вид профиля исходной шероховатости эвольвентной поверхности зубьев шестерен;
Rawcx - исходная шероховатость профиля эвольвентной поверхности до обкатки;
L - длина рабочей части эвольвентной поверхности зубьев шестерен; 5 а - ширина площадки контакта эвольвентных поверхностей зубьев шестерен в процессе зацепления.
Ь - длина площадки контакта эвольвентных поверхностей зубьев шестерен в процессе зацепления (ширина зубчатого зацепления);
h - величина деформации микронеровностей наружного слоя эвольвентных поверхностей зубчатого зацепления;
w - частота пульсаций давления рабочей жидкости в магистрали высокого давления шестеренной гидромашины, которая определяется из соотношения;
w (Z+ 1)-п,
где Z - число зубьев шестерни;
п - частота вращения ведущего вала шестеренной гидромашины в процессе обкатки.
Предлагаемый способ был опробован в процессе обкатки шестеренного гидронасоса НШ50У-3, при этом время обкатки сокращалось на 98-148 с.
Экономический эффект при применении способа образуется за счет экономии электроэнергии и трудозатрат обслуживающего персонала и cocтaвляet ориентировочно 0,2 руб. на одно изделие.
Формул а изобретения
Способ обкатки шестеренных гидромашин путем установки гидромашины на стенд с подключением полостей высокого и низкого давления к магистралям высокого ц низкого давления и приведения во вращение ведущего вала с нагружением гидромашины путем изменения величины давления: в магистрали высокого давления, о т л И ч аю щ и и с я тем, что, с целью ускорения процесса обкатки и приработки зубь ввшестерен. изменение давления в магистрали высокого давления осуществляется путем создания в магистрали высокого давления пульсаций давления рабочей жидкости за счет установки регулируемого гидравлического сопротивления, при этом время to6K обкатки выбирается согласно соотношениям2,93 tO К Ь h W w (Z+ T)-n, где Кпр - коэффициент, учитывающий вид профиля исходной шероховатости эвольвентной поверхности зубьев шестерен; Rancx - исходная шероховатость профиля эвольвентной поверхности до ббработки;. L - длина рабочей части эвольвентной поверхности зубьев шестерен; а - ширина площадки контакта эвольвентных поверхностей зубьев шестерен в процессе зацепления; b - длина площадки контакта эвольвентных поверхностей зубьев шестерен а процессе зацепления; h - величина деформации микронеровностей наружного слоя эвольвентных поверхнсстей зубчатого зацепления; Z - число зубьев шестерен; п - частота вращения ведущего вала шестеренной гидромашины в процессе обкатки; ... W - частота пульсаций давления рабочей жидкости в мaгиctpaли высокого давления.
Фг/s. 1
АА j
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОМАШИНА | 2007 |
|
RU2347122C1 |
| ШЕСТЕРЕННАЯ МАШИНА | 2014 |
|
RU2553848C1 |
| ШЕСТЕРЕННАЯ ГИДРОМАШИНА | 1991 |
|
RU2049932C1 |
| Шестеренная машина | 1990 |
|
SU1809169A1 |
| ШЕСТЕРЕННАЯ ГИДРАВЛИЧЕСКАЯ МАШИНА | 1994 |
|
RU2074986C1 |
| Шестеренная гидромашина | 1987 |
|
SU1495509A1 |
| ШЕСТЕРЕННАЯ ГИДРОМАШИНА | 1992 |
|
RU2037657C1 |
| РЕГУЛИРУЕМЫЙ ШЕСТЕРЕННЫЙ НАСОС | 2012 |
|
RU2511848C1 |
| Шестеренная гидромашина | 1978 |
|
SU937773A1 |
| Шестерённая машина объёмного действия | 2023 |
|
RU2810851C1 |
Изобретение относится к машиностроению, в частности к способам обкатки шесте- реннь1х гидромашин, и может быть исгюльзовано в гидросистемах различного назначения, а также в зубчатых зацеплениях в любой отрасли народного хозяйства.Цель изобретения - ускорение процесса обкатки и приработки зубьев шестерен. Способ обкатки шестеренных гидромашин заключается в том. что гидромашина устанавливается на стенд с подключением полостей низкого и высокого давления к. магистралям высокого и низкого давления и приведением во вращение ведущего вала с нагружением гидромашины путем изменения величины давления в магистрали высокого давления, причем изменение давления в магистрали высокого давления осуществляется путем создания в магистрали высокого давления пульсаций давления рабочей жидкости за счет установки регулируемого гидравлического сопротивления. При этом время обкатки выбирается из соотношения, приведенного в тексте описания изобрете- ^ия.3 ил.>&^fe
| В,Б.Черкун | |||
| Ремонт тракторных гидравлических систем | |||
| М.: Колос | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| Реверсивный дисковый культиватор для тросовой тяги | 1923 |
|
SU130A1 |
