Цель достигается тем, что устройство для бесконтактного контроля качества обработки поверхности деталей, содержащее источник света и последовательно расположенные по ходу луча два гониометра, каждый из которых включает столик, кронштейн, установленный с возможностью поворота относительно оси столика, держатель, установленный на столике, два плоских зеркала, установленных на кронштейнах, модуятор и фотоприемник, дополнительно снабжен четырьмя плоскими зеркалами; попарно и последовательно размещенными по ходу луча на каждой из осей гониометров над их столиками, нижние зеркала этих пар закреплены на кронштейнах, а модулятор установлен посередине между верхними зеркалами пар перед фотоприемником.
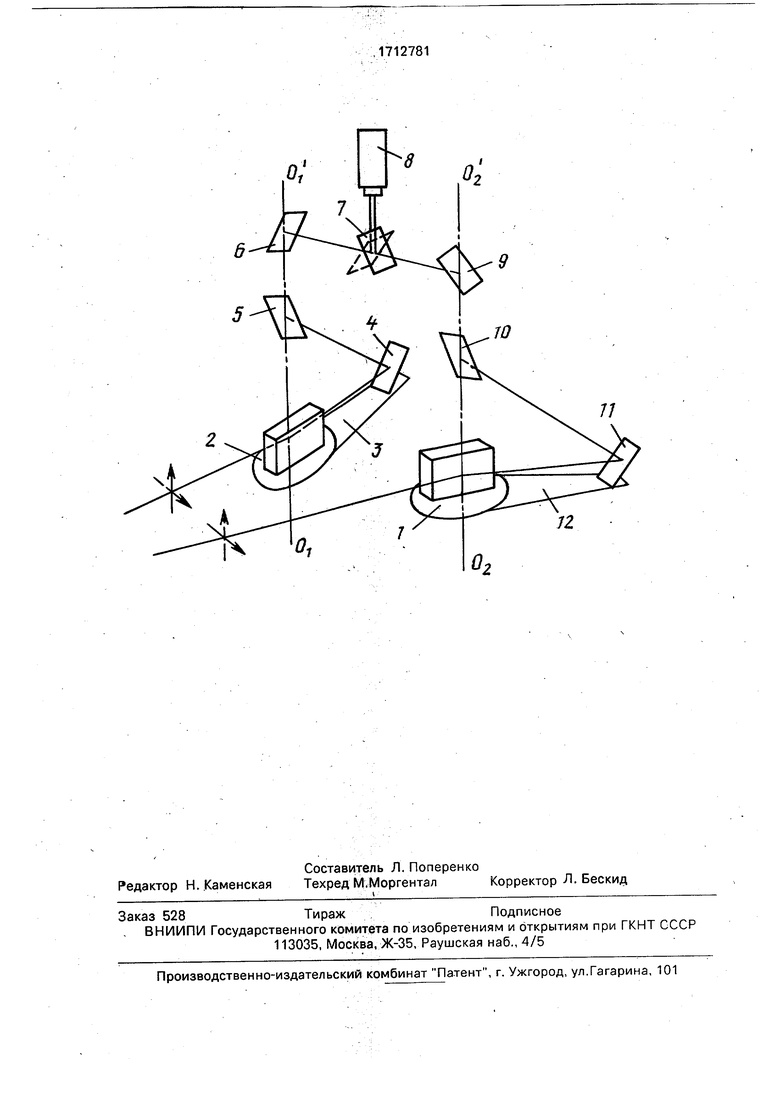
На чертеже изображена принципиальная схема устройства.
Устройство содержит источник излучения (не показан), столик 1, предназначенный для размещения на ней эталонного объекта, столик 2, предназначенный для размещения на нем контролируемого объекта, кронштейн 3, зеркала 4, 5 и б, модуляор 7, фотоприемник 8, зеркала 9, 10 и 11, кронштейн 12. Первый гониометр включает толик 2, кронштейн 3, зеркала 4 и 5, а второй гониометр - столик 1, кронштейн 12, еркала 11 и 10, а оси OiOi и ОаОа - оси вращения первого и второго гониометров оответственно. Плоскости поляризации направленного на оба гониометра излучения взаимно перпендикулярны и установлены так, что одна из них размещена в плоскости, перпендикулярной плоскости столика 1, а другая - в плоскости) вертикально расположенного столика 2.
Устройство работает следующим образом.
Направленное вдоль двух направлений излучение источника света со взаимно ортогональной поляризацией попадает на эталонный объект, установленный на столике 1, и контролируемый объект, установленный на столике 2. Зеркала 4 и 11 неподвижно закреплены на кронштейнах 3 и 12 соответственно, поэтому падающие на них пучки отражаются в направлении осей вращения столиков гониометров с контролируемым и эталонным объектами. Установленные на осях OiOi и 0202 зеркала 5 и 10 крепятся к кронштейнам 3 и 12 так, что отраженные от них пучки света проходят в направлении вдоль этих осей независимо от поворотов каждого из кронштейнов. Поскольку зеркала 6 и 9 закреплены неподвижно, то направленные к ним вдоль осей OiOi. и 0202 пучки света отразятся в направлении, перпендикулярном к этим осям. Посредством зеркал 5 и 6 с одной стороны и зеркал 9 и 10 с другой, направленные на модулятор 7 пучки света после отражения от его зеркал попеременно попадают на один и тот же фотоприемник 8, где и регистрируется сигнал переменного тока (напряжения), прямо пропорциональный уровню различия коэффициентов отражения в S-поляризации для
0 коктролируемого объекта и Р-поляризации для эталонного объекта.
При повороте направления поляризации вокруг оси пучков на 90° плоскости поляризации отраженного от эталонного и контролируемого объектов излучения меняются местами и регистрируемый на фотоприемнике 8 сигнал переменного тока (напряжения) соответствует уже уровню различия коэффициентов отражения в S-поляризации для эталонного
0 объекта и Р-поляризации для контролируемого объекта. При этом каждый из пучков излучения после прохождения своего оптического канала при изменении угла падения света на два измеряемых объекта попадает
5 в одну и ту же область фотокатода фотоприемника 8. По разности величин сигналов переменного тока, полученной для двух разных поляризаций в каждом из пучков света, в условиях выбора угла падения
0 света на оба объекта, когда эта разность максимальна, оценивается расхождение параметров поверхности контролируемого объекта по отношению к эталонному.
За счет взаимного соосного размещения элементов системы зеркал и наличия двух осей вращения гониометров повышена точность и производительность контроля параметров рельефа поверхности оптических деталей.
Формула изобретения Устройство для бесконтактного контроля качества обработки поверхности деталей, содержащее источник света и последовательно расположенные по ходу луча два гониометра, каждый из которых включает столик, кронштейн, установленный с возможностью поворота относительно оси столика, держатель, установленный на столике, зеркало,
0 установленное на кронштейне, модулятор и фотоприемник, отличающееся тем, что, с целью повышения точности и производительности контроля, оно снабжено четырьмя плоскими зеркалами, попарно и
5 последовательно размещенными по ходу луча на каждой из оси гониометров над их столиками, нижние зеркала этих пар закреплены на кронштейнах, а модулятор установлен посередине между зеркалами пар перед фотоприемником.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесконтактного контроля качества обработки поверхности деталей | 1987 |
|
SU1499114A1 |
| Устройство для бесконтактного контроля качества обработки поверхности плоских деталей | 1987 |
|
SU1649263A1 |
| Рефлектометр для измерения поляризационных параметров поверхности объекта | 1989 |
|
SU1670394A1 |
| ИЗОБРАЖАЮЩИЙ МИКРОЭЛЛИПСОМЕТР | 2010 |
|
RU2503922C2 |
| Способ бесконтактного контроля качества обработки поверхности оптических деталей и устройство для его осуществления | 1983 |
|
SU1352201A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ КАЧЕСТВА ПЛОСКИХ ОПТИЧЕСКИХ ДЕТАЛЕЙ, РАСПОЛОЖЕННЫХ ПОД УГЛОМ К ОПТИЧЕСКОЙ ОСИ | 2014 |
|
RU2573182C1 |
| Рефрактометр для анизотропных кристаллов | 1982 |
|
SU1100541A1 |
| ИНТЕРФЕРОМЕТР С ОБРАТНОКРУГОВЫМ ХОДОМ ЛУЧЕЙ | 1986 |
|
SU1383969A1 |
| Интерференционное устройство для контроля линз | 1990 |
|
SU1758423A1 |
| Способ измерения углов,образуемых тремя гранями призмы,и устройство для его осуществления | 1985 |
|
SU1250848A1 |
Изобретение относится к измерительной технике, связанной с контролем качества обработки поверхности оптических деталей на основе поляризационного метода. Целью изобретения является повышение точности и производител1^ности контроля качества обработки поверхности деталей за счет взаимного соосного размещения элементов системы зеркал и наличия двух осей вращения гониометров. Устройство снабжено четырьмя плоскими зеркалами, попарно и последовательно размещенными по ходу луча на каждой из двух осей гониометров над их столиками, нижние зеркала этих пар закреплены на кронштейнах, а модулятор установлен посередине между верхними зеркалами пар перед фотоприемником. 1 ил.'••*'ЁИзобретение относится к поляризаци- онно-оптическим измерительным устройствам рефлектометрического типа и может быть использовано в оптико-механической промышленности для контроля качества плоской поверхности оптических деталей.Известен рефлектометр - устройство для бесконтактного контроля качества обработки оптических деталей с однйканаЛьнои схемой регистрации сигнала, содержащее два гониометра, оси вращения которых установлены перпендикулярно друг другу.Недостаток устройства - невозможность осуществления контроля параметров рельефа испытуемой детали по отноше^нию к эталонной по двухлучевой схемечизме^е- ния.-Известно устройство для бесконтактного контроля качества обработки поверхности деталей по двухканальной с;<емерегистрации с использованием в каждой из этих каналов ортогональных типов поляризации света, содержащее два гониометра, каждый из которых включает столик с держателем образца, систему поворотных зеркал, модулятор, фотоприемник.Недостаток устройства - сложность конструкции и наличие люфтов в механически перемещающихся параллельно осям обоих гониометров трех поворотных-узлов, обеспечивающих сканирование угла падения света на две сравнительные плоские поверхности и выведение пучка света из обоих каналов при таком сканировании на один и тот же фотоприемник, чем понижается точность контроля.Целью изобретения является повышение точности и производительности контроля параметров рельефа поверхности оптических деталей.ю VJ00
| Способ бесконтактного контроля качества обработки поверхности оптических деталей и устройство для его осуществления | 1983 |
|
SU1352201A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для бесконтактного контроля качества обработки поверхности деталей | 1987 |
|
SU1499114A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
