11 .;Ч сине относится к измерительной технике, связанной с определений параметров рельефа и характеристик физпко химпческого состояния поверхности плоских деталей на основе рсфлс-ктометрии поверхности, , 6т ь пснолъзояапо в опчичес- j . тфомыктенчос/Шо
Целью изобретения является повы™ иевие точности и производительности бесконтактного контроля качества по- ие..чности деталей за счет выбора беь пегГ .остпровок оптической системы оптп- пол-люго угла падения, при котороп регистрируемый сигнал в наибольшей степени чувствителен к отличию пара- мегрив физико-химического состояния поверхности эталонной и контролируе- гол деталей
На чертеже изображена принципиальная схема устройства для бесконтактного контроля качества обработки поверхности плоских деталей
Устройство содержит источник излучения (не показан), модулятор 1, плоские зеркала 2 и 3, поляризатор 4,- столик 5, столик 6, анализатор 7, фотоприемнпк 8 и приемно-регистрацпон- ныл узел 9о
О и 0(0, и - оси вращения столиков 5 и 6 соответственно Осп OjOf и OgO - взаимно перпендикулярные Углы падения Cf света на тталонную деталь 10, установленную на сто- .чиге 5, и на контролируемую деталь 11 установленную на столике 6, равны между собойо Первый гониометр включает зеркала 2 и 3, поляризатор 4,
5
0
5
0
5
столик 5, а второй - столик Ь, анализатор 7 и фотоприемник 80
Устройство работает следующим об- разомо
Излучение от источника излучения направлено по оси (0 После прохождения через модулятор 1 н отражения от плоского зеркала 2, а затем и пюского зеркала 3 излучение проходит через поляризатор 4 и попадает на эталонную деталь 10, закрепленную на столике 5 первого гониометра0 Поляризатор 4 установлен с возможностью вращения вокруг направления проходящего через пего пучка излучения Повороту столика 5 вокруг оси 0. С/ на угол ДСр за счет кинематической связи зеркалам 2 и 3 соответствует поворот на угол, вдвое больший (2ДЦ)0 Это условие обеспечивает при изменении угла падения излучения на эталонную деталь 10 на столике 5 сохранение направления отраженного пучка, падающего затем на контролируемую деталь 11, закрепленную на столике b
0
5
второго гониометра, ось вращения которого перпендикулярна осп вращения 0,0. поворотного столика 50 Повороту анализатора 7 и фотоприемника 8 на угол utp соответствует поворот столика 6 на угол ДО /2. После отражения от контролируемой детали 11 закрепленной на столике 6 второго гониометра, излучение через анализатор 7 попадает на фотоприемник 80 Червячные передачи обеспечивают кинематическую связь узлов, размещенных перпендикулярно друг к другу, перво5
го и второго гониометров, т0е, между столиками 5 и 6 синхронно изменяются , углы падения (0 , оставаясь равными по величине при непрерывном их изменении в процессе выбора оптимального значения этого угла для осуществления- контроля с наивысшей доверительной вероятностью доводки параметров рельефа поверхности контролируемой детали 1 I к соответствующим параметрам эталонной детали 10„
Использование предлагаемого устройства позволяет повысить производительность и точность контроля с высокой доверительной вероятностью доводки параметров контролируемой детали к параметрам поверхности эталонной детали на основе нулевого метода регистрации полезного сигнала, модулированного по частоте, в условиях массового производства таких деталей и не требует специальной подготовки для операторов, производяп их контроль.
Формула и
6 з о 6 р
е т е н и я
0
Устройство для бесконтактного контроля качества обработки поверхности плоских деталей, содержащее источник излучения, установленные по ходу излучения модулятор, -поляризатор, два плоских зеркала, два гониометра, каждый из которых включает столик, и фотоприемник, отличающееся тем, что, с целью повышения точности и производительности контроля, оно снабжено анализатором, установленным по ходу излучения перед фотоприемником, а два плоских зеркала жестко соединены между собой, установлены между модулятором и поляризатором с возможностью поворота вокруг оси первого гониометра и кинематически связаны со столиками обоих гониометров, а гониометры установлены так, что их оси взаимно перпендикулярны.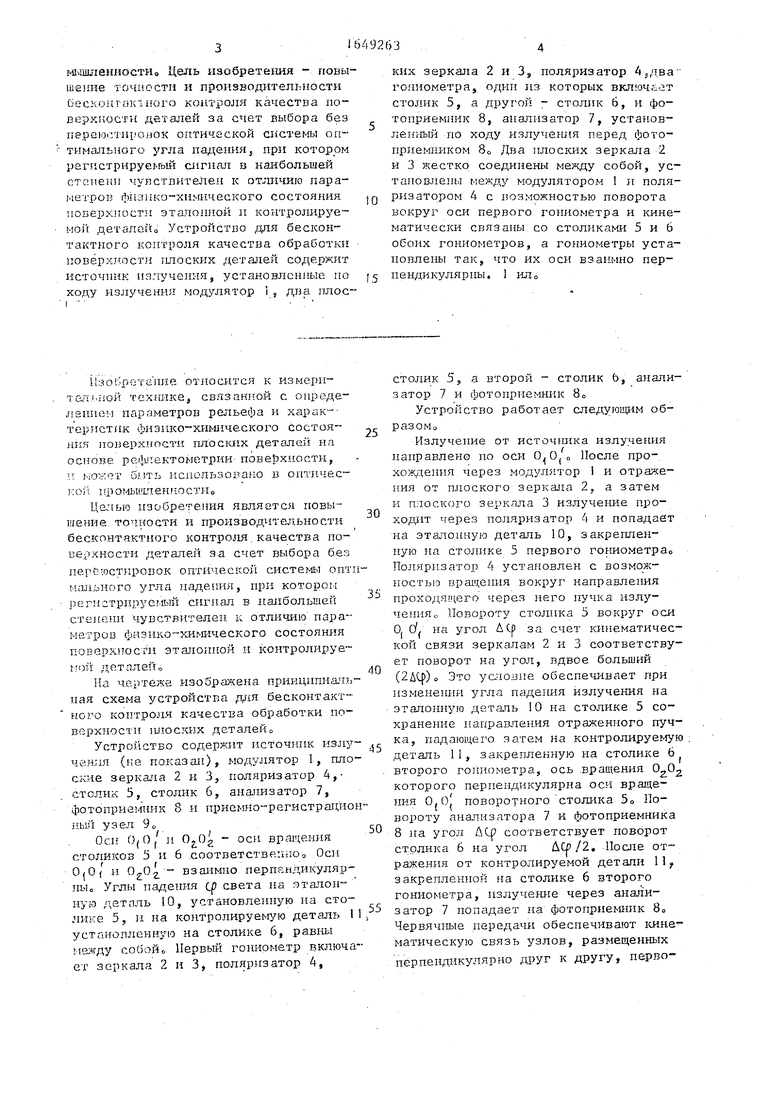

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесконтактного контроля качества обработки поверхности деталей | 1990 |
|
SU1712781A1 |
| Устройство для бесконтактного контроля качества обработки поверхности деталей | 1987 |
|
SU1499114A1 |
| Рефлектометр для измерения поляризационных параметров поверхности объекта | 1989 |
|
SU1670394A1 |
| Рефрактометр для анизотропных кристаллов | 1982 |
|
SU1100541A1 |
| Способ бесконтактного контроля качества обработки поверхности оптических деталей и устройство для его осуществления | 1983 |
|
SU1352201A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ КАЧЕСТВА ПЛОСКИХ ОПТИЧЕСКИХ ДЕТАЛЕЙ, РАСПОЛОЖЕННЫХ ПОД УГЛОМ К ОПТИЧЕСКОЙ ОСИ | 2014 |
|
RU2573182C1 |
| Многолучевой интерферометр | 1982 |
|
SU1060939A1 |
| СПОСОБ КОНТРОЛЯ ПОВЕРХНОСТНОЙ ПЛОТНОСТИ СЛАБОПОГЛОЩАЮЩИХ ВОЛОКНОСОДЕРЖАЩИХ МАТЕРИАЛОВ | 1991 |
|
RU2024011C1 |
| Устройство для измерения поляризационных характеристик анизотропных сред | 1982 |
|
SU1021959A1 |
| Способ определения распределения крутизны микронеровностей шероховатой поверхности | 1989 |
|
SU1744457A1 |
Изобретение относится к измерительной технике, связанной с определением параметров рельефа и характеристик физико-химического состояния поверхности плоских деталей на основе рефлектометрии поверхности и может быть использовано в оптической про-
| Приспособление для регулирования подачи горючей жидкости | 1924 |
|
SU1499A1 |
